
随焊激冷法控制高速列车地板焊接变形的数值模拟
2016-12-06 02:19:20韩德成陈东方张铁浩刘雪松陶传琦
电焊机 2016年2期
韩德成,陈东方,张铁浩,刘雪松,路 浩,陶传琦
(1.南车青岛四方机车车辆股份有限公司,山东青岛266111;2.哈尔滨工业大学先进焊接与连接国家重点实验室,黑龙江哈尔滨150001)
随焊激冷法控制高速列车地板焊接变形的数值模拟
韩德成1,陈东方1,张铁浩1,刘雪松2,路浩1,陶传琦1
(1.南车青岛四方机车车辆股份有限公司,山东青岛266111;2.哈尔滨工业大学先进焊接与连接国家重点实验室,黑龙江哈尔滨150001)
利用非线性有限元分析软件MSC.Marc模拟空冷及不同随焊激冷措施下高速列车地板结构的焊接变形及温度场。模型中使用母材和填充材料的动态特性参量,采用移动双椭球热源模型进行计算,结果表明随焊激冷措施对近缝区的温度场的干涉作用明显,焊接时可有效降低峰值温度和热影响区宽度。此外随焊激冷措施对较小角变形、纵向挠曲变形也有一定效果,对离焊缝中心较近及较远处的温度场同时进行控制的随焊激冷方案可使焊后的纵向挠曲变形减小近一半。
随焊激冷;高速列车地板;焊接变形
0 前言
高速列车地板结构广泛使用6N01S铝合金中空挤压型材,主要采用MIG焊进行焊接,焊接过程中产生的焊接变形使得焊后的调修工作量较大,对产品废品率有很大影响。因此控制焊接变形一直是高速列车地板生产制造中的关键问题[1-3]。
随焊激冷方案基于控制温度场和热输入量原理,通过对特定区域实施冷却介质调控焊接温度场,将电弧周围工件上特定高温区控制在预定分布范围内,削弱不均匀的焊接温度场所带来的负面影响,从而有效地降低残余应力、减小变形,对减小薄板的压曲失稳变形有良好的效果[4-6]。
与常规方法周期长、成本高相比,数值模拟在焊后变形规律研究方面具有一定的优势,并可为实际生产过程提供理论依据[7-10]。本研究利用非线性有限元软件MSC.Marc,使用数值模拟的方法研究不同的焊后激冷方案对高速列车地板变形及残余应力的影响,并据此提出最佳的焊后激冷措施。
1 有限元分析模型的建立
1.1网格划分
高速列车车体地板结构由7块6N01S-T5铝合金挤压型材经MIG焊拼焊而成,型材宽度430 mm,长度约25 m,型材正面厚度3 mm,底面厚度2.5 mm。对两块板拼焊过程中的变形及残余应力进行模拟,根据实际的地板型材焊接接头的形状建模,在模型网格划分的过程中采用疏密过渡的方法,在焊缝及其附近区域进行了网格细分,而在离焊缝较远处划分较粗,网格划分如图1所示。几何模型的地板长1 200 mm,网络模型采用三维实体模型,单元采用八节点六面体类型,单元数为72 552,节点数为98 865。

