
平面钢闸门现场组焊质量超声波检测
2016-12-02 07:48:59曹佳丽徐亚楠马萧萧
水电与抽水蓄能 2016年4期
赵 强,曹佳丽,徐亚楠,马萧萧
(国网新源控股有限公司技术中心工程技术所,北京市 100161)
平面钢闸门现场组焊质量超声波检测
赵 强,曹佳丽,徐亚楠,马萧萧
(国网新源控股有限公司技术中心工程技术所,北京市 100161)
对在建抽水蓄能电站的平面钢闸门进行焊接质量进行超声波复检时,结果发现闸门面板对接焊缝存在超标缺欠,主要表现为长条形的根部未焊透。形成的原因经研究分析为,闸门现场组焊时根部对口间隙不符合要求引起的是其主要原因。在初次进行超声波检测时,由于对检测标准中对于该焊接位置及工艺的理解偏误差造成对超标缺欠的误判。经重新评定,判定该缺欠为不合格缺陷,并根据形成原因对焊接工艺及超声波检测过程提出了建议。
平面钢闸门;超声波检测;焊接工艺
1 检测过程
闸门普遍地应用于水利水电工程的泄水、水闸与排灌系统以及引水发电系统中,闸门的安装是水利建设施工中重要的金属结构工程项目。为了更好的控制闸门的施工质量,对某在建抽水蓄能电站上水库进/出水口2号闸门及下水库泄放洞闸门的现场安装的部分焊缝进行超声波复查,复查是在焊接完成且质量检验合格的基础上进行的。主要针对闸门面板对接焊缝、边梁翼板对接焊缝、边梁腹板对接焊缝进行超声波复查。上水库进/出水口2号闸门检测的位置如下:
(1)对闸门面板的1条对接焊缝(底节门叶和第二节门叶间)进行了超声波检测,抽检长度为1800mm,材质为Q345B,板厚为22mm。
(2)对边梁腹板的2条对接焊缝(底节门叶和第二节门叶间的左、右边梁腹板对接焊缝)进行了超声波检测,抽检长度为1142mm×2,材质为Q345B,板厚为30mm。
(3)对边梁后翼缘板的2条对接焊缝(底节门叶和第二节门叶间的左、右边梁后翼缘板对接焊缝)进行了超声波检测,抽检长度为450mm×2,材质为Q345B,板厚为36mm。
下水库泄放洞事故闸门的现场安装焊缝具体抽检位置为:
(1)对闸门面板的1条对接焊缝(顶节门叶和第二节门叶间)进行了超声波检测,抽检长度为1500mm,材质为Q345B,板厚为16mm。
(2)对边梁腹板的2条对接焊缝(顶节门叶和第二节门叶间的左、右边梁腹板对接焊缝)进行了超声波检测,抽检长度为1000mm×2,材质为Q345B,板厚为20mm。
(3)对边梁后翼缘板的2条对接焊缝(底节门叶和第二节门叶间的左、右边梁后翼缘板对接焊缝)进行了超声波检测,抽检长度为450mm×2,材质为Q345B,板厚为36mm。
(4)对边梁腹板的2条对接焊缝(顶节门叶和第二节门叶间的左、右边梁腹板对接焊缝)进行了超声波检测,抽检长度为350mm×2,材质为Q345B,板厚为24mm。
2 检测结果
超声波检测的灵敏度为H0-14dB,上水库进/出水口2号闸门现场安装面板对接焊缝发现了4处不合格缺陷,长度分别为40mm、100mm、20mm、20mm。依据《水电工程钢闸门制造安装及验收规范》(NB/T 35045—2014),按照GB/T 11345—2013检测,检测等级B级,按照GB/T 29712—2013中《焊缝无损检测超声检测验收等级》的验收等级2级评定为不合格。
下水库泄放洞闸门现场安装的面板对接焊缝发现了1处不合格缺陷,长度为100mm。依据NB/T 35045—2014《水电工程钢闸门制造安装及验收规范》,按照GB/T 11345—2013《焊缝无损检测超声检测技术、检测等级和评定》检测,检测等级B级,按照GB/T 29712—2013《焊缝无损检测超声检测验收等级》中的验收等级2级评定为不合格。
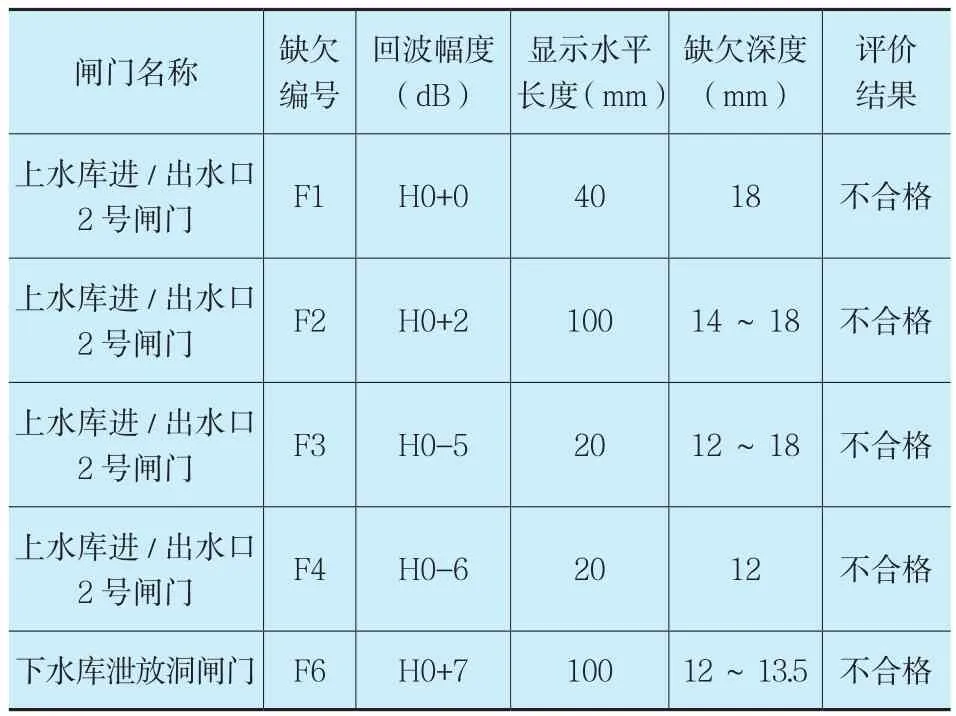
表1 焊缝缺陷位置及大小Tab.1 The position and size of defects
3 原因分析
