制造过程质量管控软件系统设计与实现
2016-12-06 05:16王桂锋
航空标准化与质量 2016年5期
王桂锋
(中航工业综合技术研究所,北京 100028)
制造过程质量管控软件系统设计与实现
王桂锋
(中航工业综合技术研究所,北京 100028)
论述了制造过程质量管控软件系统的核心功能和部署设计,介绍了制造过程质量管控软件系统核心功能的设计与实现,并介绍了数据自动采集的实现技术、关联规则提取和决策树数据挖掘技术的应用实现。
质量管控;制造过程;质量管控软件系统
随着现代科学技术的发展,人们对产品质量提出了越来越高的要求,为了保证产品质量达到顾客满意,企业必须在生产过程中控制产品质量特性的波动,防止不合格品的产生,以免造成企业和用户的经济损失。在产品的生产过程中,利用产品的检验数据和生产过程的测量数据,对产品的生产过程进行实时监控,能够及时发现产品质量特性的波动,减少不合格产品。在采集产品质量数据方面,可以充分利用测量仪器的特性,实现自动化的数据采集,可以节省人力成本,也可以避免人为因素引起的数据准确度低的问题。制造过程质量管控软件系统实现了某些测量仪器自动化采集数据的功能,在采集到数据的同时,根据系统用户的设置,使用合适的控制图对产品的生产过程进行实时的监控。另外,制造过程质量管控软件系统也利用收集到的产品质量数据,结合产品的生产过程数据,应用Apriori算法,实现了关联规则的提取功能,应用决策树的C4.5算法,实现了决策树的生成功能,使用关联规则和决策树,可以了解生成过程各环节的依赖关系,发现薄弱环节,进而对生成过程加以改进。
1 系统功能与部署设计
1.1 软件系统的核心功能
制造过程质量管控软件系统包括系统配置、在线监控、数据采集、数据分析与报表、数据挖掘5大核心功能模块。制造过程质量管控软件系统核心功能如图1所示。

图1 制造过程质量管控软件系统核心功能
系统配置模块包括BOM管理、日期范围设置、失控代码设置子功能。BOM管理功能实现了对BOM结构的维护及信息设置功能。日期范围设置功能在数据分析时可实现按动态、静态时间取值分析计算。失控代码表设置功能用来自定义失控原因,实现按照失控原因进行数据分析。
在线监控模块包括零件监控、关键特性监控、关键工序监控等子功能。零件的监控功能实现了在一个监控界面同时监控该零件的关键工序是否受
控,关键工序的监控能够监控关键工序是否受控以及波动情况,关键特性的监控实现了在一个监控界面同时监控该关键特性的所有关键工序是否受控。
数据采集模块包括三坐标测量仪数据采集、数显卡尺数据采集、照相测量设备数据采集3个子功能。该模块实现了在数据测量的同时,将测量数据采集到系统的数据库中,在系统的在线监控功能模块中,能够实时的观测到采集的数据和相应的状态。
数据分析模块包括过程能力计算、成组过程能力计算、不合格类型统计、工序能力汇总报表等子功能。该模块实现了按动态、静态时间取值分析计算。
数据挖掘模块包括关联规则提取和生成决策树2个子功能。关联规则提取使用Apriori算法,生成决策树使用C4.5算法。
1.2 部署架构设计
制造过程质量管控软件系统部署架构由WEB服务器、数据库服务器、系统客户端以及数据采集客户端组成,它们通过局域网络相连接。WEB服务器和数据库服务器可以合并,也可以独立部署。系统客户端不需要额外部署软件,用户只需要使用浏览器通过局域网连接就能访问到部署在WEB服务器上的应用程序。 数据采集客户端分别连接不同的数据测量仪器,并部署相应的客户端程序,数据采集客户端也通过局域网连接访问部署在WEB服务器上的应用程序和数据库。制造过程质量管控软件系统部署架构如图2所示。
2 制造过程质量管控系统设计与实现
制造过程质量管控软件系统采用流行的B/S架构,使用开放源代码的关系型数据库管理系统mysql集中统一管理数据。制造过程质量管控软件系统基于稳定成熟的.net平台,采用Silverlight技术,使用C#语言进行开发,具有一次安装,多个客户端免安装的特点,大大简化了系统维护工作。