图1 地板结构的有限元模型
1.2材料特性参数
模型材料为6N01S-T5铝合金,填充材料为SAF ER5356焊丝,材料的力学性能参数和热物理性能参数对模拟结果的精度影响明显,因此需要考虑6N01铝合金和焊丝SAF ER5356的动态热物理性能参数,如图2所示。母材6N01铝合金和焊丝ER5356均设定为各向同性,泊松比0.283,质量密度2 730 kg/m3。
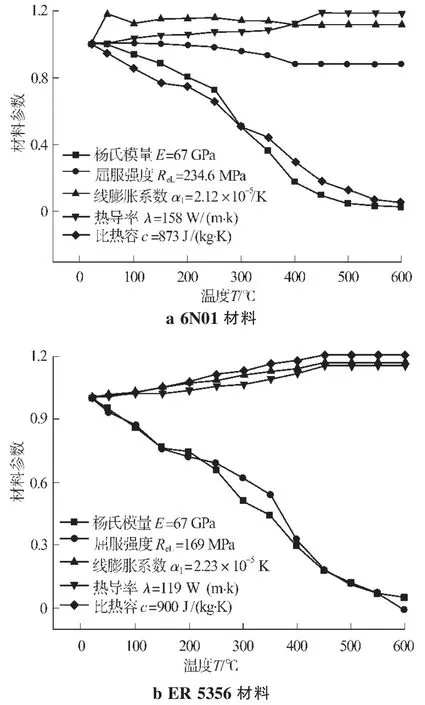
图2 6N01和ER 5356的材料参数
1.3随焊激冷方案及焊接工艺参数
本研究中在焊炬后面附加一个冷源以强化对流传热,使常规焊的温度场产生畸变。紧随热源的热沉在焊接过程中产生一个温度低谷,使温度峰值与低谷之间的平均温度梯度达到400~900℃/cm,平均冷却速度达到125~300℃/s,减小焊件的HAZ区变小,削弱不均匀的焊接温度场带来的负面影响。温度低谷的局部激冷拉伸作用抵消了焊缝区的一部分压缩塑性变形,有效地降低了接头的残余应力和变形,尤其是薄板的压曲失稳变形。
根据上述原理和方式,模拟了三种随焊激冷方案:第一种方案是地板结构在空冷状态下的角变形;第二种方案是随焊控制焊趾两侧10 mm以外的温度场;第三种方案是随焊控制焊趾两侧5 mm以外及焊缝中心左右各20 mm的温度场,通过强对流交换使得温度控制在30℃以下。本研究的实现主要是通过二次开发子程序UFILM.f来控制焊接热影响区及近缝区的对流交换系数,进而实现对焊接高温区的限制,并进一步限制了正反面焊缝的塑性变形区尺寸。
焊接采用99.999%氩气保护,气体流量40 L/min,焊接电流205~215 A,电弧电压21~23 V,焊接速度70~75 cm/min。采用移动的双椭球热源模型来模拟MIG焊热源,热输入3 973 J/cm。
2 试验结果与讨论
2.1不同方案下的温度场
由于三种方案下不同位置处的焊接交换情况不一样,并由此对焊接温度场进行控制,图3给出了三种冷却方式下焊接温度场的云图,云图中显示的温度为25℃~700℃。图3分别是三种方案下的温度场,可看出空冷时6N01铝合金型材地板结构温度场有很长的“拖尾”,热影响区比较大,而采用随焊激冷干涉措施后温度分布很集中。
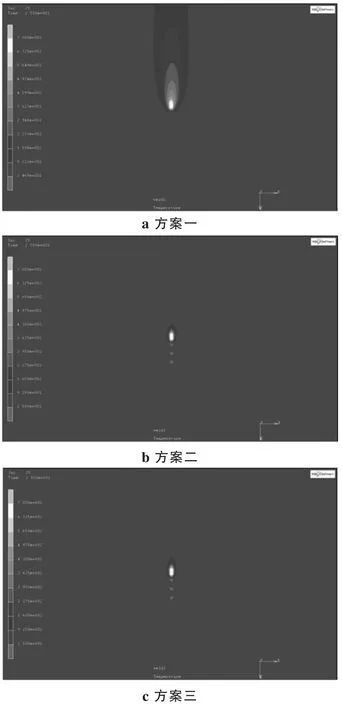
图3 不同方案下的温度场
