
热处理炉二级数学模型的分析与设计
2016-12-06 09:53:25岳临萍丛荣葵
四川冶金 2016年2期
岳临萍,丛荣葵
(济钢中厚板厂,山东济南250101)
热处理炉二级数学模型的分析与设计
岳临萍,丛荣葵
(济钢中厚板厂,山东济南250101)
为了对热处理炉的数学模型进行优化和控制,提高自动化程度及加热质量,有效的降低能源消耗,着重介绍了热处理炉控制系统数学模型的设计及原理分析,给出了二级过程模块的设计思路和架构。
数学模型;热交换;流程图
1 引言
随着市场对钢板品种和质量要求不断提高,越来越多的钢板需要在轧制后再进行热处理工艺,以提高金相组织结构,强化钢板性能,提高钢板附加值。由于热处理工艺的特殊之处,钢板温度的加热控制是十分重要的技术,热处理加热炉的数学模型的建立和有效实施对提高产品质量,降低能源消耗起到了至关重要的作用。
2 数学模型的两个主要计算
数学模型用来描述热处理炉内钢板的加热过程,主要用到两个方面理论计算。
2.1计算炉壁与钢板的热交换
要计算辐射管、炉壁和炉顶到钢板的热交换,辐射和传导都要考虑进去,最终精确的出炉温度值是以出炉口安装的红外测温仪测量的数据为准。钢板在热处理炉内的热交换主要是通过对流和辐射来完成,应用公式如下:
热对流传导:̇QC=α(TF-TM)
热辐射传导:̇QR=εσ(T4F-T4M)
总的热量交换:̇Qtot=̇QC+̇QR
2.2计算钢板的热消耗
钢板自装炉时起到加热结束,每隔2s~5s(根据钢板厚度和分层数)就要对钢板温度进行重复性计算,不断更新模型处的数据。由于钢板的厚度不同,计算钢板的平均温度时,根据厚度进行分层计算。对20mm以上及以下的厚度分别运用不同的计算模型。
2.2.1零维计算
数学模型对于厚度20mm以下钢板的温度计算采用零维计算方法,也就是说在钢板的厚度方向上没有温度坡度的计算。因为薄的钢板相对来说它的热导率较高,不适合分成多层来进行计算。计算的结果用来优化炉内设置点温度设定。
2.2.2一维计算
随着钢板厚度的增加,模型的计算将采用一维方法,主要应用傅立叶微分方程,得到稳定可靠的计算结果。在钢板的厚度方向将计算层次数分为3~15层,这样得到钢板内部更细致的温度分布数据。
3 自动控制系统架构
L2计算机控制系统实现了辊底式热处理炉的主要数学模型的控制功能,L2计算机系统的模型计算,从钢板装入热处理炉开始执行,到该钢板出炉时结束。热处理炉被分成20个温度控制区域,数学模型对每个炉内控制区域温度设置点的温度进行控制,通过L2计算机对一级PLC系统的控制来实现。
当一张新的钢板装炉时,操作员须在本地计算机上手动输入钢板的ID号进行确认。如果有可用的L3管理系统(即处于计划层和车间层操作控制系统之间的执行层,主要负责生产管理和调度执行),则通过触发这个输入的ID号,L2计算机系统会从L3数据库中找出该钢板的相关数据。L2、L3两个不同的计算机系统的数据交换通过相应的接口程序进行通讯。在整个处理过程中,如果L2系统与L3系统的通讯出现异常,则只应用L2的当地数据库。这种情况下,由操作员对装炉钢板进行核查,手工输入相应的数据,如:钢板ID、厚度、长度、加热时间,加热温度等。操作工通过HMI的温度控制模块菜单对所有的温度设置点进行确认。热处理炉自动控制系统架构见图1所示。

