
激光气体渗氮工艺对TC4钛合金表面性能的影响
2016-12-12 02:42王一龙俞伟元路文江刘新亚王海龙朱海旭张宏伟
电焊机 2016年11期
王一龙,俞伟元,路文江,刘新亚,王海龙,朱海旭,张宏伟
(1.兰州理工大学省部共建有色金属先进加工与再利用国家重点实验室,甘肃兰州730050;2.兰州理工大学材料科学与工程学院,甘肃兰州730050)
激光气体渗氮工艺对TC4钛合金表面性能的影响
王一龙1,俞伟元2,路文江2,刘新亚1,王海龙1,朱海旭1,张宏伟1
(1.兰州理工大学省部共建有色金属先进加工与再利用国家重点实验室,甘肃兰州730050;2.兰州理工大学材料科学与工程学院,甘肃兰州730050)
钛合金属于粘性材料,易发生粘着磨损,为提高钛合金件作为摩擦副使用时的寿命,需提高钛合金表面硬度及耐磨性。利用连续激光器在TC4合金表面进行激光气体渗氮,生成金黄色的氮化层。用SEM、EDS、XRD分析试样渗氮层的微观组织、元素分布以及物质组成。结果表明,经激光气体渗氮后在TC4表面生成了以TiN为增强相的改性层,并且在未渗氮区有黑色粉末状TiN生成。表层由氮化层、热影响区及母材组成。渗氮层与基材发生冶金结合,结合强度高,不易剥落。随着激光功率的提升,渗氮层厚度及硬度都有所增加。当功率为1 200 W时,钛合金表面渗氮层最高硬度超过1 800 HV0.3,渗氮层厚度也最大。在氮气流量为10 L/min时整个渗氮层中氮元素的含量相对较高。经过激光气体表面渗氮后渗氮层的摩擦系数较基体材料摩擦系数有明显降低,耐磨性更好。
钛合金;激光渗氮;激光渗氮层组织结构;渗氮层硬度及耐磨性
0前言
钛合金具有高比强度、高温蠕变性能好、优异的耐腐蚀性能、无磁性及良好的生物相容性,被广泛应用于航空航天、海洋设备、石油化工设备、体育器械及医疗器械等领域[1-3]。但是钛合金属于粘性材料,耐磨性差,限制了其在工业中的进一步应用,因而如何提高钛合金耐磨性能是研究者面临的难点[4]。
TC4可进行热处理强化,但是耐磨性的提高有限,效果不理想[5]。表面强化技术是提高钛合金表面硬度和耐磨性能行之有效的手段。表面强化方法种类多,不同的强化手段都有各自的优点与不足。热喷涂技术制备的表面强化层是通过微观夹持及局部焊接与基体结合在一起,涂层与基材结合强度低,容易剥落[6]。化学气相沉积法(CVD)需要在较高温度下对试件进行整体加热,受试样尺寸的制约,限制了其应用范围[7]。激光表面渗氮是利用高能量密度的激光作用于处在氮气气氛中的钛合金表面并使其熔化,氮气与熔池金属发生强烈的冶金/化学反应,从而获得高硬度的氮化层以达到改善钛合金试件耐磨性的目的[8]。激光渗氮技术可对试件进行局部及整体表面强化;在提高钛合金表面硬度及耐磨性的同时基体性能不会恶化[9]。
通过在TC4表面进行激光气体渗氮,成功获得以TiN为增强相的氮化层,重点分析氮化层微观组织结构以及不同功率、氮气流量对氮化层性能的影响,并对比测试氮化层与未渗氮层的耐磨性。
1实验材料和方法
