基于PLC的抚顺式干馏炉水盆自动加水控制系统
2016-11-22 07:41王秋平陈志强
化工自动化及仪表 2016年2期
王秋平 张 进 魏 浩 陈志强 张 淼
(东北电力大学自动化工程学院,吉林 吉林 132012)
基于PLC的抚顺式干馏炉水盆自动加水控制系统
王秋平 张 进 魏 浩 陈志强 张 淼
(东北电力大学自动化工程学院,吉林 吉林 132012)
针对抚顺式干馏炉水盆加水自动化程度低的问题,采用S7-200 PLC和组态王设计水盆自动加水控制系统。在分析水盆工艺的基础上,给出了系统的硬件组成、部分软件流程和组态王监控画面。测试结果表明:该抚顺式干馏炉水盆自动加水控制系统具有可靠性高、稳定性好的特点,能及时、自动地调整水盆液位并记录运行数据,可以完全取代人工操作。
自动加水控制系统 水盆 抚顺式干馏炉 PLC 组态王 PID控制器
抚顺式干馏炉具有对页岩适应性强、操作简单及运行可靠等优点。但是,抚顺式干馏炉自动化程度低,其现场电动阀门主要为手动控制,现场操作环境恶劣,而且人为误操作和现场事故发生概率较高[1]。近年来,随着炼油工艺技术水平的不断完善与发展,油页岩炼油厂自动化控制受到越来越多的重视。
抚顺式干馏炉是油页岩炼油装置的核心设备,主要完成对页岩的干馏。其基本工艺过程为:干馏炉内的油页岩与烟气和来自加热炉的热瓦斯混合,通过加热实现干馏过程,从而裂解释放出含有页岩油的瓦斯、蒸汽及油烟气等多种混合气体;这些气体通过干馏炉瓦斯集合管被收集后分离出页岩油[2];干馏后的炉渣经底部水盆冷却后用除灰铁锹排出炉外。
水盆一方面使炉内瓦斯气体与炉外空气隔绝(即水封,以保证炉膛的充分燃烧,从而确保干馏过程达到最佳温度),另一方面对炉灰起到降温的作用。如果水盆水位过低,将导致大量的冷空气从炉底进入干馏炉,引起炉膛负压不稳、燃烧恶化甚至灭火,直接影响干馏效率。目前,大多工厂仍然靠人工定期巡查和手动调节阀门开度来实现水盆液位恒定的目标,这种方式不仅效率低,控制效果较差,同时也降低了炼油厂的经济效益。针对此现状,笔者探索研究了一种基于PLC的抚顺式干馏炉水盆自动加水控制系统,实现水盆液位的自动控制。
