
电子束熔丝成形的TC4钛合金的组织与性能研究
2016-12-14 02:43黄志涛巩水利锁红波
钛工业进展 2016年5期
黄志涛, 巩水利,锁红波, 董 伟,杨 帆,杨 光
(中航工业北京航空制造工程研究所,北京 100024)
电子束熔丝成形的TC4钛合金的组织与性能研究
黄志涛, 巩水利,锁红波, 董 伟,杨 帆,杨 光
(中航工业北京航空制造工程研究所,北京 100024)
研究了采用电子束熔丝成形(EBRM)技术制造的TC4钛合金件的组织特征及力学性能,结果表明:经EBRM技术得到的TC4钛合金件宏观组织为异常粗大的β柱状晶。经热处理后,显微组织由片状初生α相、β转变组织及晶界α相组成;室温拉伸性能呈现明显的各向异性,但各方向的强度和塑性均满足AMS 4999A—2011标准要求,其中,x、y向抗拉强度与自由锻件实测水平相当;室温冲击韧度达到70 J/cm2,约为自由锻件及铸件实测值的两倍;光滑试样轴向加载高周疲劳性能优于经β热处理的锻件;轴向加载低循环应变疲劳性能与锻件相当,但优于铸件。
TC4钛合金;电子束熔丝成形;力学性能;各向异性
0 引 言
电子束熔丝成形(electron beam rapid maunfacturing,EBRM)技术是一种适用于制造大型复杂金属结构整体件的先进制造技术,代表了数字化制造技术发展的新方向[1-3]。与其它金属结构件快速成形技术相比,EBRM技术具有如下特点:①成形速度快,可加工尺寸大,适合大型金属结构件的高效率制造;②保护效果好,不易混入杂质,能够获得比较优异的内部质量;③丝材熔化效率高,易清洁,储运安全;④低消耗、低污染、高效、节能、环保。目前,EBRM技术已在国内外得到越来越多的重视,特别是在某些采用传统方法制造成本高、周期长的大型复杂金属结构件制造中,显示出巨大的应用前景。
TC4钛合金是一种α+β型中强钛合金,具有良好的综合性能,被广泛用于制造蒙皮、壁板、框梁、接头等飞机结构件[4-5]。若要将EBRM技术应用于TC4钛合金件制造中,必须保证其力学性能满足使用要求。前期研究发现,采用EBRM技术制造的TC4钛合金件内部为多重热循环形成的梯度组织,力学性能具有不均匀性和各向异性,与锻件还有一定差距。为了获得匹配良好的综合力学性能,需要对EBRM技术制造的TC4钛合金件进行性能调控。本研究在前期研究的基础上,对经过调控处理的TC4钛合金件进行了综合力学性能的检测分析,并分别与锻造和铸造TC4钛合金件的实测性能以及HB 5432—1989《飞机用TC4钛合金锻件》、AMS 4999A—2011《退火态Ti-6Al-4V钛合金激光沉积产品》标准中的要求进行了对比评价,以期为EBRM技术的推广应用奠定基础。
1 实 验