实验材料选用TC4钛合金,试样尺寸35 mm× 15 mm×10 mm。氮化前先用SiC砂纸打磨试样,丙酮擦拭。使用的激光设备为GS-TFL-10 kW CO2型连续激光器,激光波长10.6 μm。通过环隙喷嘴将合金化气体高纯氮(99.999%)垂直吹向激光熔池,环隙喷嘴示意如图1所示。
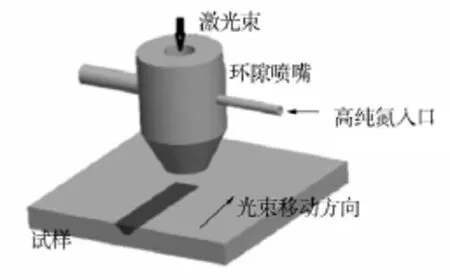
图1 实验示意Fig.1Sketch of laser processing
实验参数如表1所示。激光氮化后,沿试样横截面截取金相试样,按照标准金相试样制备方法进行研磨抛光;然后选用腐蚀液进行腐蚀,腐蚀液组分为3mlHF+5ml HNO3+100mlH2O。采用FEIQUANTA FEG 450场发射扫描电镜观察试样的微观结构及元素分布,日本D/Max-2400 X射线衍射仪分析试样的物相组成。利用HV-1000型显微硬度计测量渗氮层硬度分布,加载时间10 s。利用MMW-1万能摩擦磨损试验机测量TC4原材料及经激光气体渗氮层的摩擦磨损系数,评定激光渗氮层耐磨性能的变化。
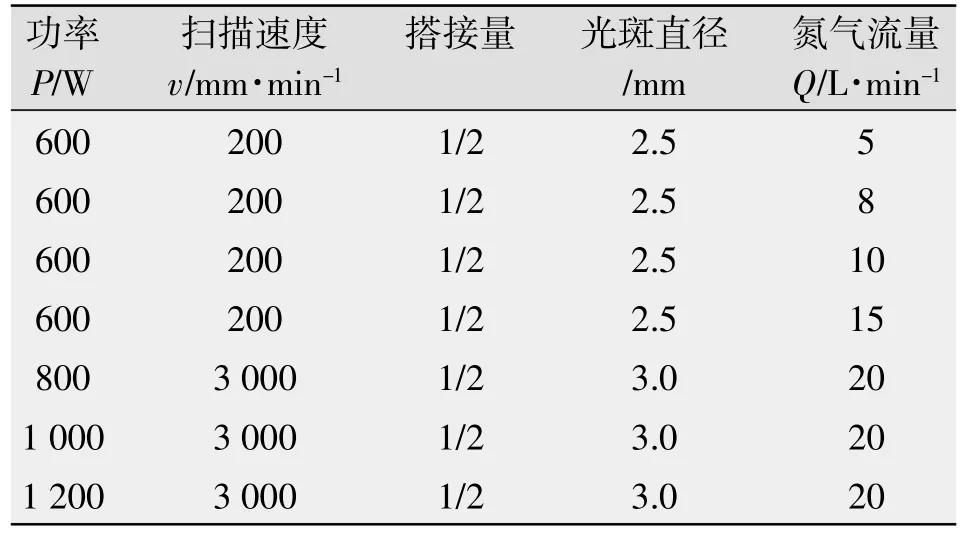
表1 实验工艺参数Table 1Experimental process parameters
2实验结果和分析
2.1激光气体氮化层微观组织
激光气体渗氮层表面的X射线衍射分析图谱如图2所示。X射线衍射结果表明,TC4钛合金表面经激光气体氮化后,在试样表面生成了以TiN为增强相的表面硬化层,并且有少量的AlN生成。试样表面激光渗氮层呈金黄色,与TiN的物理性质一致[10-11]。
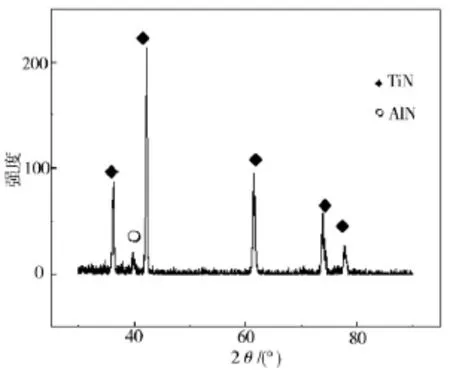
图2 激光气体渗氮层X射线衍射图谱Fig.2XRD pattern of laser gas nitriding layer
TC4激光气体氮化试样渗氮层微观组织照片如图3所示。
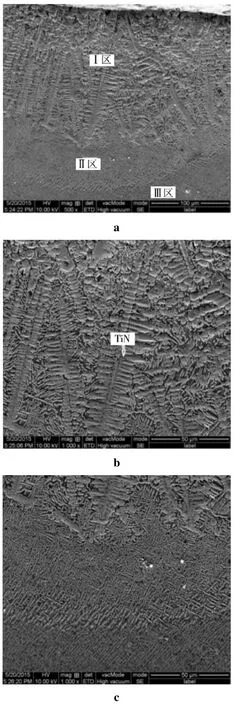
图3 激光氮化层微观组织照片Fig.3Microstructures of laser gas nitriding sample
由图3a可知TC4经过激光气体渗氮后试样表层组织分为三个区域:Ⅰ区是渗氮层区;Ⅱ区是热影响区;Ⅲ区是基体组织区。图3b是Ⅰ区的放大图,在α-Ti基体上生成了树枝状TiN增强相[12]。粗大的TiN增强相在钛合金基体上原位生成,与基体结合紧密,可承受较高的疲劳冲击载荷。图3c是图3a中Ⅱ区的放大图,Ⅱ区以针状马氏体为主,基本呈平行排列,是基体组织经过重结晶形成,并且有所细化;Ⅲ区是明显区别于前两个区域的基体组织,组织结构在激光渗氮前后无变化。
2.2功率对渗氮层硬度的影响
