
浅谈1+1双卷取5052热轧卷表面黑条分布
2016-12-13 08:32潘雪艳曹盛强杨汉成
铝加工 2016年3期
潘雪艳,曹盛强,卓 伟,杨汉成
(广西南南铝加工有限公司,广西 南宁 530031)
浅谈1+1双卷取5052热轧卷表面黑条分布
潘雪艳,曹盛强,卓 伟,杨汉成
(广西南南铝加工有限公司,广西 南宁 530031)
通过1+1双卷取热精轧机轧制5052/H32卷材,取样进行了阳极氧化,比较分析了小黑条的分布规律,为生产高质量的IT板轧制过程控制提供参考。
双卷取;精轧;阳极氧化;黑条
0 前言
随着IT背板、手机壳、新能源汽车用铝发展需求,人们对铝合金卷材/板材供料质量不断提高,近几年这些行业用铝合金坯料要求阳极氧化后表面无小黑条。国内外大部分铝合金板材是通过轧制压延加工方式生产,铸锭通过加热后进行粗轧,然后进行精轧至一定厚度,再冷轧至成品厚度[1~4]。在精轧过程中,控制表面小黑条程度极为重要。国内精轧机有单机架双卷取和多机架连轧方式。在单机架双卷取精轧过程中,铝材经轧制后,表面不可避免地存在一定的铝灰。如张力不合适,卷材表面易产生热粘伤,铝灰易进入粘伤处参与了辊缝区轧制变形,基材表层形成小黑点、黑条缺陷,经阳极氧化后缺陷更明显[5~8]。因此,有必要研究小黑点、黑条在单机架双卷取热精轧卷中的分布规律。
1 试验条件和方法
520mm×2290mm×5400mm5052合金铸锭经推进炉加热后,粗轧19道次轧制到20mm转移厚度,精轧3道次轧至5.0mm,精轧下线后温度为265℃(精轧控低温出成品的H32态)。卷材在横切精整线开板后,取卷材头、中、尾试样去除表面的油污和氧化层后经过阳极氧化,查看表面黑点、黑线缺陷。
阳极氧化工艺流程为:水洗→碱洗→水洗→中和→水洗→氧化→水洗→烘干→检测。
2 试验结果及讨论
2.1 碱洗时间确定
在5052/H32热轧卷中部二肋位置取300mm×100mm样品,将样品分切成50mm×100mm小样,分别碱洗20s、30s、40s、50s、60s、120s后进行阳极氧化,查看黑点数量情况,以确定最佳碱洗时间。

图1 不同碱洗时间黑点分布情况
A~F分别为碱洗20s、30s、40s、50s、60s、120s后阳极氧化表面。由图1可知:碱洗20s,板面油污未清除;碱洗30s,黑点、黑线数量显现最多;随着碱洗时间延长黑点数量逐渐减少,当碱洗至60s时板面无黑点、黑线,故确定碱洗时间为30s。
2.2 热轧卷纵向黑点分布情况
在热轧卷头部、中部、尾部二肋位置分别取一个200mm×100mm样品,碱洗30s进行阳极氧化,查看黑点情况。


图2 热轧卷纵向黑点分布情况
由图2可知,热轧卷纵向头、尾位置黑点多,中部位置相对较少。主要是开轧和轧制结束时轧速较慢,大压下量下乳液中的铝粉被压入表层。
2.3 热轧卷横向黑点分布情况
分别在热轧卷尾部的二肋、中间、二肋位置取一个200mm×100mm样品,碱洗30s进行阳极氧化,查看黑点情况。
