基于地铁车辆新造过程的工时管理系统实施与应用
2016-12-06 12:54朱海洋毕秀霞葛明明田召勇施奇超
电脑与电信 2016年8期
朱海洋 毕秀霞 葛明明 田召勇 施奇超
(杭州中车车辆有限公司,浙江 杭州 310019)
基于地铁车辆新造过程的工时管理系统实施与应用
朱海洋 毕秀霞 葛明明 田召勇 施奇超
(杭州中车车辆有限公司,浙江 杭州 310019)
工时管理是生产管理的基础性工作,对企业生产任务的编排与调整影响重大。地铁车辆是典型的离散定制产品,且零部件众多,结构复杂,组装工序繁琐,对其生产过程实施工时管理有利于确保企业按期交货,提升产品质量。本文以杭州中车车辆有限公司工时管理系统的实施与应用为切入点,并结合工位制节拍生产方式来研究工时管理在地铁车辆新造过程中的改善效果。通过数据监测发现,工时管理系统实施上线后,单辆地铁车辆的生产工位工时减少了1958.5小时,生产效率提高了20.70%,每年可给企业带来500余万元的直接经济效益。
工时管理;工位制;节拍化;地铁车辆
1 引言
以地铁为代表的轨道交通建设是各大城市迈向现代化的一个重要标志,也是城市基础设施建设和形象建设的重要组成部分。各大城市的地铁车辆大多融合当地城市特色及相关业主需求,是一种典型的定制化生产产品。地铁车辆新造过程中,零部件众多,结构复杂,工序繁琐,这些特点使得离散定制生产的管理实践具有一定的复杂性。作为生产管理的基础性工作——工时管理,对生产系统的各个方面都影响巨大。传统的纸质或IT系统辅助管理已经不能满足现代制造企业对工时管理的需求了。一个良好的工时管理系统可以为企业的生产计划编排、制造成本预估和控制等各个方面提供有效合理的依据。
工时管理系统是制造企业生产管理信息化的关键环节。近来,随着计算机技术和先进制造技术的不断发展和应用,国内外学者在工时管理系统的实施与应用方面都做了相关的研究。梳理文献发现,学者们的研究主要关注工时数据的统计特性,并对数据中的统计规律进行分析[1-3]。但是对于工时管理系统在制造企业,特别是轨道交通行业的应用研究则很少。伴随着轨道交通事业的迅速发展,杭州中车车辆有限公司进入了一个新的发展阶段。从策划、设计、准备、运行到评价和持续改善形成了一套完整的精益管理运作体系,构筑了独具特色的“工位制节拍化生产方式”。工位制节拍化生产,是以工位为作业组织单元,按照节拍均衡生产的方式,以流水式作业组织生产[4]。生产节拍可实现对生产进度的调整,帮助公司实施精益生产和精益管理,提高公司生产效率,同时避免大量浪费。生产节拍的计算和测定与工人的工时密切相关,如何客观准确地获取工人的工时数据,从而编制有效合理的生产节拍具有重要的管理意义[5]。本文将以杭州中车车辆有限公司工时管理系统并结合工位制节拍生产方式为着手点来阐述工时管理系统的实施推进与应用效果。