水盆(图1)是由6块带有弧度的铁板用螺丝连接而成的盆状结构,整个水盆安置在铸钢球架上,与干馏炉炉体不连接。水盆两侧设有两个对称的除灰铁锹,用角铁固定在干馏炉平、裙板上并与炉底成45°角,在东西水平轴线上与炉体成15°角,铁锹下端伸入水封中,与排灰器和水盆配合起到除灰的作用[3]。
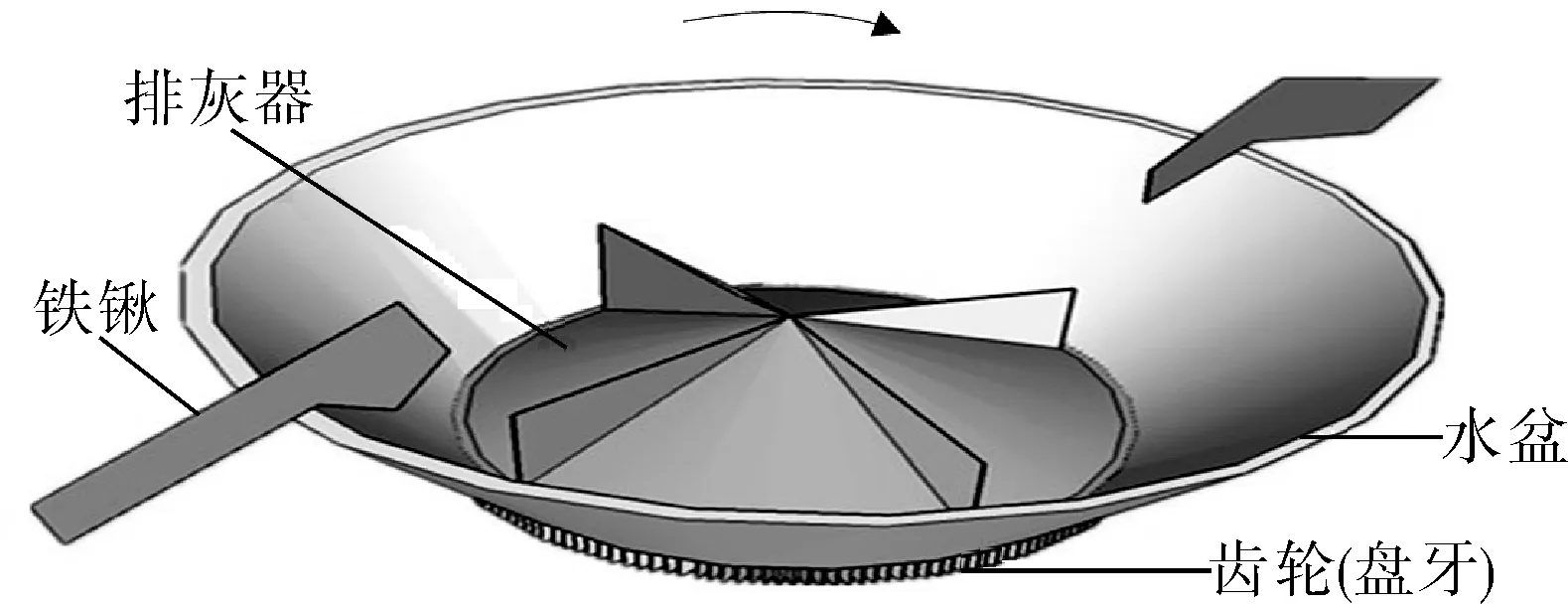
图1 水盆结构
正常工作时,水盆底部的齿轮(即盘牙)随着炉内页岩的干馏情况在变频器的调节下按一定速率旋转,将干馏炉炉膛内的炉渣通过铁锹排出水盆。
干馏后的高温页岩半焦与水盆中的水接触后会产生大量蒸汽,半焦降温的同时使水盆中的水迅速减少。除此之外,水盆中的水还会随着炉渣被挡板排出水盆,造成水的大量流失。如果要保持炉内瓦斯气体与炉外的空气隔绝,当水盆中的水减少时,就需增加水量。
目前油页岩炼油厂自动化水平较低,水盆内水位的控制还是人工控制,即采取每20min人工到现场观察的方式,决策当前时刻水盆内的水量是否满足水封效果的要求。如果不满足要求,则通过人工手动调节方式,调整就地阀门的开度,实现水盆水位的控制。这种方式很难满足控制系统稳、准、快的要求。如果水位过高,则出现溢流现象,造成环境污染;反之就会使水封效果减弱,导致干馏炉内进入大量空气,引发事故。
2 水盆自动加水控制系统
2.1系统原理
由炼油生产工艺过程可知,水盆内的水位主要受水盆转速和干馏炉炉渣温度的影响。当水盆转速升高时,水盆内水位会迅速降低;炉渣温度升高时,水的蒸发量增大,从而导致水盆内水位大幅度下降[4]。为实现水盆液位的自动控制,系统除了需要具有水盆水位的连续调节控制功能外,还需要具有较强的抗水盆转速和干馏炉炉渣温度外部干扰的功能。
根据以上控制要求,水盆自动加水控制系统采用单回路控制技术。控制器选择工业中应用广泛、可靠性高、抗干扰能力强、可实现PID运算、程序设计方便灵活、价格便宜的小型PLC控制器。执行机构选择可接收4~20mA电流信号的自动调整阀。由于水盆中的水油污较大,故测量变送器采用非接触式测量仪表——超声波液位计。控制系统原理框图如图2所示。
