K424高温合金涡轮叶轮表面线性荧光显示分析
2016-12-17 02:31肖文近王其荣
失效分析与预防 2016年4期
肖文近,何 训,王其荣
(中国航发南方工业有限公司,湖南 株洲 412002)
K424高温合金涡轮叶轮表面线性荧光显示分析
肖文近,何 训,王其荣
(中国航发南方工业有限公司,湖南 株洲 412002)
K424材料的涡轮叶轮经荧光检测,在轮盘中心孔及幅板面位置存在线性荧光显示,通过外观检查、断口分析、扫描电镜观察和金相分析,研究轮盘中心孔及幅板面荧光显示部位缺陷的性质及其产生的原因,结果表明:线性荧光显示缺陷为沿碳化物开裂的微裂纹,经抽取同批次零件进行进一步分析,确定微裂纹为加工过程中产生,与加工进刀量及原材料中的碳化物形态和分布等因素有关。
K424合金;线性荧光显示;微裂纹;碳化物;显微疏松
0 引言
航空发动机是一种受严酷气动负荷、机械负荷和高温负荷作用,又要求具有高耐久性的热动力机械[1]。K424镍基铸造高温合金广泛应用于小型发动机涡轮转子、整铸导向器、涡轮叶轮等部件[2],铸造高温合金材料的特点是高硬度、高强度、低导热性、低塑性和高脆性[3]。发动机涡轮叶轮为了达到性能要求,采用精密铸造工艺生产的高温合金K424。此合金的机械加工特性符合金属切削加工的一般原理和规律,同时也有自己的显著特点,即切削力大、切削温度高、加工硬化严重、化学亲合力强,容易产生粘刀现象、高硬质点(碳化物)的摩擦作用、切削难于处理,在机械加工时产生大量的切削热,使零件精加工时在硬质点(碳化物)处理开裂。但此材料通常采用成型机加技术进行精密加工,来达到产品的精度和表面光洁度[4]。铸造高温合金由于合金凝固冷却条件不同,MC碳化物的形态、大小和分布有很大的差异,当碳化物粗大且呈草书体状,易在草书体状碳化物处造成应力集中而开裂[5]。国内外对于Inconel718、Inconel901、GH536等合金的切削加工性有较多的研究[6-9],但对K424合金的加工性研究较少,当K424合金在进行机械加工时,只要机加工不当及碳化物的形态和分布不均匀,就容易产生裂纹等缺陷,导致零件报废。