2 工时管理系统简介
工时管理系统的目标是建设一个面向管理者,且能够实时反映工序用工人数、实际完工工时以及能够进行标准工时与定额工时分析对比的系统,要求报表直观、可视化程度较高。杭州中车车辆有限公司结合企业自身需求与生产活动特点,自主研发了工时管理系统。该系统以采集各个具体工序的实际工时为主要宗旨和目标,采集的数据用于事后的数据分析,通过工时数据的长期采集,在未来使得将各个工序的实际工时更趋于合理。
在技术方案方面,综合考虑到系统的灵活性、可扩展性与通用性等特点,工时管理系统主要采用Microsoft.Net Framework技术和ASP.NET技术,采用浏览器/WEB服务器/数据库三层B/S架构方式,应用Windows2008操作系统,SQL Server2008数据库。
2.1 工时管理系统三大功能模块
一个完善合理的工时管理系统主要具有的三大功能模块:工时定额、工时管控、质量跟踪。工时定额是指在一定的技术状态和生产组织模式下,按照产品工艺工序加工完成一个合格产品所需要的工作时间、准备时间、休息时间与生理时间的总和[6-7]。根据时间定额可以安排生产作业计划,进行成本核算,确定设备数量和人员编制,规划生产面积。合理的时间定额能调动工人的积极性,促进工人技术水平的提高,从而不断提高劳动生产率。时间定额通常由定额员、工艺人员及工人可通过总结过去的经验并参考有关的技术资料直接估计确定,或通过对实际操作时间的测定和分析后确定[8]。工时定额是按劳分配的必要尺度,是企业内部进行成本控制、评价经济效益的重要依据,是编制企业内各项计划、合理组织生产的基础,是改进生产技术、挖掘劳动潜力的重要手段,更是现代企业管理制度的重要组成部分[9]。鉴于工时定额的重要性,公司在研发工时管理系统时着重对该模块进行设计。在本系统中,工时定额的原始数据主要来源于公司生产经验的总结与提炼,而后在此基础上,通过系统原始工时数据不断的录入与更新,形成更加合理的工时定额标准。
工时管控是企业人力资源管理部门在成本、效率、质量等方面的重要举措,通过有效工作时间的管控,可提高制造企业的生产效率,为企业创造更大的利润。工时管控一方面可以为员工自主管理工作状态提供员工个人工作统计管理功能,方便员工输入、查询、统计自己的工作工时;另一方面可以为领导或统计人员通过工时管控进行工作统计,及根据工时汇总情况核定公司的生产任务,进而对项目进度进行一定的管控。在该系统中,由于工时原始数据是由基层工作人员根据工作状态实时录入的,公司管理者可以通过系统里的数据对员工工时进行审核,及时掌握员工的工作状态,合理安排员工工作任务,推进生产任务的顺利进行。此外,工时管理系统提供的实时有效的工时信息可以快速统计和分析员工总工时与人力成本,进而有效控制项目成本。