不同功率下激光气体氮化硬度分布曲线如图4所示。在不同功率下渗氮层硬度由表及里呈阶梯状减小趋势,激光渗氮是以TiN为增强相的改性层,TiN密度与渗氮层硬度变化趋势一致。另外,随着激光功率的增加,渗氮层厚度增加,在相同深度处,激光功率越高,硬度也越高。这是因为随着功率的增加,金属熔池的对流更加剧烈,液态金属对流到熔池表面时与氮的反应更加充分,相应生成的TiN更多,所以硬度更高。氮化层中硬度的波动是由于氮化层中TiN的分布不均匀造成的,说明了组织与性能的关系。靠近基体层的热影响区组织硬度的提高主要是由于激光淬火引起。当功率为1 200 W时,钛合金表面渗氮层最高硬度超过1 800 HV0.3,渗氮层厚度也最大。
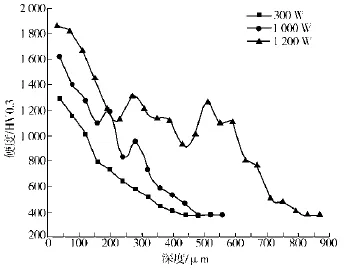
图4 激光气体氮化硬度分布曲线Fig.4Laser gas nitriding hardness distribution curve
2.3氮气流量渗氮层硬度的影响
不同氮气流量氮化试样渗氮层线扫描图如图5所示。分析图5可知,在氮气流量为10 L/min时整个渗氮层中氮元素的含量相对较高。渗氮层中氮元素呈波动变化,这是由于渗氮层是以TiN为增强相的改性层,TiN密度高的位置氮含量相对较高,氮元素的分布与TiN的分布具有一致性。氮元素的分布基本符合随着深度的增加而逐渐降低的规律。
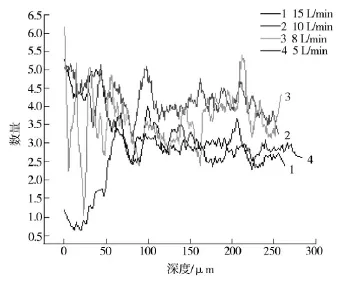
图5 不同氮气流量氮化试样渗氮层线扫描图Fig.5EDS line spectra nitrogen element of nitride sample nitrided layer line in different nitrogen flows
氮气流量为15 L/min时,在表层50 μm以下氮含量小于10L/min时的,可能是由于表层生成的TiN阻碍了氮元素进一步向熔池深处的扩散。氮气流量为5 L/min时,表层的氮元素小于深处的氮元素,与激光渗氮过程中钛元素的挥发有关,高功率的激光使钛合金表面的钛元素挥发,生成的TiN量少,使得表面的氮元素相对于深处的氮元素较少[13]。经激光渗氮后在未渗氮区有少量的黑色粉末生成,经XRD分析为TiN,如图6所示。同时进一步验证了在高能激光束的作用下,钛合金表面会发生元素的选择性挥发。
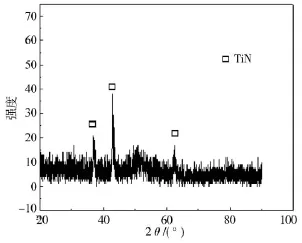
图6 黑色粉末状物质XRD图谱Fig.6XRD pattern of black powder substance
2.4激光渗氮层摩擦磨损性能变化
TC4原始材料及经激光气体渗氮后与对磨件GCr15干摩擦磨损时的摩擦系数随时间的变化曲线如图7所示。由图7可知,经过激光表面气体渗氮的TC4,在摩擦初期摩擦系数较低,而后升高,最后趋于平稳。TC4基体材料的平均摩擦系数为0.15,而渗氮层的平均摩擦系数为0.06。随着时间的推移,氮化层被磨损掉,基体金属逐渐被暴露出来,摩擦系数逐渐增大,最后达到稳定,与未氮化的TC4趋于一致。TC4经过激光气体渗氮后渗氮层的摩擦系数相对基体材料有明显降低,具有较高的耐摩擦磨损性能[14]。
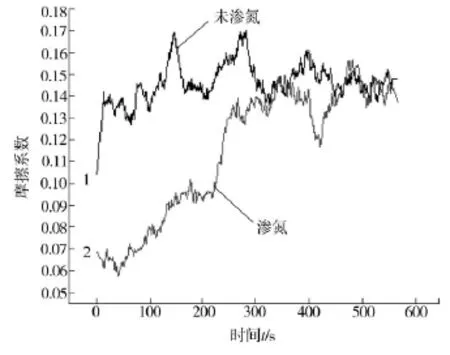
