悬吊框架式鼻烟壶的制作方法
2016-11-23 09:19黄全华
天工 2016年5期
文 黄 琦 黄全华
悬吊框架式鼻烟壶的制作方法
文 黄 琦 黄全华
介绍范制葫芦中的一种范制悬吊框架式鼻烟壶的制作方法。
范制葫芦;悬吊框架式鼻烟壶;葫芦;范模;
范制葫芦是我国独有的民族工艺,在葫芦幼小时放入有阴文花纹的范模中,等到秋后取出,形状图文如雕刻一般。现存的范制葫芦实物为流往日本的原藏法隆寺、明治间奉献宫中成为御物的“唐八臣瓢”。经笔者实地考察现存于日本东京皇居内的三之丸尚藏馆,日方记载为唐代8-9世纪①[日]宫内厅三の丸尚藏馆:《雅·美·巧》,所藏名品300选.东京:菊叶文化协会,2003.。由此推断,我国唐朝已有娴熟的范制葫芦技艺。至清朝传入宫廷,为康熙、乾隆两帝所钟爱,在宫中开辟园所种植。民间具代表性的有安肃模、三河刘、天津模等,后经战乱等原因均销声匿迹。已故学者、文物鉴赏家王世襄先生有感于范匏在全国业已绝迹,撰写《谈匏器》一稿,于1979年才得以刊出,此后范匏技艺有所恢复却大不如前。
葫芦范制鼻烟壶因受小葫芦自身尺皮薄等条件限制,一旦套入范模中,不是成不了就是皮太薄,强度很低,禁不住正常的盘玩,容易损坏。
下面我们就介绍自行研发的一种悬吊框架式鼻烟壶的制作方法。
近年来,传统鼻烟销售势头非常好,经过我们对葫芦鼻烟具的研究比较和对市场的分析,最终决定设计制作框架式吊坠鼻烟壶(如图1)。其特点如下:用人们广泛认可的吊坠形式来吊鼻烟壶,有一定的装饰性作用,还可让葫芦皮与人体接触,利于包浆上色。传统范制鼻烟壶因其小而不易范制,而我们采用截切的方式取一对葫芦弧片,范制这种弧片的范模尺寸可适当加大到适合范制的尺寸,即一模出四至八片,可制成二至四组产品,难度低,成品率高。范制葫芦的皮厚度适中,镶入金属框架中使用,强度大增,且葫芦的内处理方便。针对已有的鼻烟勺使用时够不到底的情况,我们设计一款伸缩勺(如图2),采用一组相互配合的不锈钢薄管做伸缩外管(如图3)1-3及伸缩内管1-6,伸缩内管1-6的上端内孔配合装入一个定位柱1-4,定位柱的另一端有一个尺寸略小于伸缩外管内壁的定位部分,其上方有两个可装入透气橡胶圈的槽,透气橡胶圈1-5是专门制作外圆周上有透气缺口的,目的是在伸缩勺使用时不因局部空气封闭而产生气压,伸缩外管1-3的下端有定位收口,用以挡住装入其中的伸缩内管1-6上的定位柱1-4而不至拉脱,伸缩内管1-6的下端镶入一个实用的铸成的鼻烟勺1-7并用胶粘牢,伸缩外管1-3上端镶入一个内径与外管外径配合,内部为M6高10毫米的铜件1-2,并用胶粘牢,上吊盖1-1总高12.5毫米,下端直径12毫米,下台高1.5毫米,上端为半径5.5毫米的半球,上吊盖1-1中心顶部打直径1.7通孔以备穿入吊绳3,上吊盖1-1下端中心加工M6沉孔深度5毫米。
下面介绍范制葫芦部分的制作方法:


图2
图1是总体的设计成品图外观。
图2是上盖部分连同吊绳的组装示意图。
图3是上盖部分零件分解图。
首先,取一截120毫米、外径为63毫米、壁厚为3毫米的PVC管,上、下端如图四配入尼龙的范模上盖和下托。
其次,在长60毫米、宽50毫米、厚3毫米的金属板上雕刻一个42毫米高、0.6毫米高的观音立像,使其总厚度为2.6毫米,进行手工抛光修整。
再次,在长60毫米、宽50毫米、厚3毫米的金属板上雕刻一个42毫米高、0.6毫米高的全字商标,总厚度为2.6毫米,进行手工抛光修整。