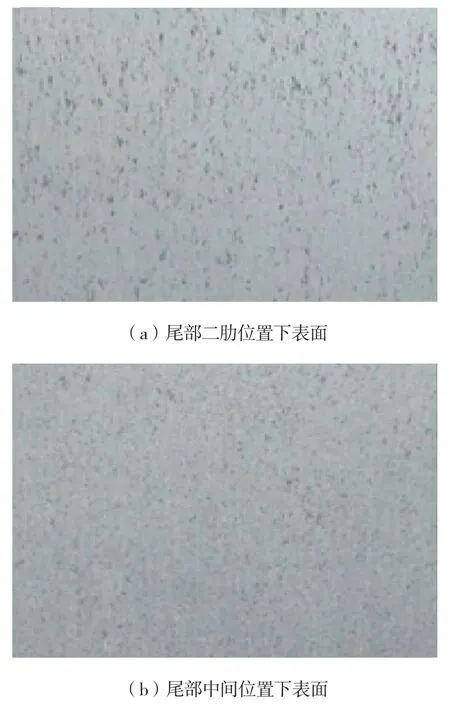

图3 热轧卷横向黑点分布情况
由图3可知,热轧卷二肋位置明显比中间位置黑点多。主要是轧制中间道次二肋位置热擦伤,板面粗糙度大,乳液易跑入积留吹扫不掉铝粉进入基材表层引起。通过加强过滤、撇油方式提高乳液洁净度可减少精轧卷板面黑点缺陷。
2.4 热轧卷上下表面黑点对比
选取热轧卷尾部二肋位置取一个200mm×100mm样品,碱洗30s进行阳极氧化,查看黑点情况。
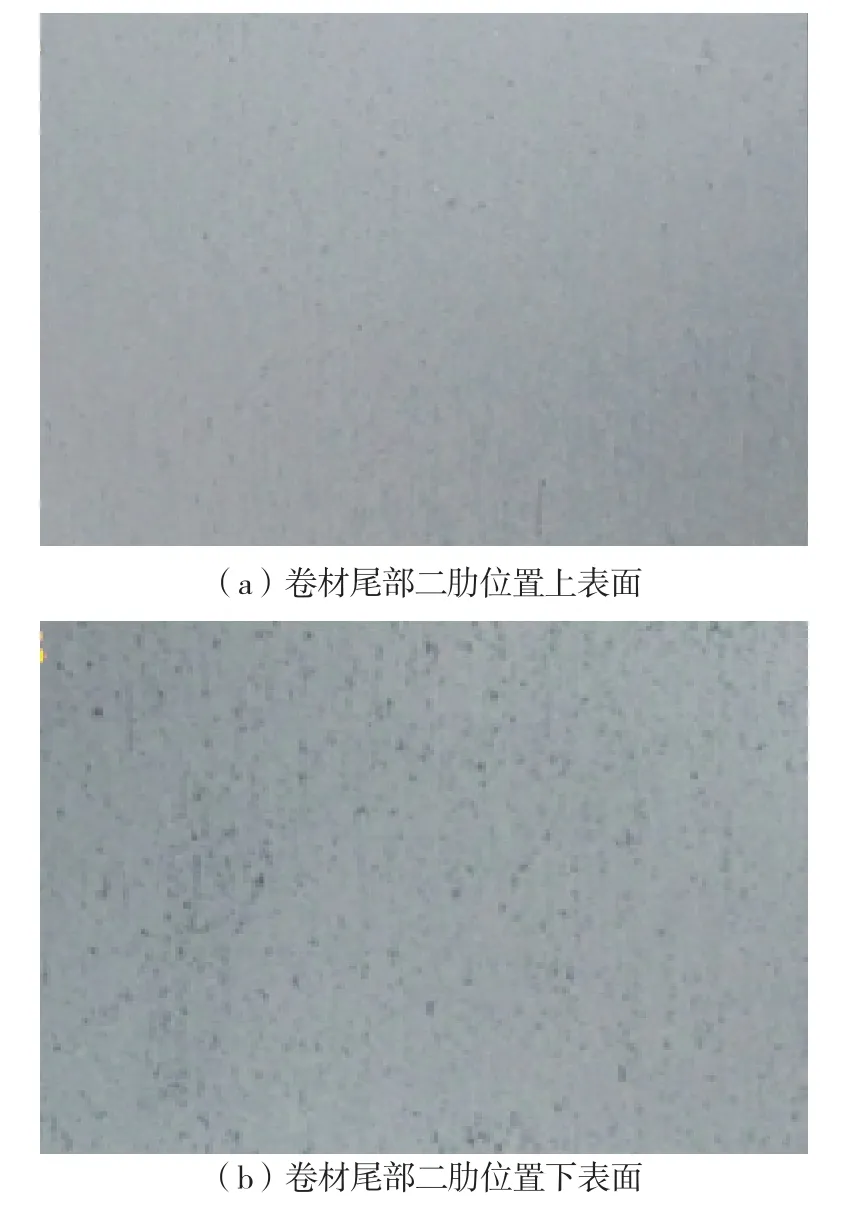
图4 热轧卷阳极氧化上下表面黑点分布情况对比
由图4可知,热轧卷下表面比上表面黑点多。因下表面乳液喷射受乳液自重影响润滑较上表面差,轧料在转移过程中下表面接触辊道造成擦划伤,加上精轧中间道次下表面存在热擦伤,轧制产生的铝粉及乳液中的杂质易进入表层留下黑点[9~10]。
2.5 铣面后阳极氧化
为排除因铸锭本身夹渣等因素引起的黑点缺陷,将热轧卷中部二肋位置200mm×100mm样品阳极氧化后拍照,同一样品经过铣面铣掉约三分之一厚度后做阳极氧化,看表面有无黑点。
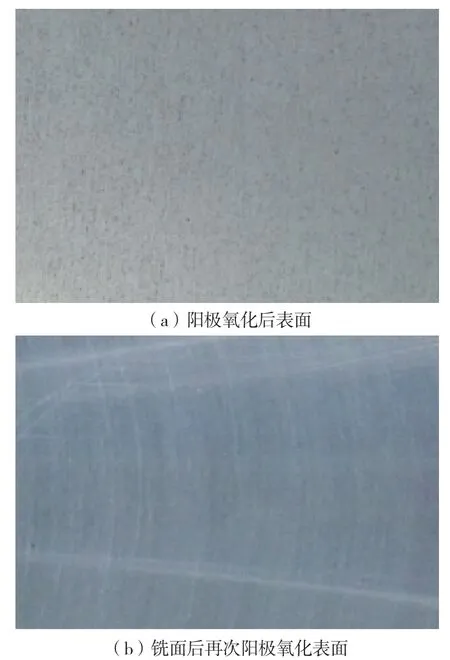
图5 热轧卷铣面后阳极氧化结果
由图5可知,热轧卷铣面前做阳极氧化板面黑点多,铣面后再做阳极氧化没有黑点,由此可断定热轧卷阳极氧化后板面黑点产生是乳液脏污引起而非铸锭本身夹渣带入。
3 结论
(1)直接用热轧卷生产阳极氧化产品,可在阳极氧化工序中延长碱洗时间来消除黑点、黑线。
(2)热轧卷沿轧制方向头尾位置黑点较中部多,垂直轧制方向二肋位置较中间位置严重。
(3)热轧卷在轧制过程中上表面润滑较下表面好。
(4)热轧卷板面黑点主要是因乳液中铝粉含量多导致,与铸锭无关。
[1] 陈祚启,高作文,等.铝合金热轧带材“中凸度超标+中间波浪”板形缺陷的原因分析与改进措施[J].铝加工,2014,5(220):10-14
[2] 温静娴,韦早春,于梅花.铝合金外壳阳极氧化层缺陷分析[J].广西大学学报,2010,35(3):437-440
[3] 徐崇义,于莉莉,王利波.板材表面“黑条子”缺陷的形成机理和预防方法[J].轻合金加工技术,2003,31(4):19-20
[4] 吕新宇,唐明君,焦兴贵.乳液对热轧铝带卷的影响[J].轻合金加工技术,2001,29(9):26-27
[5] 潘 祯,刘 钺.阳极氧化用5052铝合金基材轧制表面质量控制浅析[J].铝加工,2014,6(221):38-40
[6] 魏云华.铝热轧加工工艺乳液的使用性能和使用寿命[J].铝加工,2002,25(5):10-12
[7] 陈长科.铝板带材热轧用乳液的研究[J].新疆有色金属,2002,3∶23-26
[8] 李俊峰,刘洪雷,于莉莉,等.消除7×××系铝合金表面“黑条子”缺陷的方法[J].轻合金加工技术,2008,36(7):29-30
[9] 周亚军,周立,钟掘.表面活性剂对铝热轧用润滑剂性能的影响[J].中南大学学报,2006,37(1):96-101