图7 TC4原始材料及经激光气体渗氮后摩擦系数Fig.7TC4 material and by the friction coefficient after the laser gas nitriding
氮化层和基体与对磨件GCr15对磨形貌的SEM照片如图8所示。TC4基体摩擦表面具有犁沟状且凹凸不平。主要原因是TC4硬度低(350 HV0.3),GCr15表面硬度高,表面微观硬质凸出点对TC4表面进行切削作用,形成犁沟状的磨损表面。TC4表面主要发生切削作用及黏着磨损。TC4经表面气体渗氮后,表面形成一层高硬度的氮化层,在与GCr15对磨过程中不会产生切削作用,发生层状剥落,摩擦表面较粗糙[15-17]。
4结论
(1)利用激光气体渗氮在TC4表面生成了金黄色的改性层,经过X射线衍射分析表明金黄色的改性层主要由TiN组成。
(2)TC4激光渗氮试样表层组织分为渗氮层、热影响区和基体三部分。渗氮层主要由镶嵌于α-Ti树枝状的TiN组成,热影响区主要是马氏体组织。
(3)随着功率的增加,渗氮层厚度增加,相同深度的硬度增加。渗氮层中硬度的波动是由于氮化层中TiN分布不均匀而造成,说明了组织与性能的关
系。在功率为1 200 W时,钛合金表面渗氮层最高硬度超过1800HV0.3,比TC4合金提高了4倍以上。
(4)在氮气流量为10 L/min时整个渗氮层中氮元素的含量相对较高。
(5)经过激光气体表面渗氮后渗氮层的摩擦系数较基体材料摩擦系数有明显降低,耐磨性更好。TC4基体材料与GCr15在对磨过程中主要发生切削作用及粘着磨损,而激光气体渗氮层与GCr15没有发生明显的切削作用,有层状剥落现象发生。
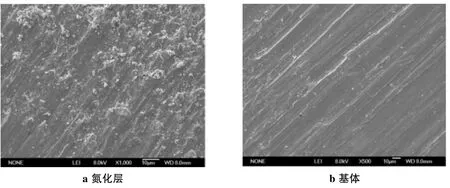
图8 磨损形貌SEM照片Fig.8SEM pattern of wear trace
[1]Shigematsu I,Nakamura M,Saitou N,et al.Surface treatments of pure titanium by carbon dioxide laser[J].Journal of Materials Science Letters,2000(19):967-970.
[2]Man H C,Bai M,Cheng F T.Laser diffusion nitriding of Ti-6Al-4V for improving hardness and wear resistance[J]. Applied Surface Science,2011(258):436-441.
[3]李红梅,雷霆,方树铭,等.生物医用钛合金的研究进展[J].金属功能材料,2011,18(2):70-73.
[4]郭华锋,孙涛,李菊丽,等.激光表面改性提高钛合金耐磨性能的严加进展[J].热加工工艺,2012,41(18):124-129.
[5]熊熠,肖国强.不同热处理工艺对TC21钛合金组织及力学性能的影响[J].铸造技术,2015,36(3):638-640.
[6]王永兵,刘湘,祁文军,等.热喷涂技术的发展和应用[J].电镀与涂饰,2007,26(7):52-55.