采用化学成分符合GB/T 3620.1—2007的φ2.0 mm TC4钛合金丝材,以6 mm厚轧制TC4钛合金板为基板,在ZD60-60型电子束熔丝成形设备上成形TC4钛合金件,主要工艺参数见表1。成形后对整体件进行热等静压处理,主要工艺参数为920 ℃、130 MPa、保温2~2.5 h。之后进行950 ℃×2 h/AC+550 ℃×4 h/AC热处理,得到成品TC4钛合金件。

表1 EBRM技术制造TC4钛合金件的主要工艺参数
利用线切割取样,经粗磨、精磨后机械抛光,在V(HNO3)∶V(HF)∶V(H2O)=1∶1∶3的酸溶液中腐蚀后,利用扫描仪、体视显微镜或Ceiss金相显微镜分别摄取不同比例的低倍照片;在V(HNO3)∶V(HF)∶V(H2O)=3∶1∶40的酸溶液中腐蚀后,用Zeiss Axiovert 200 MAT金相显微镜观察显微组织。按照GB/T 228—2002《金属材料 室温拉伸试验方法》,采用圆形光滑拉伸试样,在AG-100kNG型万能试验机上进行拉伸试验,每组取3~5支试样;根据HB 5144—1980《金属材料冲击韧性试验方法》进行U型缺口室温冲击韧性试验,每组至少取10支试样;参考HB 5287—1996《金属材料轴向加载疲劳试验方法》,在PLG-100高频疲劳试验机上进行高周疲劳试验;参考GB/T 15248—1994《金属材料轴向等幅低循环疲劳试验方法》,在100 kN MTS810液压伺服疲劳试验机上进行低周疲劳试验。
2 结果与讨论
2.1 宏观照片及显微组织
图1为经EBRM技术制造、未经热处理的TC4钛合金多层立体堆积整体件的宏观照片。由该照片可见,其宏观组织表现为沿堆积高度方向呈粗大的β柱状晶。根据柱状晶/等轴晶转变模型可知[6],由于熔池底部温度梯度较高,且在真空环境内,成形过程中热量散失主要为向下的热传导,因此沿高度方向的热分量大于其它方向的热分量,又因为钛合金具有外延生长的特性,所以晶粒向上呈柱状晶生长。成形过程中,受多次热循环与较低冷却速度的影响,柱状晶得到了充分长大。

图1 EBRM技术制造的TC4钛合金件的宏观照片Fig.1 Macrograph of TC4 titanium alloy part manufactured by EBRM
图2为EBRM技术制造的TC4钛合金件经热处理后的显微组织。从图2可以看出,在原始β晶粒内部,β转变组织上分布着由一定数量、相互平行的片层状α相所组成的集团,这些集团交错编织成网篮状,角度大小不规则,且晶界处存在一定数量的α相。
2.2 室温拉伸性能
表2为EBRM技术制造的成品TC4钛合金件与锻造及铸造得到的TC4钛合金件的室温拉伸性能对比[7]。由表2可见,经化学成分及热处理调控后,利用EBRM技术制造的TC4钛合金件的拉伸性能有了明显提升,在塑性没有明显降低的情况下,抗拉强度提高到了70 MPa以上。经过调控后,拉伸性能仍然有较为明显的各向异性:x、y向强度、塑性相当,表现出强度高、塑性低的特点,而z向强度低,塑性好。x、y向抗拉强度分别比z向高72、79 MPa,屈服强度分别比z向高92、94 MPa;z向延伸率和断面收缩率比x、y向高出许多。
