
在线弯曲异型管的种类与时钟矫直法
2016-12-18 05:21曹国富
焊管 2016年7期
曹国富
(广东省江门市俭美实业有限公司,广东 江门529000)
在线弯曲异型管的种类与时钟矫直法
曹国富
(广东省江门市俭美实业有限公司,广东 江门529000)
将异型管的弯曲类型细分为扭而不曲、曲而不扭和既扭又曲三类,并分别给出适应生产现场实际状况的检查方法;在分清弯曲类型的基础上在线实施矫正,更有针对性地采用相应的在线弯曲异型管的时钟矫直法。即:将走出焊管机组矫直头处的弯曲焊管之弯曲方向按时区进行划分,按弯曲的反向时区移动矫直头进行矫直。时钟矫直法在线矫直异型管形象直观,不会犯方向性错误,对焊管生产更具指导意义。
异型管;扭曲;分类;扭而不曲;曲而不扭;在线时钟矫直法
异型管弯曲,不仅影响焊管正常生产、包装与运输,更会给后续使用带来无尽烦恼,如弯管后发生畸变、配件安装后无法对位、强制焊接后残余内应力大,导致构件变形等。因此弯曲是异型管生产中不允许存在的缺陷之一,必须通过调整予以消除。
1 弯曲异型管的分类
从焊管生产实践看,异型管弯曲有广义和狭义之分,狭义弯曲指管体仅向一个方向弯,即管体曲而不扭。而广义弯曲包括扭而不曲(扭转)、曲而不扭(弯曲)和既扭又曲(扭曲)三类。其实,若以焊缝为标志,圆管同样存在广义弯曲所说的三种类型。
1.1 异型管扭转
异型管扭转即扭而不曲,系指与异型管棱边或母线垂直的焊管两断面,其中任意一个面按几何对称中心投影到另一面上后,对称中心重合且两个投影面之间存在夹角α,如图1所示。α称为异型管的扭转角,由(1)式定义

实践中,扭转角没有实用价值,也不方便测量;通常根据摆动值H值判定管体扭转程度,H值越小越好;当H=0时,说明管体不扭转。异型管扭转的显著特征是,管的棱边为螺旋线,由于该螺旋线的导程通常若干倍于管长(6 000 mm)、摆动值H也小于B,故这条螺旋线看上去近似直线。
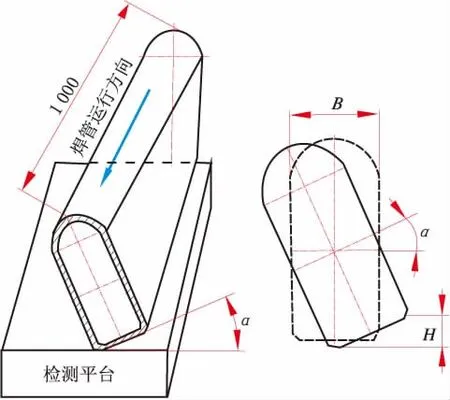
图1 梳子管扭而不曲示意图
1.2 异型管弯曲
异型管弯曲即曲而不扭,是指与棱边或母线垂直的两横断面之投影存在重叠,且投影的几何中心仅发生横向或者竖向偏移,参见图2。重叠越少表示越弯曲,当重叠量为负值时,表示已经不重叠,说明焊管很弯。管体弯曲度由(2)式确定。

式中,C为总弯曲度,适用于在线即时检查;c为局部弯曲度,适用于离线精密检查。
异型管的弯曲如图2所示,有两种基本形态,一是大面弯曲小面平直,二是小面弯曲大面平直。若结合生产实际与孔型方位,还有上弯与下弯、左弯与右弯以及1:30、3:30、7:30、10:30等方向弯曲。判定异型管弯曲的方法有平台检验和孪生检查两种。
1.2.1 平台检验
截取1 m长方矩管,处理干净端面毛刺,放到机组台面上,使管形成上凸弧,然后用塞尺塞缝隙,所塞进最大值H就是异型管(圆管也适用)的最大弯曲度,单位是mm/m,见图3和(2)式。一般标准允许异型管的弯曲度小于3 mm/m。
