
基于ABAQUS的板料冲压回弹模拟研究
2016-12-06 10:15:46刘先兰张文玉伍杰杨辉晏恒煊
锻压装备与制造技术 2016年5期
刘先兰,张文玉,伍杰,杨辉,晏恒煊
(湖南工学院机械学院,湖南衡阳421002)
基于ABAQUS的板料冲压回弹模拟研究
刘先兰,张文玉,伍杰,杨辉,晏恒煊
(湖南工学院机械学院,湖南衡阳421002)
采用ABAQUS有限元分析软件,建立强度比值为1.0、0.8和0.5的几种拼焊板进行数值模拟,分析冲压成形回弹角的变化规律。结果表明:板材屈服强度为100MPa、强度比为0.5时,回弹角最小为2.0°。板材强度一定时,回弹角随着强度比的增加而增加。强度比值一定时,回弹角随着板材屈服强度的增加而线性增加。
冲压成形;回弹;数值模拟;强度比;拼焊板
拼焊板冲压成形技术实现了零件的高度复合化,成为实现汽车轻量化的重要途径之一[1]。在强化车身局部强度、刚度的同时,降低了汽车的生产成本,应用前景非常广阔[2,3]。然而,拼焊板的使用提高了冲压成形技术的难度,如冲压成形过程中的回弹、破裂和起皱等缺陷[5]。本文通过采用ABAQUS有限元分析软件进行数值模拟,建立强度比值不同的几种拼焊板模型,分析其成形性能的影响因素,找出冲压变形规律,为生产实践提供指导。
1 冲压过程三维实体建模
冲压模拟过程如图1所示。以强度分别为300MPa、200MPa和100MPa的板料,建立拼焊板三维模型的强度比值分别为1.0、0.8和0.5,杨氏模量100000MPa,泊松比0.3,摩擦系数0.05。
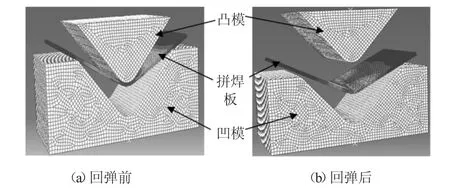
图1 冲压成形模拟过程
图1a表示冲压成形结束时冲头还未离开板材时的状态,对应板材的弯曲角度如图2a所示,即回弹前的角度;图1b表示冲压成形结束后冲头离开板材时的状态,对应板材的弯曲角度如图2b所示,即回弹后的角度。
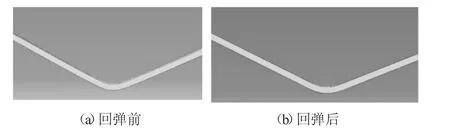
图2 回弹前后弯曲角度
2 结果和讨论
按照上述的模拟方法,对屈服强度分别为300MPa、200MPa和100MPa的板材,与强度比分别为1.0、0.8和0.5的板材进行拼焊并对其进行冲压模拟分析,测试其回弹前后的角度及其角度差值如表1所示。根据其变化规律,绘制其变化曲线如图3所示。
由表1和图3可以看出,当强度比一定时,拼焊板的冲压回弹角随着基材强度的增加而线性增加。当强度比为1时,随着基材强度由300MPa降低至100MPa,拼焊板的冲压回弹角由10.3°降低到3.4°;当强度比为0.5时,随着基材强度由300MPa降低至100MPa,拼焊板的冲压回弹角由5.8°降低到2.0°。说明强度比一定时,基材强度越小,回弹角就越小。当基材屈服强度为300MPa时,随着强度比值由1降低到0.5时,拼焊板的冲压回弹角由10.3°降低到5.8°,当基材屈服强度为100MPa时,随着强度比值由1降低到0.5时,拼焊板的冲压回弹角由3.4°降低到2.0°。说明基材屈服强度一定时,随着强度比的降低,即两拼焊板强度差越大,回弹角也随之降低。
由于拼焊板两侧的材料强度不同,屈服强度小的一侧,产生塑性变形所需要的强度低,即较小的应力作用下产生较大的变形。在同等强度条件下变形时,拼焊板两侧材料的变形不一致,屈服强度低的材料容易变形,随着拼焊板强度差值的增加,应变增大,不容易产生回弹现象。因此,当强度比值相同时,回弹随着屈服强度的增加而增大,当基材强度一定时,回弹随着强度比值差异的增加而减小。

表1 不同强度比的冲压成形回弹角
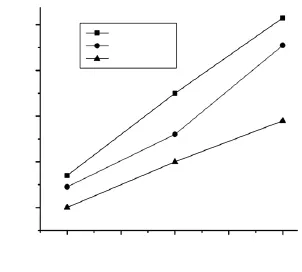
图3 强度比不同的回弹角的变化规律
3 结论
通过采用ABAQUS有限元分析软件,模拟分析了基材强度分别为300MPa、200MPa和100MPa的板料,强度比值分别为1.0、0.8和0.5的几种拼焊板在冲压成形过程中的回弹现象。当强度比值相同时,随着基材屈服强度的增加,回弹角增大。当强度比值由1变化到0.5时,基材强度相同的板材的回弹角随之减小。强度越低,强度比值差异越大,回弹角越小。
[1]李淑慧,林忠钦,倪军,等.拼焊板在车身覆盖件冲压成型中的研究进展[J].机械工程学报,2002,38(2):1-7.