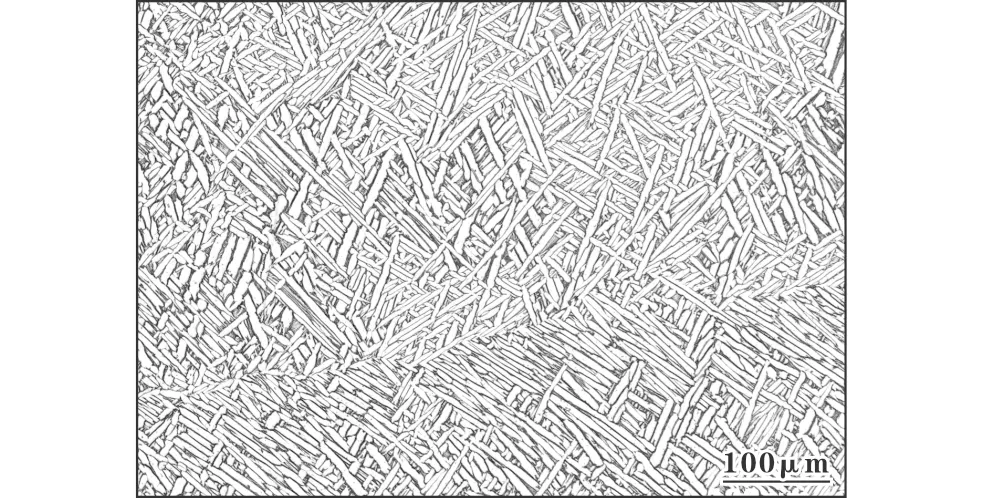
图2 EBRM技术制造的TC4钛合金件经热处理后的显微组织Fig.2 Microstructure of TC4 titanium alloy part manufacturedby EBRM after heat treatment
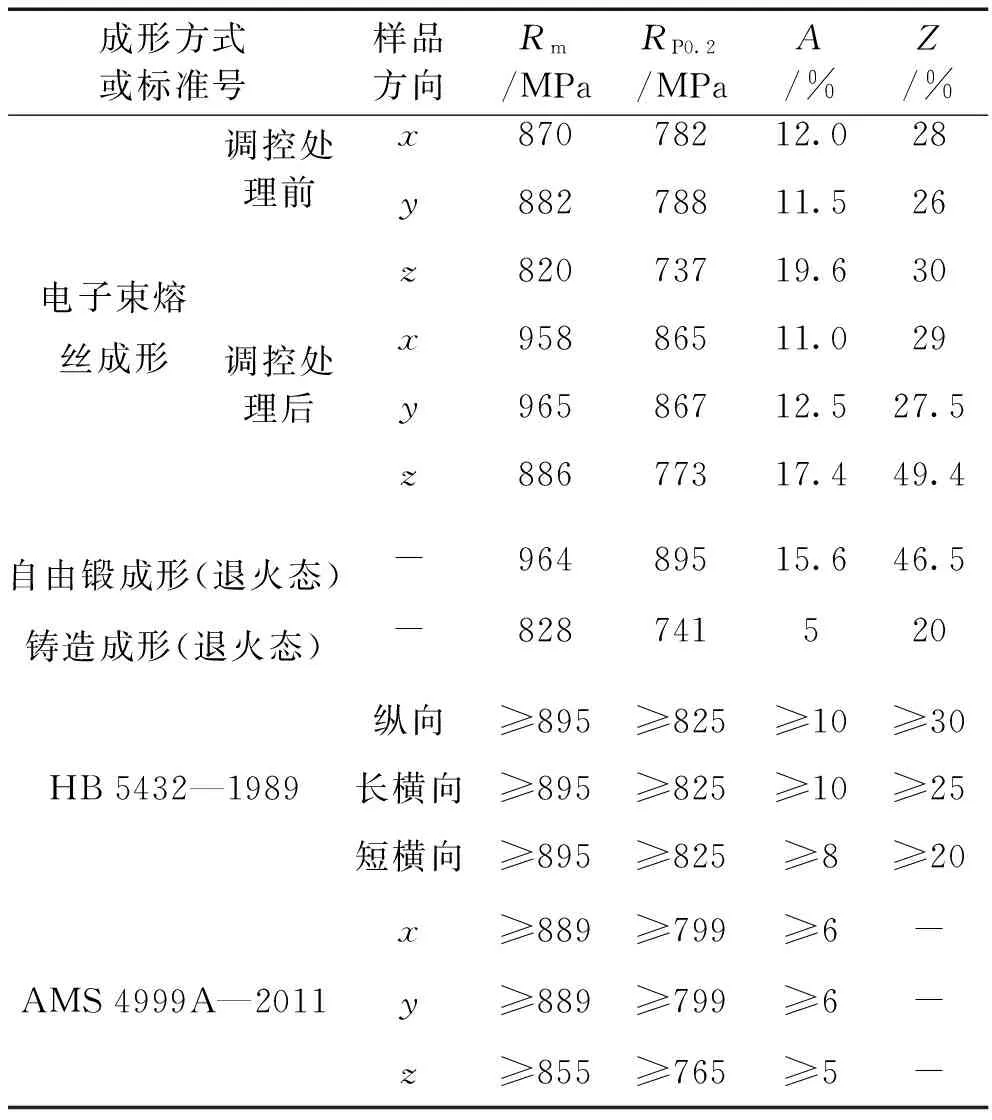
成形方式或标准号样品方向Rm/MPaRP0.2/MPaA/%Z/%电子束熔丝成形调控处理前调控处理后xyzxyz87088282095896588678278873786586777312.011.519.611.012.517.42826302927.549.4自由锻成形(退火态)-96489515.646.5铸造成形(退火态)-828741520HB5432—1989纵向长横向短横向≥895≥895≥895≥825≥825≥825≥10≥10≥8≥30≥25≥20AMS4999A—2011x≥889≥799≥6-y≥889≥799≥6-z≥855≥765≥5-
根据热加工工艺及热处理制度的不同,自由锻件力学性能有较大差异。表2所列为经两相区锻造,再经750 ℃真空退火得到的TC4钛合金自由锻件的拉伸性能。对比可见,经化学成分及热处理调控后,EBRM技术制造的TC4钛合金件x、y向抗拉强度与自由锻件的实测值相当,屈服强度低约30 MPa;x、y向延伸率和断面收缩率均低于自由锻件的实测值,z向与之相当。与真空退火态铸造件相比,其性能均更加优异,其中x、y向抗拉强度高出约130 MPa,延伸率高出一倍多。
航空工业标准HB 5432—1989中对材料强度的要求没有方向性差异,塑性指标沿纵向最高,短横向最低。经化学成分及热处理调控后,EBRM技术制造的TC4钛合金件在x、y向的抗拉强度与屈服强度均达到了该标准的要求;z方向抗拉强度与该标准要求接近,但屈服强度低52 MPa;x、y向的延伸率与断面收缩率均达到了标准纵向、长横向规定的要求,z向比标准中短横向的规定值高出较多。
经化学成分及热处理调控后,EBRM技术制造的TC4钛合金件各项性能指标完全能够满足AMS 4999A—2011标准要求。值得注意的是, HB 5432—1989标准中屈服强度与抗拉强度相差70 MPa,而AMS 4999A—2011标准中两者相差90 MPa。
2.3 室温冲击性能
表3为EBRM技术制造的成品TC4钛合金件与锻造及铸造得到的TC4钛合金件的室温冲击性能对比。从表3可以看出,EBRM技术制造的TC4钛合金件的冲击韧性没有表现出明显的各向异性,各个方向的冲击韧度均达到或超过了70 J/cm2,是锻件及铸件实测值的两倍以上,高于HB 5432—1989标准要求。