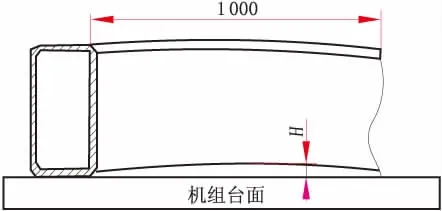
图3 机组台面检查焊管弯曲度的方法
1.2.2 孪生检查
所谓孪生检查是指,随机抽取两支刚生产出的管子,以焊缝为标志,将其相向而置或相对而置,如图4所示,则二者之间最大间隙S的一半就是此管的弯曲值,弯曲度参见(3)式。

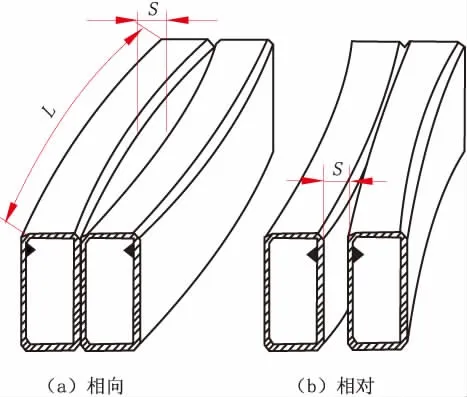
图4 异型管弯曲度的孪生检查法
1.3 异型管扭曲
异型管扭曲系指异型管既弯又扭,扭曲的特征是,与异型管棱边垂直的两断面之投影面,它们的几何对称中心不重合,而且两投影面存在夹角,如图5所示。扭曲程度由几何对称中心错位距H′和摆动值H共同确定,其中,H′表示弯的程度,H表示扭的幅度。
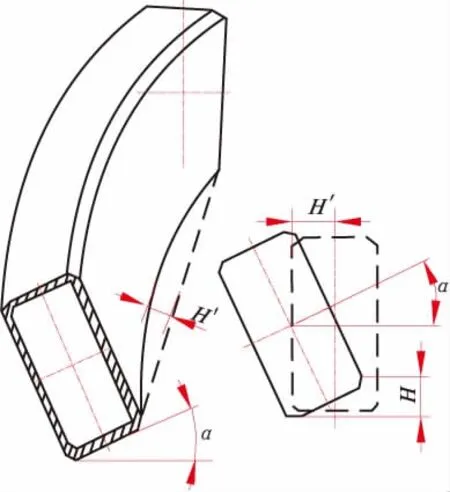
图5 矩形管扭曲示意
总之,无论异型管存在哪种类型的弯曲,特别是超过标准规定或超出使用要求的弯曲,都必须通过在线矫直装置予以矫正。另外,需要指出的是,弯曲的异型管一旦离线后,再要进行矫正,将是一件费时费力的事,而且头尾存在矫直盲区,效果远不如在线矫直的好。
2 异型管弯曲的在线时钟矫直法
异型管弯曲的在线时钟矫直法是指将走出焊管机组矫直头处的弯曲焊管之弯曲方向按时区进行划分,按弯曲的反向时区移动矫直头进行矫直,如图6所示;这里的移动,既包括矫直头上下左右的位移,也包括矫直头的偏转。
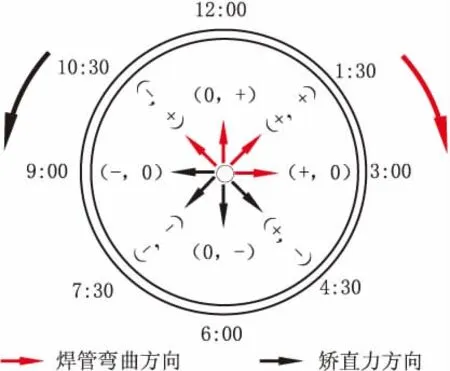
图6 时钟矫直法原理图
2.1 焊管矫直的基本原理
焊管矫直的基本原理是弯曲原理的逆定理和矫枉必须过正原理。以四辊矫直头为例,末两道定径辊与四辊矫直头构成一个力系,三个施力点至少有一个不在同一直线上,将定径机末两道定径辊之施力点看成两个位置固定的支点,通过改变矫直辊位置达到改变两个固定支点的施力效果,实现矫直目的。
在矫直原理示意图7中,若焊管(虚线)出定径机后向3:00点钟方向弯曲,要想改变这种状态,基本途径有①重新调整定径轧辊,通过改变诸如A、B两点的水平位置,改变定径机中焊管的纵向应力状况,达到修正弯曲的目的。该方法应该作为最后的调整手段。②固定B、C两点力的大小和方向不变,将次末道定径辊(通常是立辊)A向弯曲的反方向即向9:00点钟方向横移,该方法仅适用于侧弯。③固定FA、FB两道定径辊的施力(此时可以看着是矫直力)大小和方向不变,减小+FC,即,将矫直头向9:00点钟方向移动,对焊管施加一个反向矫直力,达到调直目标。
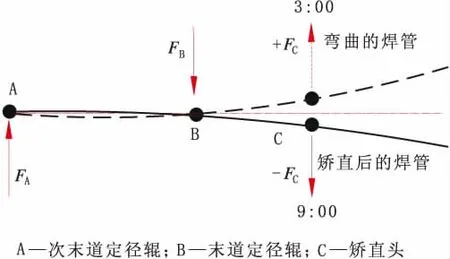
图7 焊管在线矫直原理图
通过改变矫直头位置的方法进行矫直,即使焊管出现向1:30或10:30等任意方向弯曲的情况,也能凭借矫直头上的上下左右整体快速移动和偏转装置进行直角坐标式与极坐标式移动,将焊管矫直,详见焊管机组在线矫直头的时钟法矫直原理(见图6),图6中时钟中心的圆即为焊管机组轧制中心,亦可理解为经过矫直并达到直度的焊管。