[7]刘齐成,刘培英,陶冶,等.CVD法与PCVD法TiN薄膜研究[J].材料工程,2000(12):22-25.
[8]丁永泗,赵群,张立文,等.钛合金激光渗氮层的组织与性能研究[J].金属热处理,2003,28(12):21-23.
[9]许标,姜云海,朱渊.医用钛合金的研究现状及发展[J].科技创新导报,2015(6):201-204.
[10]刘阳,曾令可,刘明泉.非氧化物陶瓷及其应用[M].北京:化学工业出版社,2011:340.
[11]李景国,高濂,张青红,等.纳米氮化钛粉体的制备及其影响因素[J].无机材料学报,2003,18(3):765-771.
[12]樊丁,戴景杰,孙耀宁,等.工业纯钛TA2的激光气体氮化[J].兰州理工大学学报,2006,32(3):1-3.
[13]卢芳,王维夫,姚建华,等.不同氮氩比对TC4合金激光气体渗氮的影响[J].材料热处理学报,2011,32(增刊):154-157.
[14]付现桥.TA2激光-氮化复合改性研究[D].山东:中国石油大学,2011.
[15]王成磊,高原,刘建平,等.双层辉光等离子制备TiN深度层摩擦学性能研究[J].应用基础与工程科学学报,2012,20(5):922-929.
[16]Seong-Mo Oh,Bong-Goo Rhee.Wear behavior of Ceramics TIN,TIC and TICN with Arc Ion Plating[J].KSME International Journal,2003(12):1904-1911.
[17]熊华,茄菊红,唐长斌,等.TC6合金柱塞表面改性对耐磨性能的影响[J].金属热处理,2102,37(7):37-41.
Effect of laser gas nitriding process on the surface properties of titanium alloy TC4
WANG Yilong1,YU Weiyuan2,LU Wenjiang2,LIU Xinya1,WANG Hailong1,ZHU Haixu1,ZHANG Hongwei1
(1.State Key Lab.of Gansu Advanced Processing and Recycling of Non-ferrous Metals,Lanzhou Univ.of Tech.,Lanzhou 730050,China;2.College of Materials and Engineering,Lanzhou Univ.of Tech.,Lanzhou 730050,China)
In order to improve the life of titanium alloy,need to increase the surface hardness and wear resistance of titanium,for titanium belonging to viscous materials,prone to be adhesive weared.In this title,the TC4 is nitrided by continuous laser.A layer of golden nitrided layer is generated.With SEM,EDS and XRD,the micro-structure,elements distribution and compositions of nitriding layer are analyzed.The results show that titanium nitrided is generated;and some non-nitriding area is covered with black powder TiN.The surface layer consists of the nitriding layer,heat affected zone and the substrate metal respectively.Nitriding layer and substrate are in a state of complete metallurgical bonding and the binding force is strong and not easy to peel off.With the rising of laser power,the hardness and thickness of nitriding layer increase,which are measured by micro-hardness meter.Due to the uneven distribution of TiN,the hardness of nitriding layer fluctuates,which indicates that the microstructure and properties are corresponding. At the power of 1 200 W,the maximum hardness of titanium higher nitrogen content when the nitrogen flow is at the rate of 10 L/min. After laser gas nitriding,the friction coefficient of nitriding surface layer has a significantly lower than the base material,so the wear resistance is better.
titanium alloy;laser gas nitriding;laser nitrided layer structure;nitrided layer hardness and wear resistance
TG146.2+3
A
1001-2303(2016)11-0045-05
10.7512/j.issn.1001-2303.2016.11.08
献
王一龙,俞伟元,路文江,等.激光气体渗氮工艺对TC4钛合金表面性能的影响[J].电焊机,2016,46(11):45-49.
2016-03-02;
2016-03-22
王一龙(1989—),男,陕西咸阳人,在读硕士,主要从事钛合金激光表面渗氮的研究。
猜你喜欢
金属加工(热加工)(2022年5期)2022-06-21
中外公路(2022年1期)2022-05-14
陶瓷学报(2021年1期)2021-04-13
粉末冶金技术(2021年1期)2021-03-29
金属加工(热加工)(2020年11期)2020-11-25
中学生数理化·八年级物理人教版(2020年3期)2020-10-29
热处理技术与装备(2019年1期)2019-03-14
电子制作(2018年12期)2018-08-01
现代农业装备(2016年3期)2016-08-05
装备制造技术(2015年9期)2015-11-30