2.1 在线监控
软件系统的在线监控功能主要包括零件的监控和关键工序的监控。零件的监控功能实现了在一个监控界面同时监控该零件的关键工序是否受控,在监控图中使用特定的图形符号代表要监控的零件对应的关键工序,当图形符号不断闪烁时表示该符号对应的关键工序不受控,用户可以设置监控背景图和关键工序在背景图上的显示位置。关键工序的监控通过控制图实现,能够监控关键工序是否受控以及波动情况,系统提供的控制图包括统计控制图、彩虹图和运行图。统计控制图包括均值—极差控制图、均值标准差空图、单值—移动极差控制图等。彩虹图包括双侧公差彩虹图、单侧上限彩虹图和单侧下限彩虹图。
在线监控功能实现的技术要点和难点在于实时性,目前WEB应用的实时功能实现技术主要有两种,一是采用轮询机制,二是采用推送机制。轮询机制就是由系统定时向服务器发出询问请求,服务器接收到请求,若存在新数据,则返回新数据,否则返回没有新数据的反馈信息,系统接收到返回信息后对数据进行相应的处理。推送机制即就是当服务器有新数据到达时,主动发送数据给系统,系统接收到数据对数据进行相应的处理。轮询机制由于存在轮询周期,并不能做到真正的实时,但一般轮询周期都比较短,可以忽略。轮询机制的另外一个问题就是当系统以固定频率向服务器发起请求的时候,服务器端的数据可能并没有更新,这样会带来
很多无谓的网络传输。推送机制能够实现真正的实时,但系统客户端和服务器之间需要建立长久连接,保持连接状态会浪费服务器端的资源,并且连接比较容易中断。制造过程质量管控软件的在线监控功能,采用了轮询机制实现实时的在线监控,用户可以根据实际需要,对轮询周期进行设置。

图2 制造过程质量管控软件系统部署架构设计
2.2 软件系统的数据自动采集实现
软件系统采用数据库的方式集中统一管理采集的数据,提供了多种数据采集方式。在线监控功能定时通过网络从数据库获取采集的数据,数据采集终端通过网络实时传递数据到数据库。数据采集方式包括由用户通过软件系统提供的数据采集界面录入数据、用户使用仪器测量数据,通过连接测量仪器的工作站电脑读取数据并通过网络将数据传递到数据库、从其他现有软件系统自动提取所需的数据。关于软件系统中的自动数据采集功能,除了要解决从测量仪器读取测量的数据之外,还要对不同测量仪器的数据进行分析整理,将数据规范化、统一化,即使用系统统一的方式管理数据。
系统实现了三坐标测量仪数据采集、数显卡尺数据采集、照相测量设备数据采集3个子功能。
2.2.1 三坐标测量仪数据采集
三坐标测量仪使用过程中是需要人为控制的,一般的操作步骤为建立三坐标(系统会默认一个三坐标),用标准件对坐标进行校验,在测量工件上选取几何元素,对几何元素进行测量,收集数据信息。使用三坐标测量仪测量时,会产生相应的数据文件,这些数据文件具有相对固定的数据格式,并且是可访问的,可以从这些文件中提取到测量信息。三坐标测量仪数据采集客户端监控三坐标测量仪的数据文件,当监听到创建新文件事件时,通过文件解析程序解析新文件,并将解析到的测量数据通过系统的数据采集服务接口写入数据库,并依据用户设置的控制图对数据进行分析,确定数据的状态。
2.2.2 数显卡尺数据采集
数显卡尺是利用电子测量、数字显示的原理,对两测量面相对移动分隔的距离进行读数测量的用具,是机、电、光一体化的产品,尺身上已经没有刻度值作为读数的依据,它由3部分组成,机械尺身、定栅尺和电子部件。数显卡尺测量数据时,可以通过接收其连接的USB接口消息获取数显卡尺测量的数据。数显卡尺数据采集客户端提供了监听USB接口消息的功能,当接收到消息,解析消息后得到测量数据,通过系统的数据采集服务接口写入数据库,并依据用户设置的控制图对数据进行分析,确定数据的状态。
2.2.3 照相测量设备数据采集