涡轮叶轮装配到发动机上使用6 h 2 min后分解检查发现,其轮盘中心孔及幅板面存在线性荧光显示,零件外观见图1,为分析线性荧光显示形成原因,对其进行分析,并确定裂纹的形成机理。
该零件加工工艺路线:毛坯→机加→动平衡→机加→磨工→机加→静平衡→机加→检验→荧光检测→钳工→动平衡→超转实验→机加→磨工→钳工→荧光检测→检验。
1 试验过程与结果
1.1 外观检查
该零件在荧光检测时发现,轮盘中心孔及幅板面上存在多处裂纹,具体位置及形状见图2。
零件中心孔及其附近的幅板表面呈灰黑色,可见明显的打磨痕迹(荧光显示区域内),其余部位呈光亮的金属色,可见周向加工痕迹,较粗糙,零件荧光显示部位经放大镜观察,未见冶金类缺陷,在扫描电镜下观察,荧光显示缺陷为多条沿径向分布的长为0.1~0.3 mm的裂纹,与加工方向垂直,呈不规则的弯折状(图3)。经复查,该批次中未使用的零件同样存在多条沿径向分布的长为0.1~0.3 mm的多条裂纹。

图1 零件外观

图2 零件显示位置及形状
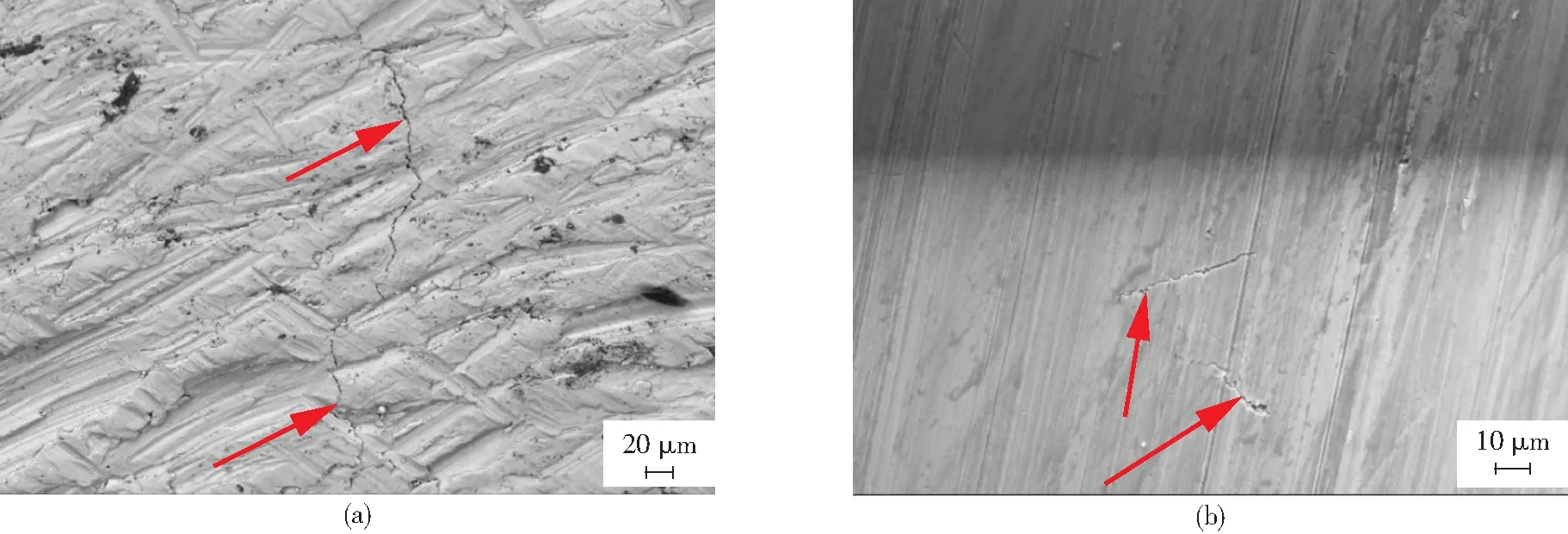
图3 荧光显示部位裂纹形貌
1.2 断口分析
将裂纹拉开后采用德国LEO1430VP型扫描电镜进行观察发现,裂纹断口表面呈淡黄色,深度约为30 μm,断口微观形貌呈过载断裂特征,即为准解理+韧窝特征,断口形貌见图4。
1.3 金相检查
在荧光显示部位及无荧光显示部位取样、制样观察,线性荧光显示缺陷均为微裂纹,裂纹开口较细,约为1 μm,裂纹深度为10~40 μm,裂纹内未见氧化夹杂及其他冶金缺陷(图5)。基体中有较多呈针状、点状的碳化物及少量块状碳化物,碳化物呈草书状(图6)。