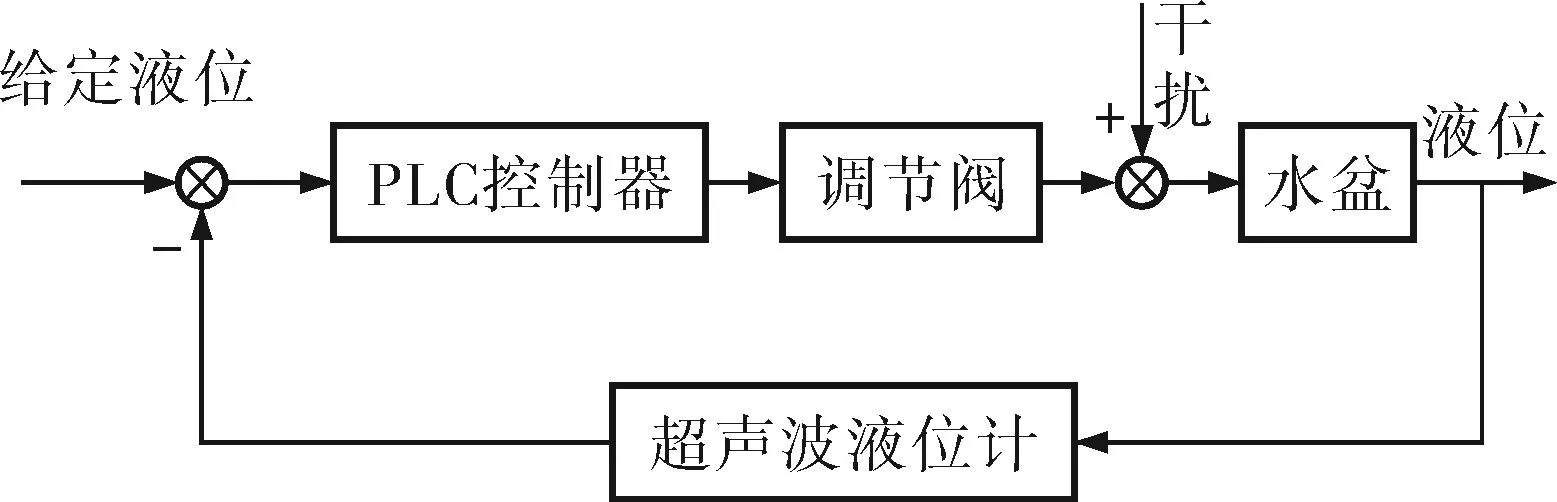
图2 水盆自动加水控制系统原理框图
2.2硬件部分
控制系统的主要任务是根据液位设定值实现液位的自动控制,为此,需实时采集水盆中的液位,并根据采集到的数据来调整阀门的开度。因此系统的输入信号有手/自动切换数字量信号(DI,24V)、超声波液位计测量信号和调节阀开度反馈模拟量信号(AI,4~20mA)。系统的输出信号有高低液位报警数字量信号(DO,24V)和调节阀控制模拟量信号(AO,4~20mA),详见表1。
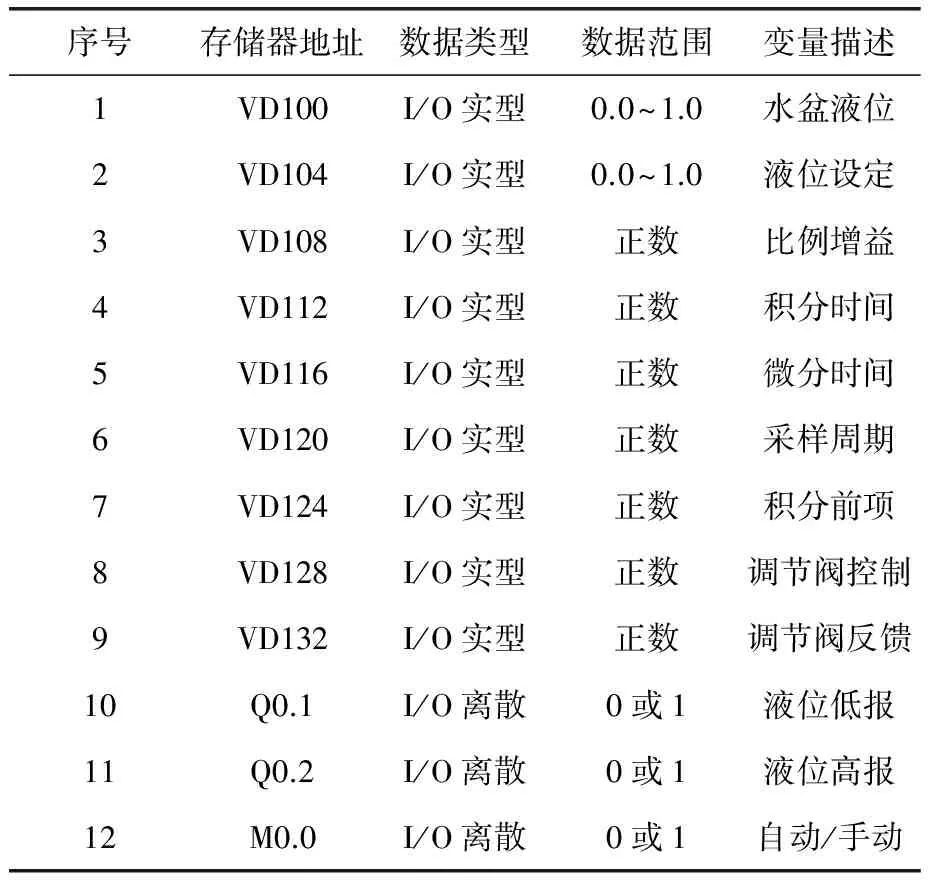
表1 PLC变量
根据上述分析,控制器选择PLC S7-200 CPU226,可支持24路数字量输入和16路数字量输出,可连接7个扩展模块,完全适用于复杂的中小型控制系统。模拟量扩展模块选用EM235,具有4路模拟量输入通道和1路模拟量输出通道,可以满足系统要求。系统组成如图3所示。
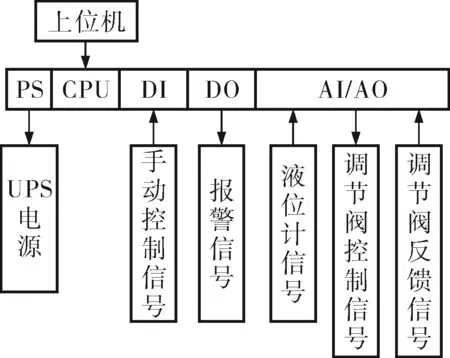
图3 系统组成框图
2.3软件部分
工业PID控制是一种基于误差来消除误差的控制策略,即用误差的过去、现在及其变化趋势的加权来消除误差的控制策略。水盆液位维持在一定范围内即可保证抚顺式干馏炉的正常工作,所以本系统无需达到精确的控制,允许存在少量误差,因此采用PID调节器来完成控制任务[5]。
控制方案:PLC通过模拟量输入/输出模块EM235采集超声波液位计发出的4~20mA信号,然后将其转换成数字信号后与液位设定值进行比较;将比较得出的偏差转换为控制量输出给电动调节阀,电动调节阀根据接收到的4~20mA电流信号对阀门开度进行调节,使水盆自动加水,从而达到调整液位的目的。基于PLC的抚顺式干馏炉水盆自动加水控制系统流程如图4所示。
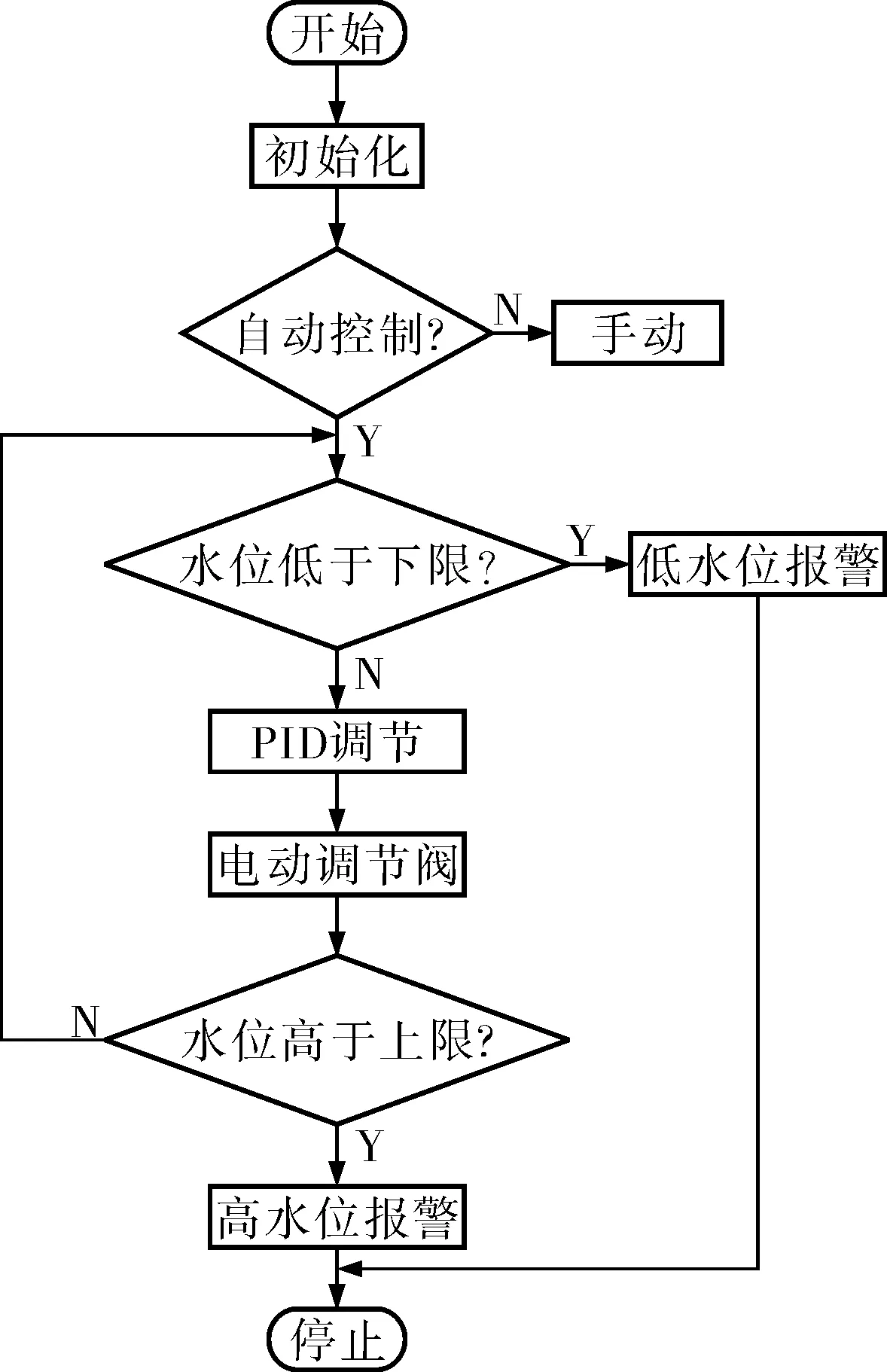
图4 基于PLC的抚顺式干馏炉水盆自动加水控制系统流程