在图6中,将出矫直头的管头弯曲方向分成八个大时区,每个大时区都有各自的代表符号;红、黑箭线所指方向表示焊管出矫直头时管头弯曲方向与矫直头的施力方向,时区符号等同于直角坐标系中的x横轴和z竖轴的移动方向, “+”表示矫直头需要向12:00点钟或者向3:00点钟方向调节, “-”表示矫直头需要向6:00点钟或者向9:00点钟方向调节。如出矫直头时管头向10:30的方向翘,那就应该将矫直头向着4:30方向调节。具体操作时,在将矫直辊向3:00点钟方向调整的同时,将矫直辊向6:00点钟方向调整,从而合成出4:30的方向。
2.2 焊管弯曲方向的判据
圆管必须以焊缝为参照,结合焊缝在焊管机组中的适时位置进行相应调整,避免越调越弯;异型管则选择焊缝所在面作参照进行调整,这样调整不会犯方向性错误。
2.3 焊管在线直度的循环
焊管矫直绝非一劳永逸,在焊管生产过程中,受管坯材料、操作经验、焊接工艺、设备状况、轧辊变动及冷却波动等可见与不可见因素影响,其中任何一个微小变化,都可能引起焊管直度发生变化,需要进行及时调整。毫不夸张地说,在一个焊管生产周期内,矫直头是焊管机组上动作频率最高的机构之一;整个生产过程中,焊管直度就是在“弯曲→矫直→再弯曲→再矫直”这样一个过程中不断循环,直至该生产周期结束,如图8所示,总生产量为三个生产过程的面积积分之和:
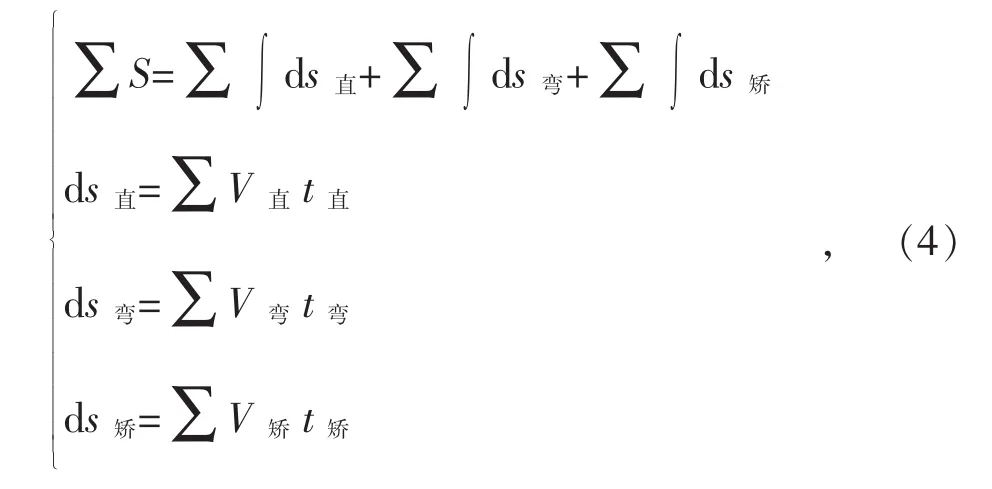

图8 生产过程焊管直度 “周期性”变化示意
不同矫直周期的区别在于:如果管坯厚度、宽度、硬度以及机组运行稳定,操作工驾驭生产工艺的能力强,设备性能优异,那么,直的焊管维持时间较长;否则就会频繁弯曲、频繁矫直,而且矫直愈频繁,管子的总体直度就愈差。
3 直度调整
3.1 扭转异型管的调整
3.1.1 扭转异型管的现场判断
在生产场地附近找一处长度大于6 m且较平坦地段,横向放置两个长度超过管面最大宽度、相距3~5 m的管头,将待检查焊管的任一平面置于管头上,面对机组出口方向,首先让近机组一端管平面与管头完全接触,然后尝试摆动远离机组端管端,并观察摆动状况,如图9所示。
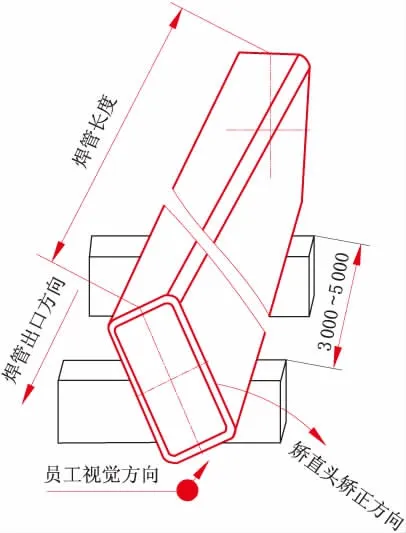
图9 扭转管的离线检查
3.1.2 扭转异型管的在线矫正
在图9中,若摆动值H在右侧,则表示管体向左扭转,应顺时针转动土耳其头;反之,逆时针转动土耳其头。粗调时,动作幅度可大一点,经过反复多次精调后,动作幅度要逐渐变小,而且,每动作一次都需要按图9所示方法检查一次,直至摆动管体时管子不再晃动即H=0为止。必须指出,一旦扭转调好后,包括材料硬软、厚薄、冷却液、焊缝位置、焊接速度、去除毛刺深度、公差等都不要轻易改变;其中任意一项发生变化,都要再次检查管体扭转。或者,反过来说,生产过程中,若发现如焊缝位置发生了变化,那么,管体弯曲状况极有可能已经发生了变化。
3.2 弯曲异型管的调整