将这两个金属板分别翻制出橡胶注蜡模,用注蜡机各注出4片的蜡板,将所注出的蜡板适当加热弯曲到适合贴到(图4)范模身4的弧度, 将宽度左右等量截切至图4范模身4的四分之一弧长,根据生长特性,套模葫芦下端靠近花脐的部分更容易长得清晰,所以要将4片观音蜡板用电烙铁烫牢在靠近原模上盖5的一端,而将相对图形简单的全字蜡板用电烙铁烫牢在靠近原模下托6的一端。并将原模上盖5和原模下托6配装在原模身4上,用蜡将配合的缝隙烫牢。将整体的装配好的原模用M10内六角螺丝加垫片悬在直径400毫米、厚3毫米的PVC原模底板上,放在一个压力轴承10上。
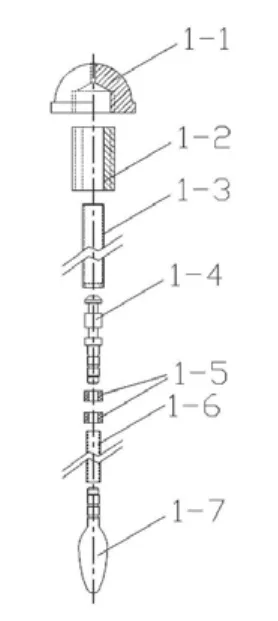
图3
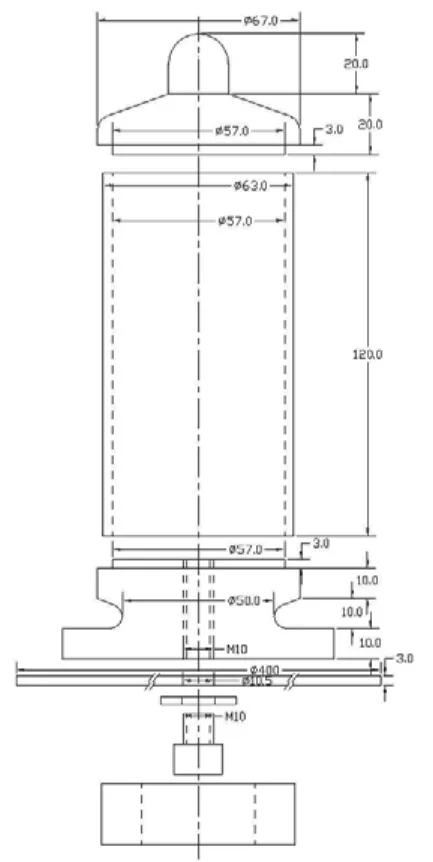
图5
用一个和原模下托内径100毫米、相配合的高度尺寸与原模总高度一致、壁厚3毫米的PVC管,先将此PVC管从纵向切开一个口,以满足灌完石膏后可方便打开,使用时先将此PVC管套入原模下托上,再用胶带将其外围封牢,并在每次灌入石膏前在此PVC管的内壁和原模上刷上隔离剂。调和足量的石膏灌入PVC管中,不要灌满,高度以露出原模上盖顶端的透气孔柱10毫米左右为宜。
第一次灌入适量石膏后,在石膏稍有凝固尚未固牢时,打开PVC管外套纵向沿两图案接缝处切除二分之一石膏。并在留下的石膏壁厚中间适当位置处做四个不等大的定位孔,清理干净后刷上隔离剂,再套上PVC管外套,用胶带将其外围封牢。再灌入石膏将空余部分填满,等石膏固化后打开PVC管,将第一次保留的石膏模取下,清理干净,刷上隔离剂,再套上PVC管外套,用胶带将外围封牢。再次灌入石膏填满,等石膏固化后打开PVC管,将第二次保留的石膏模取下,与第一次取下石膏模合为一体,用铁丝绑牢,并在模具上端拧两个吊模环,整体存放防止变形。以此制作方法可循环多次制作单片模具。
最后,分别选用与两种范模匹配的葫芦,在葫芦小于范模上口尺寸的时候去除葫芦干花套入范模中吊在架上,用橡皮筋将葫芦和范模相对固定。葫芦生长25天之后,将范模打开取下,将范模清理消毒,用铁丝绑牢,并在模具上端拧两个吊模环,以备再次使用。开模后品质差的葫芦可将其剪下,再套其他新长出的葫芦。品质好的范制葫芦待到彻底成熟后取下。将葫芦把的外皮迅速打净,挂在晾晒架上,20天后将葫芦把切除,将瓤子清除,放入高压锅中开锅后蒸30分钟,后用常温水降温,将葫芦瓤子全部清除,迅速打皮后清洗干净,在尚未彻底晾干时挂上浓度为30%的白乳胶,待白乳胶尚未干透时,再次挂上浓度为50%的白乳胶并晾晒,每天用潮湿的纯棉布间隔时间擦拭三次以上,共15天以上,后将其彻底晾干,使葫芦皮色纯正。等葫芦干透后(约20天),用优质耐高温食品级树脂胶内部涂覆,将其截切成观音立像葫芦片7及全字商标葫芦片8,并紧密配入铸好的金属框架2内粘牢。将吊绳3穿入上吊盖1的上孔内,系紧三道扣后,剪掉多余线绳,烧短线绳端,用小铁柱将其压平,用宝石胶将其封口。将组装好的1-2及下部全部拧入1-1中,然后退出2毫米左右,在退出部分少量涂入502胶,并迅速旋紧,待502胶干燥后,将外部残留的502胶清干净,至此上吊盖1部分装配完毕。将装配好的上吊盖1装入鼻烟壶中(如图1),整体制作、装配完成。
猜你喜欢
消费电子(2022年5期)2022-08-15
石材(2022年4期)2022-06-15
养猪(2021年5期)2021-11-27
辽宁省博物馆馆刊(2021年0期)2021-07-23
辽宁省博物馆馆刊(2021年0期)2021-07-23
石油矿场机械(2020年5期)2020-09-29
石材(2020年6期)2020-08-24
收藏界(2019年4期)2019-10-14
中国外汇(2019年10期)2019-08-27
中国海上油气(2012年2期)2012-01-23