经腐蚀后观察,裂纹为沿碳化物开裂,裂纹两侧显微组织与无裂纹部位显微组织无明显差异,均为正常组织,无过热过烧现象(图7)。
同批次未使用的零件经剖切后观察,裂纹形貌及显微组织特征与故障件一致。
通过轮心取样、腐蚀观察,轮盘中心孔及其附近幅板部位晶粒尺寸为(0.5~2)mm×(5~15)mm,轮缘晶粒尺寸为0.5~2 mm,叶身表面晶粒尺寸小于0.5 mm。
1.4 成分分析
化学成分经化学滴定定量分析,其结果符合YJ0255技术条件要求。
2 分析与讨论
K424合金的主要组成相是γ固溶体、γ′相、γ+γ′共晶、MC碳化物。Ti、Zr、Nb、V、Mo、W、Cr、Mn及Fe等元素,在合金中均可与C作用形成碳化物,其中Ti、Zr、Nb、V是强碳化物元素,Mo、W、Cr是中碳化物元素[1],K424合金中含有大量的Ti、Zr、Nb、Mo、W、Cr等强碳化物元素,较易形成碳化物。在镍基合金中,碳化物易于在晶界或枝晶间析出[10-11]。

图4 裂纹断口宏观形貌
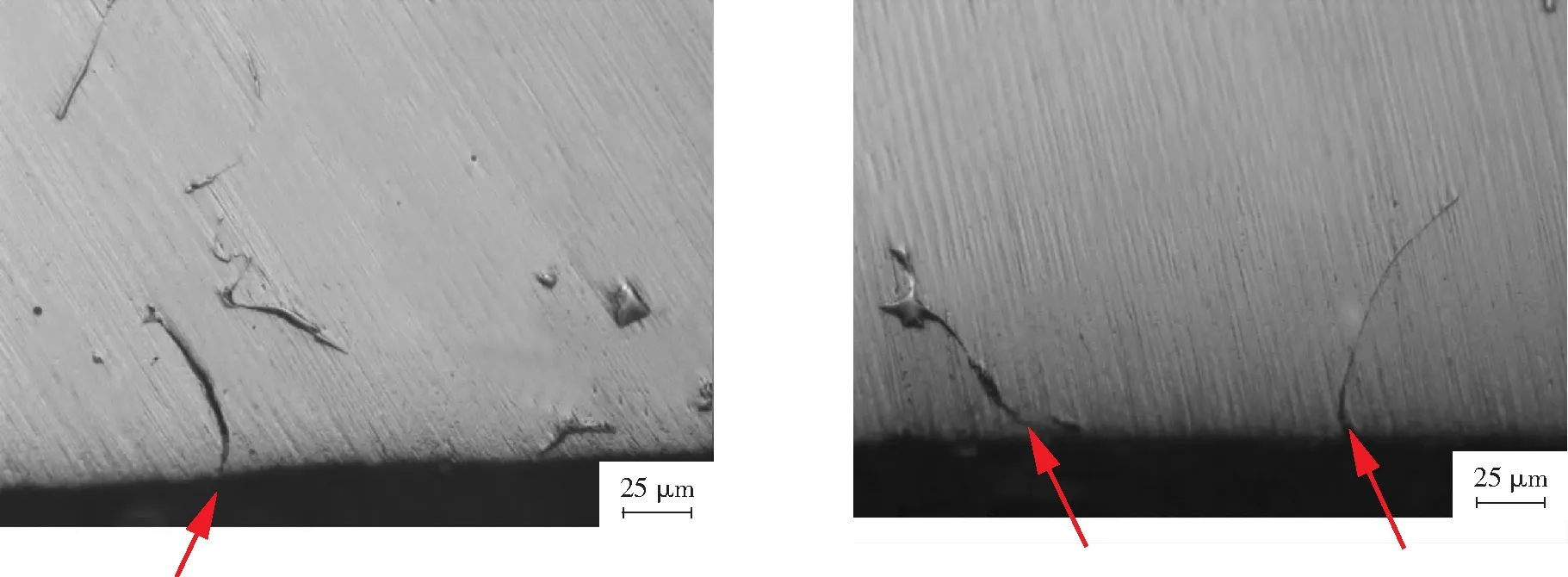
图5 裂纹形貌
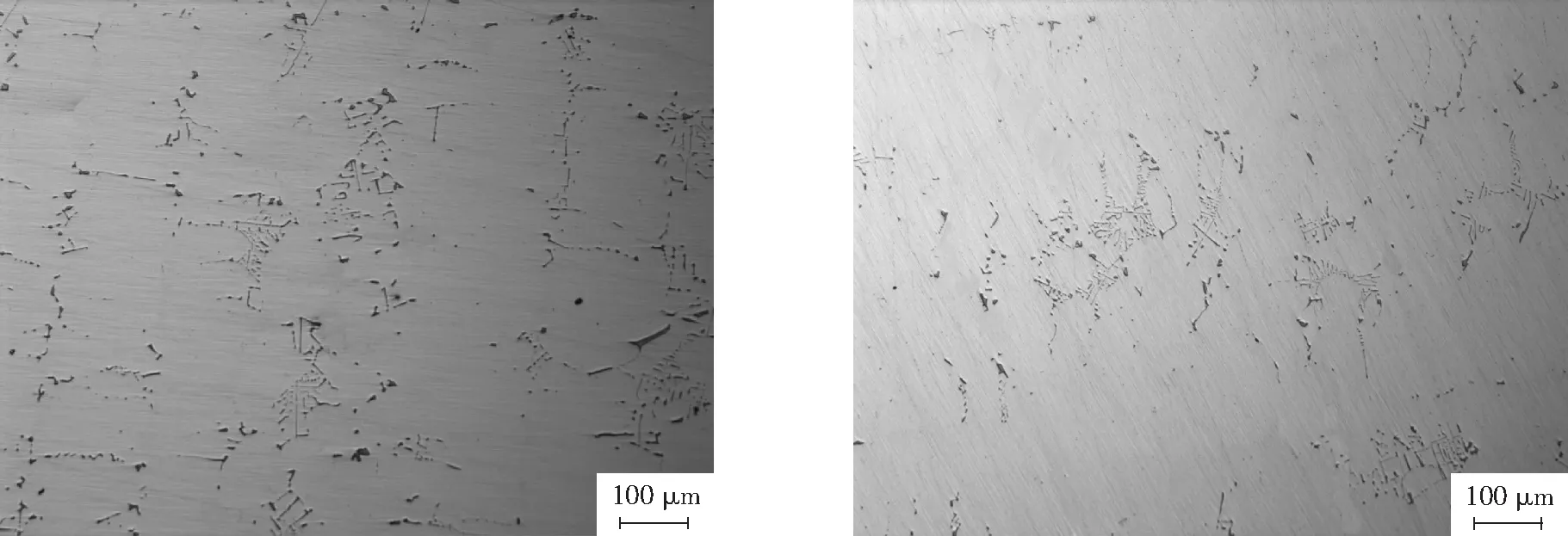
图6 碳化物形貌

图7 裂纹两侧显微组织
在零件的基体中有较多针状+点状+少量块状碳化物,碳化物呈草书状,K424合金在不同的铸造工艺条件下,由于合金凝固冷却条件不同,MC碳化物的形态、大小和分布有很大的差异,当浇注温度或模壳温度较高时,由于合金的凝固速率慢,碳化物适于生长,尺寸粗大且呈草书体状,枝晶间的分布不均匀,碳化物主要分布于枝晶间,以群团形式出现,晶干上分布较少。随着浇注温度或模壳温度的降低,碳化物由粗大草书状逐渐向细小的粒状、块状转变,分布更加均匀、弥散[5]。由此可判断该零件的浇注工艺不是最理想的状态。碳化物硬而脆,当MC碳化物为粗大的草书体状时,易在草书体状碳化物处造成应力集中,裂纹易在其附近产生和扩展。