质量跟踪是各生产和制造企业提高产品服务水平,提升客户满意度,获取市场竞争力的充分必要条件。目前利用工时管理系统进行质量追踪的应用研究较少。作为公共交通产品的地铁车辆尤其注重产品的质量,交付车辆的质量好坏直接关系到地铁车辆在线路上运营的安全与否。工时管理系统记录着车辆在整个新造过程中每个工序的用工工时和责任人,一旦车辆的任一部位出了问题,都可以进行反向跟踪,追溯到最小的工序环节及相关负责人。这样可以提高员工的责任意识,充分落实“终生负责制”的质量管理理念。
工时管理系统的三大功能模块是相互促进、相互影响的。在实际应用过程中,首先,公司人力资源、成本管理、制造管理部门利用工时管理系统的工时数据来制定合理的工时定额,一旦工时定额确定后,即可以工时定额为依据,对实际生产制造过程的各个工序的工时进行工时管控,实时跟踪生产任务的进度,确保生产任务的顺利推进。由于每个工序的工时录入是由员工自主刷卡完成的,员工的个人信息将随之被记录下来了,这将有利于产品质量的逆向跟踪,提升员工的责任意识。
2.2 数据的录入与采集
工时管理系统的车间原始工时数据采集全部通过操作触摸屏与刷一卡通的方式实现数据采集和录入,不采用台式电脑进行数据录入,且完全交给车间工人自主进行数据录入,自主进行工序状态操作。每个工位摆放一台触摸屏设备,触摸屏设备上配置刷卡设备,用于读取员工个人信息。车间工人录入工时的筛选顺序主要按照“项目--产品--具体车--工位--工序状态--工序类型--具体工序”的维度筛选实际上员工操作的工时,同时在进行系统基础数据初始化时,要能够按照以上维度将数据导入到ERP系统,具体维度顺序如图1所示。
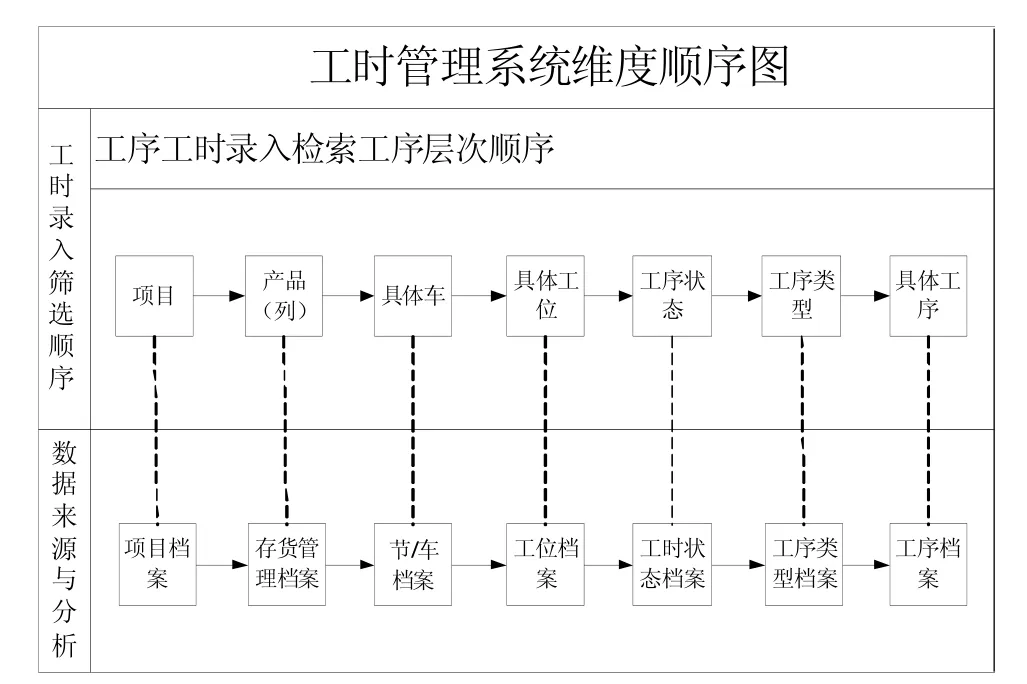
图1 工时管理系统维度顺序图
说明:1.杭州地铁是以B型车为主,每列车按照6节一编组;
2.杭州中车地铁总装车间有15个工位,工序状态主要有:正常、返工、暂停和完工四种,工序类型有:电气工序和机械工序两种。
在便捷性设置方面,触摸屏上的软件程序具有记忆和筛选双重设置,每一步选择时程序均会自动进行层层筛选,当选至最后工序栏目时,仅有4~5行工序数据供选择,大大减少了工人的检索时间;同时触摸屏界面的栏目选择将采用记忆功能,即前一位工人在触摸屏界面的选择输入项不清空,后一位工人只需选择最后一个工序即可实现工时数据的快速录入。工人在同一个工序状态下只能操作一个工序,即同一个
参考Jaffe等[21]和Koppel等[22]的方法建立感官描述词。将16种怪味胡豆样品分批呈送给评价小组,评价人员从香气和滋味2个方面产生尽可能多的怪味胡豆风味描述词,整理汇总风味描述词,删除表达情感的词,合并同义词。评价小组结合《食品感官分析词典》和类似产品的研究[23,24],对描述词及定义进行讨论,根据GB/T 29604-2013选择适合中国消费者的产品作为参照物[25],形成意见一致的的怪味胡豆风味描述词表。