其中,CPU226中的PID指令程序如下:
LD SM0.1//在首次扫描调用初始化子程序
CALL SBR_0
LD SM0.0//装载PID参数并连接PID中断服务程序
MOVR 0.75,VD104//液位设定值75%
MOVR 0.25,VD112//装入回路增益0.25
MOVR 0.1,VD116//装入回路采样时间0.1s
MOVR 30.0,VD120//装入积分时间30.0min
MOVR 0.0,VD124//关闭微分作用
MOVB 100,SMB34//设定中断时间间隔100ms
ATCH INT_0,10//设定定时中断执行PID程序
ENI//允许中断
LD SM0.0//将PV转换为标准化实数
ITD AIW0,AC0//将整数转换成双整数
DTR AC0,AC0//将双整数转换成实数
/R 32000.0,ACO//将数值标准化
MOVR AC0,VD100//将标准化后的PV存入回路表
LD I0.0//在自动模式下执行PID指令
PID VB100,0//回路表起始地址VB100,回路号0
LD SM0.0//模拟量经A/D转换后存入累加器
MOVR VD108,AC0//PID控制器的输出值送入累加器
*R 32000.0,AC0//将累加器中的数值标准化
ROUND AC0,AC0//实数转换为双整数
MOVW AC0,AQW0//将16位整数写入模拟量输出D/A寄存器
2.4监控画面
上位机通过组态王实现监控画面,当给定液位设定后,控制器会自动调节阀门开度使液位保持在设定值,以达到自动控制的目的。组态王通过RS485/232实现与PLC的实时通信,从而实现对PLC的监控和实时调整。
水盆自动加水控制系统的组态王监控画面(图5)设有操作员和管理员权限,操作员只有操作权限,管理员有操作、修改参数及系统测试等高级权限。画面主要由水盆、加水管、调节阀及超声波液位计等组成,实现水盆加水的整体流程显示、电动调节阀开度显示、设定液位值、实时液位与历史曲线显示和超声波液位计工作状态的显示。
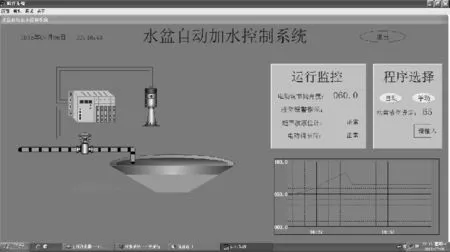