目视观察零件机加表面较粗糙,对机加表面荧光显示部位剖切金相检查,发现存在多条沿径向分布的长为0.1~0.3 mm裂纹,裂纹扩展方向与加工方向垂直,呈不规则的弯折状,其深度均为10~40 μm,其形貌与磨削裂纹很相近,但该零件机加表面非磨削加工,为车削加工。在车加工时,粗加工的轴向进刀量为0.8 mm/r,径向进刀量为0.5 mm/r,车床的转速约为80 r/min,精加工的轴向进刀量为0.2 mm/r,径向进刀量为0.2 mm/r,车床的转速约为80 r/min。分析认为:该零件的切削深度和进给量较大,变形抗力和摩擦力增大,因而切削力也随之增大,当切削线速率大于50 m/min时,随着切削速度的增加,切削力减小[12-13]。由此可判断该零件在机械加工时表面会产生较大的机械应力;且由于镍基高温合金在机械加工过程中会产生强烈的塑性变形,形成较大的机加应力,同时其热导率低,机加工产生的热易集中在加工表面的薄层中,形成较高的机加温度,在机加应力及温度的共同作用下,加上近表层草书状的碳化物硬而脆,容易在其针状碳化物边缘产生应力集中,并沿着碳化物开裂。
3 改进措施
1)建议改进涡轮工作叶片的浇注工艺,改善零件中碳化物的分布及碳化物析出形态[5]。
2)优化工艺,减少每道机械加工过程中的进给量,检查加工过程中的冷却情况、刀具磨损情况,及时改善冷却及更换刀具等与加工不利的因素。
4 结论
1)涡轮叶轮线性荧光显示缺陷为机加工过程中产生的微裂纹。
2)涡轮叶轮机加过程出现裂纹与加工进刀量及碳化物形态和分布有关。
[1] 孙铁峰,刘建平,李明,等. 发动机涡轮叶片榫头荧光显示分析[J]. 失效分析与预防,2009,4(2):118-121.