工人操作的上一工序未完工则不允许下一个工序开工;每个工序的状态分成未开工、返工、暂停和完工四个状态,后期在进行报表展现时,四个不同的状态能够对应四种不同的颜色,以便管理层能够直观的看到各个工序的实际进展状况。
工时管理系统设置的工序能够实现转移的功能,以便未来工序与工位的关联发生了变化,系统能支持相应的变化和转移,即跨工位工序可以实现数据录入;工时数据以小时为单位进行统计,不足1小时的最终需换算成小时单位;相关的数据分析和统计报表都自动生成。工时管理系统的后台数据与ERP数据库共用,同时部分的基本档案与ERP也实现互通互连。触摸屏的界面仅用于数据的采集,相关的统计分析报表依然在ERPWEB端进行展现。

图2 实时生产进度展示
3 工位制节拍化管控
生产节拍对生产的作用主要体现在对生产的调节控制。通过生产节拍和生产周期的比较分析,在市场稳定的情况下,可以明确需要改进的环节,从而采取针对性的措施进行调整[10-11]。如当生产节拍大于生产周期时,生产能力相应过剩;如果按照实际生产能力安排生产就会造成生产过剩,导致大量中间产品积压,引起库存成本上升、场地使用紧张等问题。如果按照生产节拍安排生产,就会导致设备与劳动力闲置等现象,造成生产能力浪费。当生产节拍小于生产周期的情况下,生产能力不能满足生产需要,这时就会出现加班、提前安排生产等问题。因此,生产周期大于或小于生产节拍都会对生产造成不良影响。生产管理改进的目的就是要尽可能地缩小生产周期和生产节拍的差距,通过二者的对比分析安排生产经营活动。建立标准生产周期的目的是要通过不断的改进使生产周期与市场需要的生产节拍相适应,从而保证均衡有序的生产[12]。如果市场需求能够稳定,即年产量为一固定值,那么节拍相应也比较稳定,这种节拍就可以作为提高生产周期的一个标杆,进而组织相关资源进行改进。
生产节拍(T)的计算公式如下:
注:Ta:可用工作时间(可用工作时间是剔除了休息时间和所有预期停工时间,如维护和交接班的时间等),分钟数/天;Td:客户需求,件/天。
举例:以每天一个常日班来说,总计有8小时(480分钟)。减去40分钟用餐时间,50分钟休息时间,20分钟基本维护检查。那么可用工作时间=480-40-50-20=360分钟。当客户需求为每天360件时,每个零件的生产时间应控制在一分钟内来保证客户的需求。
在工时管理系统中,工时数据录入的最小单元是工位。工时数据可为工位制节拍的计算提供真实有效的数据来源。生产管理人员通过工位节拍来进一步管控生产进度,合理安排生产任务,有效防止生产过剩造成的浪费和生产过迟造成的分段供应不连续问题,并确定工序间的工作标准。根据经济学的相关知识可知,成本和产量间存在一种函数关系,当产量过剩时,成本就会增加,当产量不足时单位产品的成本同样处于较高水平,因此从成本的角度出发,生产过剩和不足都是一种浪费,应用生产节拍能够较好地解决这个问题。相对于JIT的零库存理念,应用生产节拍就要改变生产越多越好的观念,建立起适量生产的观念。生产节拍的使用将会使生产现场的作业规律化,达到生产活动的稳定,实现稳健管理,并作为现场生产效率改善的依据。