照相测量设备的原理类似于照相机拍摄照片而得名,是为满足工业设计行业应用需求而研发的产品,它集高速扫描与高精度优势,可按需求自由调整测量范围,从小型零件扫描到车身整体测量均能完美胜任,具备极高的性能价格比。照相测量设备使用TCP协议传输测量的数据,照相测量设备数据采集客户端通过socket连接到照相测量设备指定的TCP端口,并监听TCP消息,当接收到消息后,解析消息得到测量数据,通过系统的数据采集服务接口写入数据库,并依据用户设置的控制图对数据进行分析,确定数据的状态。
2.3 数据分析
制造过程质量管控软件数据分析模块主要解决了两类问题:一是可实现按动态、静态时间范围进行分析计算,即在用户使用数据分析功能时,系统根据用户预设时间条件,自动提取满足时间条件的数据进行分析计算。日期范围设置如图3所示。二是成组过程能力计算,即针对产品不同关键工序的数据,进行归一化处理之后再进行过程能力计算。
2.4 数据挖掘
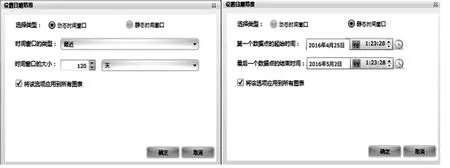
图3 动态、静态日期范围设置
软件系统的数据挖掘功能实现了关联规则提取和生成决策树功能。关联规则是指在大型的数
据库系统中,迅速找出各事物之间潜在的、有价值的关联,用规则表示出来,经过推理、积累形成知识后,得出重要的相关联的结论。为了发现有意义的关联规则,需要给定两个阈值最小支持度和最小可信度。挖掘出的关联规则必须满足用户规定的最小支持度,它表示了一组项目关联在一起需要满足的最低联系程度。挖掘出的关联规则必须满足用户规定的最小可信度,它反映了一个关联规则的最低可靠度。决策树是一个类似于流程图的树结构,其中每个内部节点表示在一个属性上的测试,每个分支代表一个测试输出,而每个树节点代表类或者类分布。树的最顶层节点是根节点[1]。
软件系统实现关联规则提取和生成决策树功能时,将三坐标测量仪测量的终检数据作为关联规则的结果项,将产品生产的过程数据作为关联规则的影响项,用户需要设置两个阈值最小支持度和最小可信度,其中最小置信度阀值范围为(0,1),默认为0.8,最小支持度阀值范围为(0,1),默认为0.1。使用关联规则的Apriori算法[2]进行计算,生成关联规则,并给出了每条关联规则的置信度、支持度、提升度。系统利用决策树的C4.5算法[3]生成决策树。
3 结束语
制造过程质量管控软件系统能够帮助企业在生产过程中控制产品质量特性的波动,进行产品过程改进,防止不合格品的产生,以免造成企业和用户的经济损失。制造过程质量管控系统仍然有许多不足和需要改进的地方,比如数据自动采集功能,企业使用的测量仪器种类繁多,且大多未提供数据接口,目前只是实现3类测量仪器的自动数据采集,对于企业使用的其他测量仪器,未能实现自动化数据采集,仍然需要采用人工参与的方式采集数据。另外,关于数据挖掘功能,由于企业产品的检验数据和生产过程数据大多缺乏关联关系,很难将检验数据和生产过程数据对应起来。
[1][美]Jiawei Han. 数据挖掘概念与技术 [M]. 北京:机械工业出版社,2001.8.
[2]马广平. 关联规则挖掘Apriori算法的改进 [J]. 电子技术与软件工程,2014年19期.
[3]杨学兵,张俊. 决策树算法及其核心技术 [J]. 计算机技术与发展,2007年01期.
(编辑:雨晴)
F273.2
C
1003-6660(2016)05-0020-04
10.13237/j.cnki.asq.2016.05.005
[收修订稿日期]2016-05-13
猜你喜欢
昆钢科技(2022年2期)2022-07-08
新世纪智能(数学备考)(2021年9期)2021-11-24
昆钢科技(2021年1期)2021-04-13
石材(2020年4期)2020-05-25
当代陕西(2019年15期)2019-09-02
建材发展导向(2019年10期)2019-08-24
电子制作(2018年16期)2018-09-26
学苑创造·A版(2018年11期)2018-02-01
科学与财富(2016年32期)2017-03-04
读者(2017年5期)2017-02-15