[2] 李俊涛,邵冲,李维,等. 铸造工艺对K424合金涡轮组织和性能的影响[J]. 材料工程,2006(增刊1):297-299.
[3] 吕泉,王建新,赵喆. 铸造高温合金材料的加工方法研究[J]. 中国新技术新产品,2011(24):89.
[4] 苏旭峰. 高温合金缓进磨削烧伤机理实验研究[J]. 中国计量学院学报,2009,20(1):46-50.
[5] 吴廷宝,于兴福,李波,等. 航空发动机用导向叶片叶片裂纹形成机制研究[J]. 铸造,2013,62(2):156-158.
[6] Xu H H, Xu Q, Liu D. Experimental study on milling force of high-temperature alloy GH534[J]. Advanced Materials Research,2010,97-101:1929-1932.
[7] Chen Y C, Liao Y S. Study on wear mechanism in drilling of Inconel 718 Superalloy[J]. Journal of Materials Processing Technology,2003,140(1-3):269-273.
[8] Sharman A R C, Amarasinghe A, Ridgway K. Tool life and surface integrity aspects when drilling and hole making in Inconel 718[J]. Journal of Matericals Processing Technology,2008,200(1-3):424-432.
[9] Ezugwu E O, Lai C J. Failure modes and wear mechanisms of M35 high-speed steel drills when machining Inconel 901[J]. Journal of Materials Processing Technology,1995,49(3):295-312.
[10] 高原. 高温合金生产新工艺技术与金相图谱及常用数据速用速查手册[M]. 北京:中国科技文化出版社,2006:8-142.
[11] 《高温合金金相图谱》编写组. 高温合金金相图谱[M]. 北京:冶金工业出版社,1979:1-209.
[12] 杨叔子. 机械加工工艺师手册[M]. 北京:机械工业出版社,2002:35.
[13] 刘超,艾兴,刘战强,等. 车削高温合金GH2132时切削力和表面粗糙度的建模与试验分析[J]. 工具技术,2009,43(10):19-21.
Analysis on Linear Fluorescent Display of Turbine Impeller in an Aero-Engine
XIAO Wen-Jin,HE Xun,WANG Qi-Rong
(AECCSouthIndustaryCo.,Ltd.,HunanZhuzhou412002,China)
The 2th stage turbine impeller made of K424 superalloy was found to have linear fluorescent display. In order to find out the failure mode and cause, appearance observation, fracture surface analysis and microstructure examination were performed. The results show that the linear fluorescent display was caused by microcracks along carbides. Another part of the same batch was used for further analysis. It is found that the microcracks formed during the machining process, and they were related to the amount of feed during the machining process as well as the shape and distribution of carbides.
K424 superalloy; linear fluorescent display; microcrack, carbide; microporosity
2016年5月10日
2016年7月19日
肖文近(1978年-),男,工程师,主要从事金属材料物理冶金和失效分析等方面的研究。
V235.1
A
10.3969/j.issn.1673-6214.2016.04.006
1673-6214(2016)04-0227-05
猜你喜欢
上海金属(2022年6期)2022-11-25
热处理技术与装备(2022年5期)2022-10-26
水泵技术(2021年3期)2021-08-14
紫禁城(2020年2期)2020-05-25
模具制造(2019年3期)2019-06-06
阳光(2018年3期)2018-03-19
制造技术与机床(2017年6期)2018-01-19
中华诗词(2017年4期)2017-11-10
阳光(2016年5期)2016-05-14
工业设计(2016年7期)2016-05-04