4 效益分析
工时管理系统是利用软硬件设备设施来正确客观的获取工人的工时数据,生产节拍则是通过对以往工人用工数据的处理后,作为未来生产任务编排与调节的依据。工时管理系统可为生产节拍提供原始正确的工时数据,这将使得生产节拍更加具有合理性。在工时管理系统的基础上实施工位制节拍化的生产方式也可实现地铁组装生产过程的数字化管控,提高生产效率,提高经济效益与社会效益上,确保企业在市场竞争中获取一定的优势。
4.1 社会效益
利用工时管理系统来配合工位制节拍化项目的实施,有效提高了企业的劳动生产率,降低企业的生产成本,提升企业的产品质量管控水平,对于地铁车辆的交货进度及列车运行的安全性方面提供了强有力的保障,并为浙江人民打造了最便捷的绿色出行交通方式,社会效益十分显著。
4.2 经济效益
在实施工时管理系统前,员工工时的数据主要通过人工及计算机辅助系统相结合的方式采集而来。工时管理系统实施后,工时数据来源是主要是工人的刷卡方式自动录入,确保了原始数据的真实性。工时管理系统实施后车辆组装制造的人工成本大大降低,单辆地铁车辆组装生产工时减少了1958.5小时,生产效率提高了20.70%,目前公司的时薪是
9.25元,则可节约成本(9457.8-7499.3)*9.25=18116.13(元);公司年均地铁车辆产量为300辆,由此可知,年节约成本为18116.13*500=5434839.00(元)。杭州中车车辆有限公司作为中国中车众多轨道交通高端装备制造企业之一,系统的成功实施上线具有典范效应和标杆作用,在条件成熟时把该系统面向中国中车下属各子公司推广,按年产地铁车辆5000辆估算,带来的经济效益将在近亿元,同时还能提升整个轨道交通高端装备制造行业的生产组织与管理水平,具有十分重要的意义。
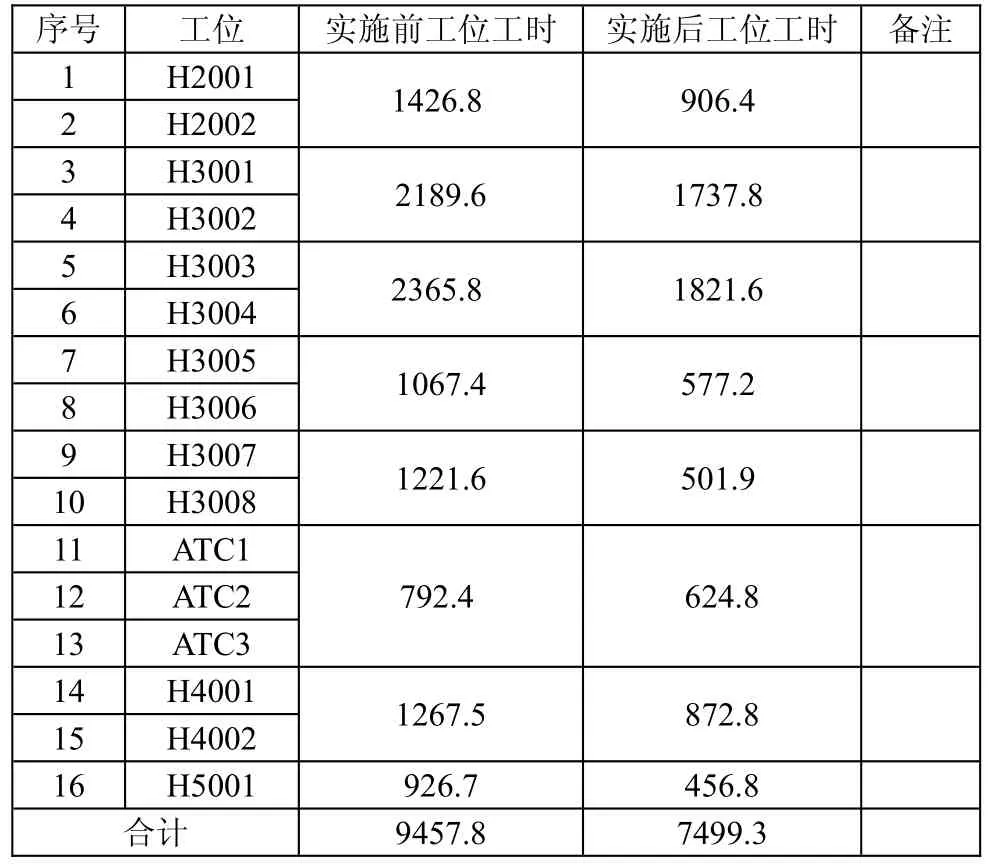
表1 工位工时的对比表
5 结语
工时管理系统实施后,不仅使得生产节拍的制定与调整更加有效合理,而且有利于更加便捷地发现与消除生产浪费,提高作业效率,暴露生产问题,从而快速解决生产异常,对于离散制造企业控制生产成本、保证交货期和提高客户满意度有着重要意义。随着社会的发展,企业信息化程度越来越高,对服务于企业生产的各个系统的融合性要求也越来越高。工时管理系统与ERP系统有机结合是企业生产制造信息化的发展趋势,从而共同推动企业的发展,更好地实现企业战略目标。
[1]陈国钧.劳动定额的稳健估计方法[J].武汉交通科技大学学报,1995(2):199-203.