现以45°斜出方矩管为例,说明调整方法。首先,调整工要在心中建立如图10所示的坐标系,由于土耳其头不具备直接斜向快升与快降功能,因此,在调整45°斜出方矩管弯曲时,必须根据图6所示时钟法快速分别沿x轴和z轴两个方向移动土耳其头,才能达成工艺目标。倘若大面如图10所示向10:30方向弯曲,那么,一方面要将土耳其头向x轴正方向横移,同时要将土耳其头向z轴负方向下调,从而合成出向4:30方向移动。

图10 45°斜出矩形管的时钟矫直法
需要提醒操作人员注意的是,在调整小面弯曲时,同等弯曲度的情况下,纠偏调整幅度应该比大面的大,因为小面具有更大弯矩。
3.3 扭曲异型管的调整
弯曲的焊管,绝大部分都是以扭曲的形态出现。异型管扭曲的调整分三步进行:首先,根据本节3.2所述粗调消除焊管的弯曲;然后根据3.1所述粗调消除焊管的扭转;最后重复上述一、二两步进行精心微调,直至平直。
4 结束语
(1)理清人们对焊管弯曲的理解。在部分调整工的潜意识里,焊管弯曲仅局限于对圆管的认知,并潜移默化地影响异型管直度的矫正,形成重视直度调整、忽视矫正管体扭转的现状。其实,异型管扭转缺陷对焊管后续使用的影响比单纯弯曲缺陷还要严重。
(2)在批量生产的情况下,要想完全消除异型管的弯曲几乎不可能。因为当管坯硬软、厚薄、宽窄、设备润滑、磨损、精度、电压波动、运行波动等一系列隐性因素发生变动时,操作者往往难以及时发现,期间所生产的焊管或多或少存在弯曲问题,只是没有严重到一定程度而已。这一事实警醒人们,在异型管生产过程中,一旦发现上述因素发生变化,必须立即检查管体弯曲状况,同时,必须严格根据工艺规定的抽查频率检查焊管弯曲情况,以便早发现、早处理、杜绝批量弯曲缺陷产生。
(3)根据时钟矫直法原理在线矫正异型管,形象直观,不会犯方向性错误。在分清弯曲类型的基础上在线实施矫正,更有针对性,对焊管生产更具指导意义。
[1]曹国富.方矩管孔型的钝角设计法[J].焊管,2009(10):43-47.
[2]吕立华.金属塑性变形与轧制原理[M].北京:化学工业出版社,2006.
[3]郑文伟,吴克坚.机械原理[M].北京:高等教育出版社,1997.
[4]首钢电焊钢管厂.高频直缝焊管生产[M].北京:冶金工业出版社,1982.
[5]曹国富.定径辊磨损机理及半包容孔型[C].第五届环太平洋国际磨具钢会议论文集,1998.
[6]蒋朝明.机械基础[M].北京:科学普及出版社,1982.
[7]曹国富.圆变方孔型的系数设计法[J].焊管,2014(7):49-53.
[8]傅作宝.冷轧薄钢板生产[M].北京:冶金工业出版社,2005.
[9]李登超.冷弯型钢及焊管生产技术[M].北京:化学工业出版社,2011.
[10]GINZBURG V B.高精度板带材轧制理论与实践[M].姜明东,王国栋译.北京:冶金工业出版社,2002.
[11]宋佩莼,韦光.板带钢工艺学[M].陕西:西安交通大学出版社,1989.