图4给出电弧后侧24 mm处近缝区垂直焊缝方向上不同位置的温度分布。方案二和方案三焊缝的最高温度相同,两者在温度分布上差别很小,空冷条件下温度梯度明显小于采用随焊激冷的研究方案,此外空冷条件下,热影响区的宽度明显大于随焊激冷条件下热影响区宽度。空冷条件下冷却速度比较慢,峰值温度为513℃,而采用随焊激冷的温度场峰值温度约为320℃。
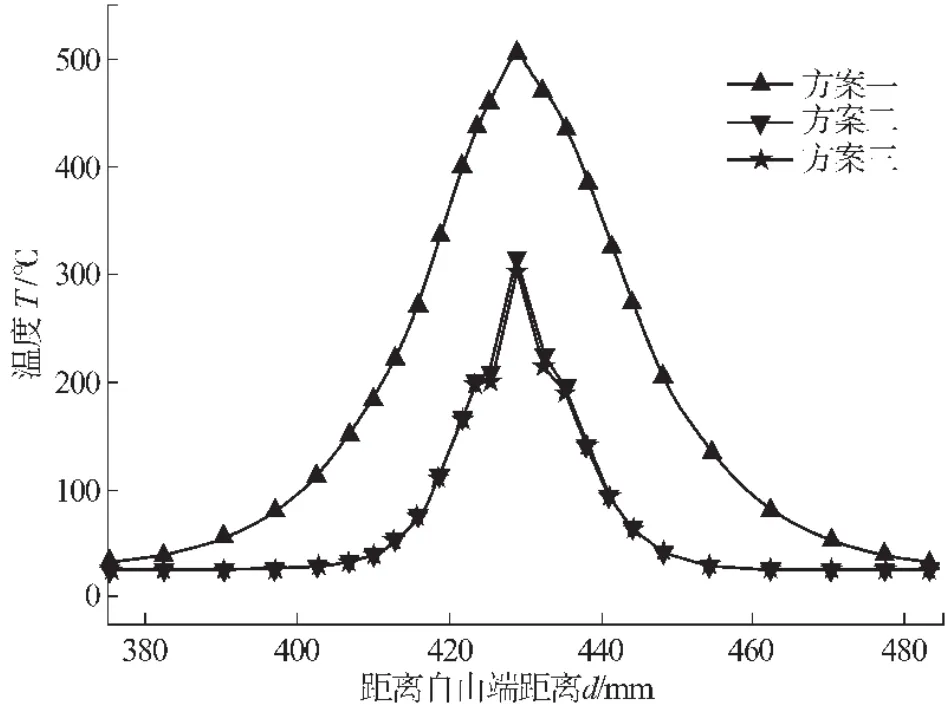
图4 不同方案下近缝区的温度场
2.2不同方案下的焊后变形
MIG焊加热时近缝区的金属由于热作用会产生压缩塑性应变,焊后冷却时又会受到拉伸作用。冷却至室温时,焊缝附近的塑性变形在型材厚度方向上的不协调导致横向角变形产生,各角变形的积累将使焊后地板结构产生明显的横向挠曲变形。对比不同方案下的横向挠曲变形大小可在一定程度上反映角变形大小。三种方案下产生的横向挠曲变形如图5所示,实际生产中焊缝的冷却采用空冷方式,焊接变形数据如图5所示。可看出方案一数值模拟结果与实际生产中基本相同,三种方案均出现在板材厚度方向上的V字形角变形,两种随焊激冷方案下角变形大小相差不大,但比空冷条件下的角变形小,这是因为温度低谷的局部极冷拉伸作用抵消了焊缝区的一部分压缩塑性变形。但从数值来看随焊激冷两个方案对角变形的控制效果不够明显。
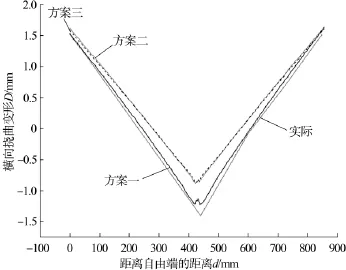
图5 三种方案下的横向挠曲变形
此外,纵向的长焊缝在焊接过程中也会产生纵向的压缩塑性应变,由于中性轴位于焊缝下方,产生的压缩塑性变形将导致该结构中性轴以上部分发生收缩,呈现出沿着结构纵向的挠曲变形,根据模拟后的结果提取地板两侧端部的纵向挠曲变形量如表1所示。

表1 三种方案下的纵向挠曲变形
由表1可知,实际生产中、方案一和方案二条件下的地板结构焊后纵向挠曲变形相差不大,而方案三中纵向挠曲变形仅为上述两种方案的一半。根据模拟结果可知,三种方案中最优的方案为随焊控制焊趾两侧5 mm以外和焊缝中心左右各20 mm的温度场,通过强对流交换将温度控制在较低水平。
3 结论
(1)随焊激冷措施对近缝区的温度场的干涉作用明显,焊接时可有效降低峰值温度和热影响区宽度。
(2)随焊激冷措施可减小焊后的角变形及纵向挠曲变形,对纵向挠曲变形的控制效果明显,但对角变形控制效果较小。
(3)相对于随焊控制离焊缝较近处的温度场,对离焊缝中心较近及较远处的温度场同时进行控制的随焊激冷方案更能有效降低焊后的纵向挠曲变形,可使纵向挠曲变形减小近一半。
[1]王元良,洛德阳,王一戎.我国高速列车焊接技术及其新发展[J].电焊机,2008,38(8):8-12.