[2]李艳华,林建平.汽车车身激光拼焊板国内外研究进展[J].汽车工程,2014,(6):763-767.
[3]宋燕利,华林.车身覆盖件拼焊板冲压成形技术的研究现状及发展趋势[J].中国机械工程,2011,(1):111-118.
[4]熊保玉.基于CAE技术的汽车前门窗框加强板拉延成形研究[J].锻压装备与制造技术,2016,51(2):84-87.
[5]高超,颜江,李其刚,等.拼焊板盒形件的成形性能与焊缝移动的研究[J].锻压装备与制造技术,2010,45(4):55-58.
[6]段永川,官英平.激光拼焊板焊接工艺及焊后的力学性能[J].塑性工程学报,2014,(3):67-72.
[7]胡宏勋,肖华.拼焊板冲压回弹的数值模拟研究[J].锻压装备与制造技术,2007,42(3):84-86.
[8]伍杰,张蓉,李理,等.拼焊板冲压成形失效的研究进展[J].热加工工艺,2014,43(23):28-30.
[9]龚小涛.凸模圆角半径对板料冲压连接质量的影响规律研究[J].锻压装备与制造技术,2015,50(2):71-73.
[10]叶玉刚,薛勇,段江年.板料成形回弹模拟及补偿技术研究现状[J].锻压装备与制造技术,2009,44(3):18-22.
Simulation study on stamping spring back of plate on the basis of ABAQUS
LIU Xianlan,ZHANG Wenyu,WU Jie,YANG Hui,YAN Hengxuan
(Department of Mechanical Engineering,Hunan Institute of Technology,Hengyang 421002,Hunan China)
The numerical simulation has been conducted to tailor welded plate with different intensity ratio of 1.0, 0.8 and 0.5 by use of ABAQUS 6.10 finite element analysis software.The changing rule of stamping spring back angle has been analyzed.The results show that the minimum spring back angle is 2.0°on the conditions of the yield strength of 100 MPa and the intensity ratio of 0.5.The spring back angle increases with the increase of strength ratio when the intensity of plate is fixed,while the spring back angle increases linearly with the increase of plate yield strength when the intensity ratio is fixed.
Stamping;Spring back;Intensity ratio;Simulation
TG386
A
10.16316/j.issn.1672-0121.2016.05.024
1672-0121(2016)05-0083-02
2016-06-24;
2016-08-12
湖南省科技计划资助项目(HS15016);湖南省大学生研究性学习和创新性实验计划资助项目(20145411814);湖南工学院博士科研启动项目(HQ13001)
刘先兰(1966-),女,博士,教授,从事材料加工工程和金属材料等研究。E-mail:407251701@qq.com
猜你喜欢
今日农业(2022年16期)2022-11-09 23:18:44
机械研究与应用(2022年1期)2022-03-14 03:39:14
建材发展导向(2021年14期)2021-08-23 00:56:24
汽车工艺与材料(2021年5期)2021-05-17 08:31:08
材料科学与工艺(2018年3期)2018-06-21 11:18:14
锻造与冲压(2018年6期)2018-03-20 02:10:11
国际木业(2016年4期)2017-01-15 13:54:26
科技创新与品牌(2016年9期)2016-11-03 09:03:30
科技创新导报(2016年5期)2016-05-14 11:34:34
国际木业(2016年6期)2016-02-28 10:26:55