Online Bending Special Pipe Kinds and Clock Straightening Method
CAO Guofu
(Guangdong Jiangmen Jianmei Industry Co.,Ltd.,Jiangmen 529000,Guangdong,China)
The special pipe bending was divided into three kinds,including twisting without bending,bending without twisting,and both twisting and bending,it respectively gave inspection methods to adapt to actual production situation.Implementing online correction based on distinguishing bending kinds,adopted corresponding clock straightening method.It meaned that the bending direction of bending pipe is divided according to timezone,moving straightening head to straighten according to reverse timezone.Clock straightening method is intuitive;it doesn’t make wrong direction,which has more guiding significance for welded pipe production.
special pipe;twisting;classification;twisting without bending;bending without twistin;online clock straightening method
TG333
B
10.19291/j.cnki.1001-3938.2016.07.008
曹国富(1957—),男,长期从事焊管生产工艺、孔型设计及生产管理工作,发表论文40余篇。
2016-02-17
罗 刚
猜你喜欢
振动与冲击(2022年18期)2022-09-30
数学小灵通·3-4年级(2021年9期)2021-10-12
小学生学习指导(低年级)(2020年10期)2020-11-09
焊管(2020年3期)2020-04-13
制造技术与机床(2019年10期)2019-10-26
中国自行车(2018年2期)2018-05-09
数学大王·中高年级(2017年2期)2017-02-08
福建人(2016年6期)2016-10-25
科技资讯(2016年9期)2016-05-14
学苑创造·A版(2016年4期)2016-04-16