图5 组态王监控画面
3 结束语
笔者设计的基于PLC的抚顺式干馏炉水盆自动加水控制系统,不仅实现了水盆液位的自动控制,还设计了监控画面,组态软件与可编程控制器的结合极大地提高了操作效率,减少了工人的劳动强度。该系统可靠性高、结构简单、在现有水盆加水系统的基础上改造方便,更符合现代化工厂的要求,有很好的应用前景。
[1] 杨庆春,张俊,杨思宇,等.油页岩综合利用过程建模与技术经济分析[J].化工学报,2014,65(7):2793~2801.
[2] 王擎,肖冠华,孔祥钊,等.固体热载体干馏桦甸油页岩试验研究[J].东北电力大学学报,2013,33(5):15~21.
[3] 苏洪利.抚顺式页岩干馏炼油工艺原理及炼油核心装置干馏炉安装工艺[DB/OL].http:www.docin.com/p-627826791.html qq-pf-to=pcqq.c2c,2012-03-28.
[4] 秦宏,马佳波,刘洪鹏,等.500t/d油页岩干馏系统的半焦燃烧输送数值模拟[J].东北电力大学学报,2013,33(5):1~5.
[5] 陈东亮.基于PLC和组态王的热媒炉控制系统[J].化工自动化及仪表,2014,41(5):587~589.
PLC-basedAuto-controlSystemforWater-feedingofFushun-typeRetortBasin
WANG Qiu-ping, ZHANG Jin, WEI Hao, CHEN Zhi-qiang, ZHANG Miao
(SchoolofAutomationEngineering,NortheastDianliUniversity,Jilin132012,China)
Considering low automation degree of water-feeding of Fushun-type retort’s water basin, S7-200 PLC and KingVIEW were adopted to design an auto-control system for the water-feeding operation. Through analyzing the water basin, the control system’s hardware configuration, some software flow charts and kingVIEW’s monitoring graphics were presented. The test results show that this auto-control system for the water-feeding boasts high reliability, good stability, timely adjustment of the basin level and auto-recording of the operating data and it can completely replace the manual operation.
control system for water-feeding operation, water basin, Fushun-type retort, PLC, KingVIEW, PID controller
TH862
A
1000-3932(2016)02-0117-04
2015-07-10基金项目:吉林省重点科技攻关项目(20140204004SF)
猜你喜欢
中外文摘(2022年15期)2022-11-21
石油实验地质(2022年1期)2022-02-26
现代电子技术(2021年3期)2021-02-02
宝藏(2020年8期)2020-10-16
智能城市(2019年14期)2019-08-15
特种油气藏(2018年5期)2018-12-04
广东第二课堂·小学(2018年9期)2018-10-24
电子制作(2017年23期)2017-02-02
中国教育技术装备(2016年20期)2016-12-12
船海工程(2007年4期)2007-09-20