[10] 匡举.影响硬铝合金热轧大规格板卷质量的因素[J].铝加工,2008,5(184):37-39
(编辑:余东梅)
On Distribution of Black Streak in 5052 Hot Coil Surface by 1+1 Double Coiler
PAN Xue-yan,CAO Sheng-qiang,ZHUO Wei,YANG Han-cheng
(Guangxi Alnan Aluminum Co., Ltd., Nanning 530031, China)
5052/H32 hot coil was rolled by 1+1 double coiler finishing mill. The samples were anodized. The distribution of black streak was compared and analyzed. It could provide a reference for the production of high-quality IT plate when rolling.
double coiler;finishing mill;anodizing;black streak
TG146.21,TG339
A
1005-4898(2016)03-0018-04
10.3969/j.issn.1005-4898.2016.03.04
中建研发大跨度异型铝合金施工关键技术国际领先
潘雪艳(1986-),女,广西南宁人,助理工程师,主要从事热轧乳液与冷轧轧制油工艺研究。
2016-01-10
近日,中国建筑工程总公司所属中建八局自主研发的“大跨度异型铝合金屋盖结构体系施工关键技术”,经上海市住建委鉴定,成果总体达到国际先进水平,其中250米跨多曲率异型曲面铝合金结构屋顶结构安装技术达到国际领先水平。该成果针对250米跨多曲率异型曲面铝合金结构屋顶、140米跨椭球形铝合金结构及130米跨双曲面镂空天花板结构的特点和难点开展系统研究,创新采用了曲面滑移技术及相配套的铝合金滑移施工用支座、钢结构拼装胎架、高空格构塔式盘扣操作架等技术,有效解决了大跨度多曲率异型曲面铝合金结构屋盖的安装难题,并形成了一套异型曲面铝合金结构体系的施工方法,为大跨度异型曲面结构工程的施工提供了经验。
猜你喜欢
今日农业(2022年4期)2022-06-01
作文小学中年级(2021年12期)2022-01-21
今日农业(2021年19期)2022-01-12
学生天地(2020年31期)2020-06-01
中国生殖健康(2019年10期)2019-01-07
建材与装饰(2018年44期)2018-11-21
财经国家周刊(2017年13期)2017-07-12
西南交通大学学报(2016年6期)2016-05-04
铝加工(2014年6期)2014-04-17
铝加工(2014年5期)2014-04-17