在长期以来的水利工程金属结构安装过程中,一般大中型水利枢纽及电站的闸门外形尺寸及整体重量都较大。受制于运输的影响,在设计闸门实际制作过程中,会在整体制作完成后再进行分节解体,这样运输就不会受影响,运输至工地后进行焊接组装。实际工作中,设计单位只提出闸门的整体要求及尺寸,对于门叶分节位置一般不做要求,由闸门制造单位进行深入设计。
3.1 闸门设计及现场组焊工艺存在的问题
闸门制造厂深入设计后会提出现场安装的工艺要求,在工地现场由施工单位进行组装。分节闸门的安装不外乎两种安装方法,一种是水平组装方法,另一种则是闸槽内垂直组装方法。如果闸门整体尺寸及重量不是太大,而且施工现场有较大的施工位置能够摆放多节闸门,有较平坦的场地来布置拼装平台,这样的情况可考虑采用水平组装法组装闸门。大型水利枢纽及大型电站的闸门整体尺寸及重量都很大,本工程的上水库进/出水口2号闸门外形尺寸为6800mm×7100mm×1200mm,重量为47t,下水库泄放洞闸门外形尺寸为7200mm×7600mm× 1250mm,重量为43t,即使分节后单节的尺寸及重量还是会比较大,这种情况下,如果采用水平组装法施工,需要非常大的施工场地,而且组装成整体后,由于闸门尺寸及重量很大,在闸门吊装时需要利用起重量非常大的吊车,受进场公路或则现场条件的限制,甚至于大型吊车根本就到不了施工现场,这样的情况一般考虑采用垂直组装法组装闸门。

图1 焊缝根部缺陷示意图Fig.1 Schematic diagram of weld root defect
现场组焊一般采用V型坡口,采用手工焊条电弧焊进行单面焊。本工程中闸门制造厂家给出的现场安装要求为面板对接焊缝的对口间隙为2mm。由于钢闸门体积和重量均非常大,现场组焊时很难控制根部对口间隙。且由于对口间隙很小,采用焊条电弧焊时,大直径的焊条很难塞入根部保证根部熔透,从而形成根部未焊透。本次抽检过程中发现的缺陷基本均属于根部未焊透。
由此可以说明,造成闸门面板对接焊缝超声波抽检不合格的原因是现场焊接时,由于根部对口间隙过小,引起根部未焊透,且缺陷沿焊缝方向呈长条状。
3.2 对于检测标准理解的问题
平面钢闸门进行安装时,依据NB/T 35045—2014《水电工程钢闸门制造安装及验收规范》,门叶面板对接焊缝属于二类焊缝,超声波检测的检测长度不小于焊缝全长的30%。现场安装完成后进行超声波检查时也发现了根部未焊透的问题,在缺陷判断时按照NB/T 35045 —2014《水电工程钢闸门制造安装及验收规范》4.5.7,“单面焊且无垫板的对接焊缝,根部未焊透深度不应大于板厚的10%,最大不超过2 mm,但长度不大于该焊缝长度的15%”,认为闸门面板对接焊缝属于单面焊,个别部位的未焊透未超过板厚的10%或2mm,因此判定为合格。
单面手工电弧焊时,根部成型主要利用焊工的手法进行双面成型,难点在于既要保证根部熔透,又要保证背部成型且无焊瘤、咬边等缺陷。NB/T 35045—2014《水电工程钢闸门制造安装及验收规范》4.5.7关于单面焊允许根部未焊透正是由于上述原因。但此处的判定原则并不适用于钢闸门面板对接焊缝,因为闸门面板对接焊缝安装时,背部的后翼缘板起到垫板的作用,垫板的作用避免在施焊第一层熔敷金属时,该层熔化金属从接头根部穿漏,对于带坡口的闸门面板对接焊缝,当对口间隙过大时,也起到了防止烧穿的作用。采用垫板焊接时,不允许根部有未焊透。
4 建议对策
由于钢闸门尺寸和重量较大,制造厂在完成分段制造后需要运至现场进行组装焊接,制造单位需根据钢闸门的特点明确现场安装的技术要点。现场安装单位需结合现场情况及工艺评定结果及打底焊接的焊条直径调整对口间隙,保证根部焊透,并保证单面焊双面成型良好。
现场利用超声波进行焊接质量检测时,应了解钢闸门面板对接焊缝的制造工艺,充分认识面板对接焊缝的焊缝形式及类型,利用相应的检测标准进行评判。
[1]刘延辉.分节闸门安装施工技术解析[J].黑龙江水利科技,2012,(40)11:210-211.
[2]翟忠保.定型钢模板在凤鸣水电站饰面清水混凝土施工中的应用[J],水电与抽水蓄能,2015,1,(4):19-22.