[2]周广涛,刘雪松,闰德俊,等.顶板焊接顺序优化减小焊接变形的预测[J].焊接学报,2009,30(9):109-112.
[3]王苹,方洪渊,韩德成,等.基于热-力耦合法的高速车地板焊接变形数值模拟[J].焊接学报,2012,33(6):15-18.
[4]田锡唐,杨愉平,张忠.随焊激冷防止焊接热裂纹新方法的研究[J].材料科学与工艺,1994,2(1):69-72.
[5]Tian Xitang,Shi Qingyu.Preventing welding hot cracking by welding with an intensive trailing cooler[J].Journal of Materials Processing Technology,2000,97(2):30-34.
[6]Guo Shaoqing,Xu Wenli,Liu Xuesong,et al.Finite element analysis of welding distortion control by trailing intense cooling[J].China Welding,2000,9(2):127-134.
[7]郭绍庆,徐文立,李晓红,等.随焊激冷防止高强铝合金焊接热裂纹的数值模拟[J].材料科学与工艺,1999(7):116-120.
[8]王中辉,李冬雪.焊接数值模拟技术的发展现状[J].焊管,2010,33(6):28-31.
[9]闫德俊,刘雪松,周广涛,等.大型底板结构焊接顺序控制变形数值分析[J].焊接学报.2009,30(6):55-58.
[10]王苹,王强,刘雪松,等.基于FEM的高速列车地板结构焊接顺序优化[J].焊接学报,2012,33(8):45-48.
Numerical simulation on controlling high-speed train floor welding deformation by means of welding with chilling
HAN Decheng1,CHEN Dongfang1,ZHANG Tiehao1,LIU Xuesong2,LU Hao1,TAO Chuanqi1
(1.CSR Qingdao Sifang Co.,Ltd.,Qingdao 266111,China;2.State Key Laboratory of Advanced Welding and Joining,Harbin Institute of Technology,Haerbin 150001,China)
The numerical simulation,which studied welding deformation and temperature field of high-speed train floor with different way of welding chilling,was carried out by MSC.Marc,a kind of non-linear finite element soft.Temperature dependent property parameters of material and moving double ellipsoid heat source model were used in the simulation.The results showed that welding chilling,which efficiently decreased peak temperature and width of HAZ,played a vital role in temperature field near welding zone. In addition,welding with chilling had some success in preventing angular distortion and longitudinal flexure deformation.In the scheme of welding chilling,which controlled temperature field both nearer and farer the center of welding,longitudinal flexure deformation reduced by half nearly.
welding chilling;high-speed train aluminum alloy floor;weld deformation
TG404
A
1001-2303(2016)02-0074-04
10.7512/j.issn.1001-2303.2016.02.16
2015-02-03;
2015-03-20
“十一五”国家科技支撑计划高速列车车体技术项目(2009BAG12A04-B04)
韩德成(1979—),男,黑龙江双城人,高级工程师,在读硕士,主要从事铝合金焊接工艺研究和管理工作。
猜你喜欢
金属世界(2022年5期)2022-10-24 08:09:02
舰船科学技术(2021年12期)2021-03-29 01:28:24
上海建材(2021年5期)2021-02-12 03:19:12
中国建筑金属结构(2019年4期)2019-05-15 06:19:02
测控技术(2018年4期)2018-11-25 09:47:10
现代技术陶瓷(2018年4期)2018-09-06 02:28:44
建筑科技(2018年6期)2018-08-30 03:41:08
山东工业技术(2016年15期)2016-12-01 05:31:44
焊接(2016年9期)2016-02-27 13:05:21
中国惯性技术学报(2015年1期)2015-12-19 13:11:42