图1 热处理炉自动控制系统架构图
4 数学模型的设计与构成
该数学模型主要包括三个子模块:物料跟踪计算、钢板温度模型计算和模型数据优化计算。将优化后的数据发送到PLC,通过调节炉内钢板的运行速度,烧嘴的燃烧控制、保温时间等相应仪表控制,以达到最优。模型流程图见图2所示。
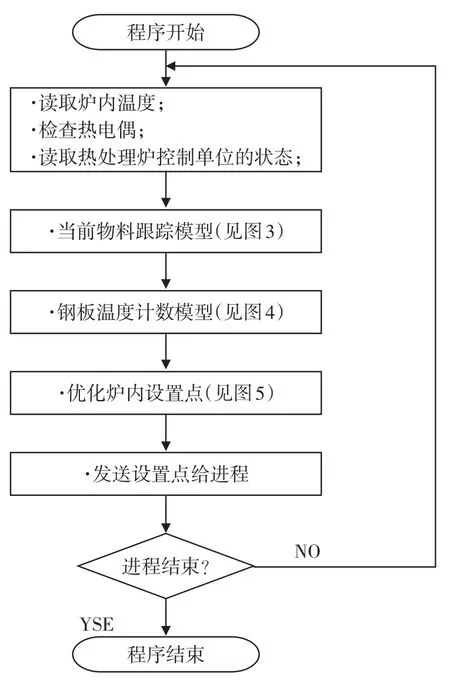
图2 辊底式热处理炉数学模型流程图
4.1物料跟踪模块的设计
钢板装炉后,首先L2通过TCP/IP协议接收PLC传送的钢板ID号,钢板的头部位置、钢板运行速度以及上下表面温度等数据,通过L2数学模型的计算对当前炉内的钢板进行物料跟踪。每隔几秒计算周期更新炉内钢板的位置跟踪进行数据更新,钢板出炉后,相应的钢板从物料跟踪系统中移除,流程图见图3所示。
4.2钢板温度模块的设计
钢板温度控制会根据厚度不同,按照零维或者一维模型的计算周期进行更新,钢板出炉后,其技术特性和温度数据等提交给L2数据库中存储,见图4所示。
4.3炉内设置点优化模块的设计
钢板装炉后,L2系统在数据库中找到有效的钢板数据,数学模型会根据钢板奥氏体温度和奥氏体时间的相关数据,建立起唯一的比热曲线。运算开始之后,数学模型会被分成不同的子任务一个接一个的循环执行,直到下一张钢板装炉时为止。

图3 物料跟踪模块流程图

图4 钢板温度计算模型流程图
数学模型预算的钢板平均温度将与比热曲线工艺设置点温度进行比较,两者之间会出现一个温度差值,模型会自动进行数据修正,尽可能做到偏差最小化,与钢板的比热曲线最接近,从而能源消耗减少到最小,见图5所示。
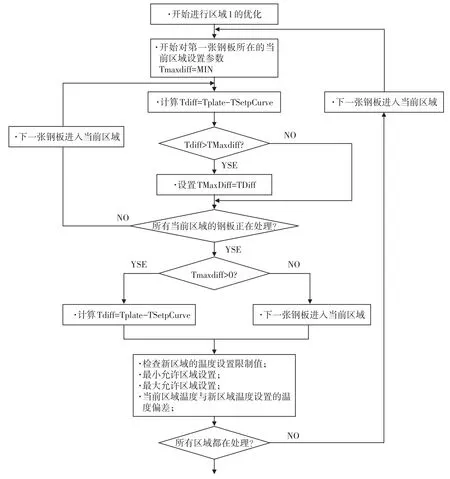
图5 炉内设置点优化模型流程图
5 结论
热处理炉钢板的数学模型计算是自动化控制的重点和难点,一个好的二级模型不但可以提高钢板加热质量,提升钢板组织性能,还能降低煤气等能源的消耗,为企业创造更多的效益。LOI公司热处理炉二级控制系统的设计思路和架构,在济钢中厚板厂得到了较好的应用。
The L2 Mathematical Model Design&Analysis of the Heat Treatment Furnace
YUE Lin-ping,CONG Rong-kui
(The heavy plate mill of Jigang,Jinan 250101,Shandong,China)
In order to optimal the heat treatment mathematical model,improve the auto control level and high quality,reduce the cost and energy wear.Emphasis describes the theory of the mathematical model and the establish via the chart.
mathematical model;heat transform;flow chart
1001-5108(2016)02-0045-04
TP13
A
岳临萍,硕士研究生,电气高级工程师,主要从事冶金行业计算机、仪表控制系统、测量技术的开发与应用。
猜你喜欢
机械研究与应用(2022年6期)2023-01-30 02:11:36
体育科技文献通报(2022年3期)2022-05-23 13:46:54
新高考·高二数学(2022年3期)2022-04-29 05:08:09
测控技术(2018年2期)2018-12-09 09:01:02
中学数学杂志(初中版)(2016年5期)2016-11-01 11:22:43
河南科技(2016年8期)2016-09-03 08:08:22
河南科技(2016年6期)2016-08-13 08:18:29
工业炉(2016年1期)2016-02-27 12:34:13
浙江共产党员(2014年12期)2014-07-10 03:30:06
河南科技(2014年5期)2014-02-27 14:08:47