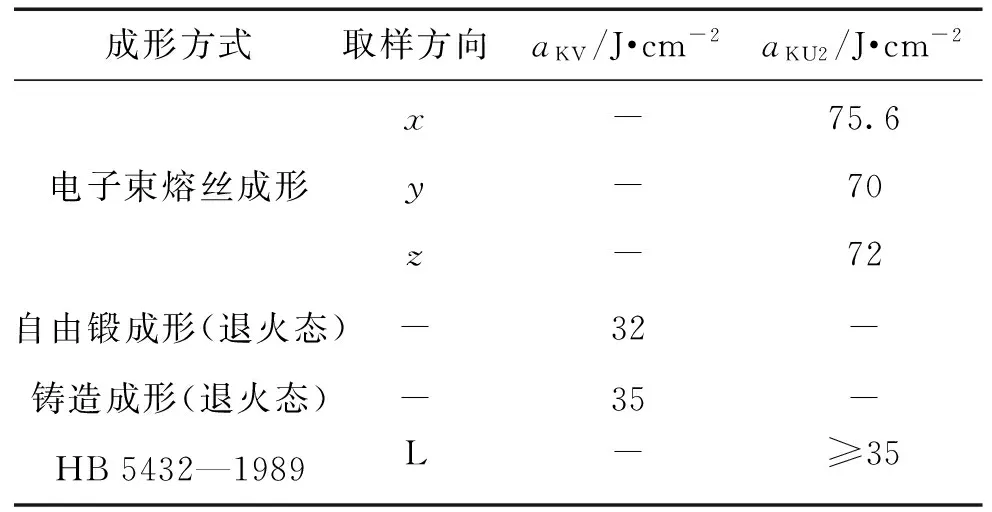
表3 不同方法制造的TC4钛合金件的室温冲击性能
2.4 高周疲劳性能
图3为Kt=1、R=0.06时,EBRM技术制造的成品TC4钛合金件与经β热处理后TC4钛合金自由锻件光滑试样的S-N曲线。由图3可以看出,经EBRM技术制造的TC4钛合金件光滑试样基于107周次的疲劳极限为626 MPa。相同试验条件下,锻造得到的TC4钛合金件光滑试样的疲劳极限约为430 MPa。
2.5 低循环应变疲劳性能
图4为应变比R=0.1、-1时,不同方法制造的TC4钛合金件的轴向加载低循环应变疲劳性能测试结果。由图4可见,EBRM技术成品的TC4钛合金件与自由锻件的轴向加载低循环应变疲劳性能相当,均优于TC4钛合金铸件。

图4 不同方法制造的TC4钛合金件的低周疲劳ε-N曲线Fig.4 Low cycle fatigue ε-N curves of TC4 titanium alloy parts manufactured by different methods
3 结 论
通过对利用EBRM技术制造的TC4钛合金件的力学性能进行测试,验证了前期研究中化学成分和热处理调控的效果。经调控后,得到的TC4钛合金件可获得良好的综合性能。
(1)经化学成分及热处理调控后,利用EBRM技术制造的TC4钛合金件的室温拉伸性能有显著提升,但仍表现出较为明显的各向异性,其x、y向抗拉强度与自由锻件实测水平相当,远高于真空退火态铸件;各方向强度和塑性均满足AMS 4999A—2011标准要求;x、y向性能均达到HB 5432—1989标准要求,z向与标准要求接近。
(2)EBRM制造的TC4钛合金件室温冲击韧度达到70 J/cm2,约为自由锻件和铸件实测值的两倍,远高于HB 5432—1989标准要求;光滑试样轴向加载高周疲劳性能优于经β热处理的TC4钛合金锻件;轴向加载低循环应变疲劳性能与TC4钛合金锻件相当,优于铸件。
[1]Taminger K M B, Hafley R A, Dicus D L. Solid freeform fabrication: an enabling technology for future space missions[C]//Proceedings of the 2002 International Conference on Metal Powder Deposition for Rapid Manufacturing. San Antonio,Texas,USA:NASA Langley Research Center, 2002.