[3]赵海峰,梁小飞,杨维平.充压伸缩式水封系统在锦屏一级大坝工程的应用[J].水电与抽水蓄能.2016,2(2):65-67.
[4]刘艳平,郭曈曈,安保庆.熊光亚.UL-12超声波液位计工程应用比测分析[J].水电与抽水蓄能.2016,2(2):74-77.
[5]高苏杰.抽水蓄能的责任[J].水电与抽水蓄能.2015,1(1):1-7.
赵 强(1981—),男,硕士,高级工程师,主要研究方向:金属材料及焊接、水工结构材料质量检测及评定。E-mail:13810839225@163.com
Ultrasonic Testing of Site Weld Joint of Plane Steel Gate
ZHAO Qiang,CAO Jiali,XU Yanan,MA Xiaoxiao
(Engineering and Technology Department,Technology Center of State Grid Xinyuan Co.,Ltd.Beijing 100161,China)
In a repeated welding ultrasonic testing of plane steel gate of a pumped storage power station under construction was conducted,the unqualified defects were found,which exhibits a type of elongated incomplete penetration defect of the root.By analysis,The main reason for the defect was considered as that the clearance of the compound root didn’t conform to the requirements.In the initial ultrasonic testing,for the inaccurate understanding of the testing standard for the welding position and process, the overweight defects were misunderstood as qualified.Through to the reassessment,such defects were confirmed as unqualified defects.Furthermore,the welding technology and ultrasonic testing process is also proposed according to the forming reason of the defects.
plane steel gate;ultrasonic testing;welding procedure
猜你喜欢
锻压装备与制造技术(2022年2期)2022-05-11 07:03:04
商品与质量(2021年39期)2021-12-05 06:02:28
轨道交通装备与技术(2021年3期)2021-07-15 09:37:44
金属加工(热加工)(2020年12期)2020-02-06 05:59:26
中国科技纵横(2019年17期)2019-12-02 04:09:00
城市道桥与防洪(2019年5期)2019-06-26 00:55:46
腹腔镜外科杂志(2016年11期)2016-06-01 12:10:08
磁共振成像(2015年9期)2015-12-26 07:20:31
实用手外科杂志(2015年2期)2015-08-28 09:50:58
中国水能及电气化(2015年4期)2015-01-26 19:10:03