[2]付斌,张金.基于知识库的定额测算原理及应用[J].组合机床与自动化加工技术,2000(4):12-14.
[3]杨青海,祁国宁,黄哲人,等.基于案例推理和事物特性表的零件工时估算方法[J].机械工程学报,2007,43(5):99-105.
[4]中国南车公司.工位制节拍化生产方式[J].企业管理.2014(1):99-101.
[5]吕冬梅,制造业车间生产节拍平衡与物流优化研究[D].合肥工业大学,2006.
[6]张立厚.企业工时定额管理与工时定额员[J].机械管理开发,2001.
[7]张军,张贵宝,庄新村.离散制造车间工时管理模式的分析与改进[J].工程机械,2006(37):70-73.
[8]严辉,仲梁维,倪静.机械加工车间工时管理信息系统的分析与设计[J].制造业自动化,2010,32(1):13-15.
[9]张勋.机械加工车间工时管理信息系统的分析与设计[J].现代制造,2013(6):115-116.
[10]黄孟.基于节拍化生产线工位的精益安全管理[J].中国科技博览,2015(27):32-32.
[11]王泉文,田慧,肖宪.浅谈轨道车辆工位制节拍化生产[J].数字化用户,2014.
[12]唐军军,蒋新艳.精益节拍化生产运用研究[J].卷宗,2014(12):339-340.
The Implementation andApplication of Man-hours Management System in the Production Process of Metro Vehicle
Zhu Haiyang Bi Xiuxia Ge Mingming Tian Zhaoyong Shi Qichao
(CRRC Hangzhou Co.,Ltd.,Hangzhou 310019,Zhejiang)
Man-hours management is a basis of production management work,which influences on the arrangement and adjustment of production tasks.Metro is a typical discrete product,whose parts is numerous and has complex assembly processes.The man-hours management system works in the production process,to improve the quality of product.This paper shows the implementation and application of man-hours management system in CRRC HANGZHOU CO.,LTD.The result shows that the production time of a single metro vehicle cuts down 1958.5 hours,the production efficiency is improved by 20.7%,and the direct economic benefits of enterprise is up to 5 million each year.
man-hours management;station system;beat;metro vehicles
U239.5
A
1008-6609(2016)08-0066-04
朱海洋,男,湖南新邵人,硕士,高级工程师,高级项目经理,研究方向:大型企业管理信息化、计算机技术及信息系统集成。
猜你喜欢
山东冶金(2022年3期)2022-07-19
昆钢科技(2022年2期)2022-07-08
军民两用技术与产品(2021年6期)2021-10-14
汽车工艺师(2021年7期)2021-07-30
物流技术与应用(2020年5期)2020-06-25
意林(2020年10期)2020-06-01
石材(2020年4期)2020-05-25
职工法律天地·上半月(2020年1期)2020-03-02
建材发展导向(2019年10期)2019-08-24
杭州(2015年9期)2015-12-21