[2]Taminger K M B, Hafley R A. Electron beam freeform fabrication: a rapid metal deposition process[C]//Proceedings of the 3rd Annual Automotive Composites Conference. Troy, Michigan, USA: NASA Langley Research Center,2003.
[3]巩水利, 锁红波, 李怀学.金属增材制造技术在航空领域的发展与应用[J]. 航空制造技术, 2013(13): 66-71.
[4]陈彬斌, 庞盛永, 周建新,等. TC4钛合金扫描电子束焊接温度场数值模拟[J]. 焊接学报, 2013, 34(7): 33-37.
[5]Lach C L, Taminger K, Bud Schuszler II A, et al. Effect of electron beam freeform fabrication (EBF3)processing parameters on composition of Ti-6-4[C]//2007 AeroMat Conference and Exposition. Baltimore, Maryland: NASA Langley Research Center,2007.
[6]刘彬,方艳丽,李安,等. TA15钛合金激光表面重熔快速凝固晶粒异常粗化[J].稀有金属材料与工程,2009, 38(6): 1005-1009.
[7]中国航空材料手册编辑委员会. 中国航空材料手册:第四卷 钛合金、铜合金[M]. 2版.北京: 中国标准出版社, 2001.
Microstructure and Properties of TC4 Titanium Alloy Manufactured by Electron Beam Rapid Manufacturing
Huang Zhitao,Gong Shuili,Suo Hongbo,Dong Wei,Yang Fan, Yang Guang
(Beijing Aeronatical Manufacturing Technology Research Institute, Beijing 100024, China)
TC4 titanium alloy part was prepared by electron beam rapid manufacturing (EBRM)method, and the microstructure and mechanical properties of EBRM TC4 titanium alloy part was studied. The results show that TC4 titanium alloy part exhibits large columnarβgrains,and the microstructure is made of primaryαphase,βtransformation microstructure and grain boundaryαphase after heat treatment. The tensile properties have anisotropy obviously, but the strength and ductility in all directions can meet the standard requirements of AMS 4999A—2011.The tensile strength inxandydirections can meet the measured level of TC4 titanium alloy forging. The room-temperature impact toughness is 70 J/cm2, which is about twice of forging and casting measured values.The axial loading high cycle fatigue performance of EBRM TC4 titanium alloy piece is better than that of beta heat treatment forging piece, the axial loading low cycle strain fatigue properties of EBRM TC4 titanium alloy piece is the same as forging piece, which is better than that of TC4 titanium alloy casting.
TC4 titanium alloy; electron beam rapid manufacturing; mechanical properties; anisotropy
2016-06-20
国家预研基金资助项目( 51318030203)
黄志涛(1982—),男,工程师。
TG146.2+3
A
1009-9964(2016)05-0033-04
猜你喜欢
热处理技术与装备(2022年5期)2022-10-26
图学学报(2022年2期)2022-05-09
一重技术(2021年5期)2022-01-18
家庭医药(2021年8期)2021-07-28
煤气与热力(2021年2期)2021-03-19
父母必读(2021年3期)2021-02-04
汽车维护与修理(2019年9期)2019-11-08
世界有色金属(2019年7期)2019-06-11
智富时代(2018年10期)2018-01-30
智富时代(2018年10期)2018-01-30
