
机械加工工艺技术误差分析与控制
2016-11-19 06:34李明明白志红
工业技术创新 2016年5期
李明明,白志红
机械加工工艺技术误差分析与控制
李明明,白志红
(许继电气股份有限公司,河南许昌,461000)
机械加工过程中过量的误差影响机械产品性能。在研究分析机械加工工艺技术误差来源的基础之上,确定了误差来源,主要包括定位误差、机床制造误差和工具几何误差;分析了相应的误差控制方法,包括误差补偿法、直接减小误差法和误差分组法,并加以比较;最终提出了三种误差控制方法在不同机械加工中的应用特征。对实践工作有参考价值。
机械产品;加工工艺;误差分析;误差控制;精度
引言
机械加工工艺技术在一定程度上决定了机械产品的精确度和可靠性。近年来,受产品精细化发展趋势的影响,人们对机械产品质量的要求越来越高。然而在实际过程中,加工所得产品的参数与规划设计之间总是不可避免地存在一定误差,如果误差超过标准范围,必然会影响其使用性能。因此,必须加强机械加工工艺技术中的误差分析,并在此基础上探寻提升工艺技术的措施,从而确保产品质量最优化。
1 机械加工工艺
在机械加工中,工艺员根据加工设备条件、待加工产品数量,以及工人加工素质等实际情况,确定应采用的工艺过程,并把相关加工内容和要求制成工艺文件,这些工艺文件也称为工艺规程,是组织生产的重要技术文件。由于各个工厂的实际生产情况和工艺流程各不相同,因此工艺规程的针对性较强。
所谓机械加工工艺过程,是指通过机械加工改变毛坯的表面质量、尺寸与形状等,使其成为零件的过程。例如,一个普通零件的粗加工、精加工、装配、检验、包装等过程,为一套完整的机械加工工艺过程。以上过程中所采用的技术,称作机械加工工艺技术。
2 误差来源
在机械加工工艺过程中,会受到加工环境、人员操作以及车床自身等因素的影响,导致加工所得工件与设计尺寸之间存在较大差异,尤其是对于一些对紧密度要求较高的“高精尖”设备,如果误差过大,将会失去利用价值,造成材料浪费和经济损失。因此,必须详细分析机械加工工艺技术误差来源,为误差控制奠定基础[1]。
2.1定位误差
在利用机床进行产品加工时,往往需要选择该产品上的某一几何要素作为定位基准。然而,受到人为操作或零件自身因素的影响,很容易导致基准定位不准确,为后期机械加工造成负面影响。通常来说,在机械加工阶段所产生的定位误差主要分为两大类:定位参照误差和基准不重合误差。
2.1.1定位参照误差
使用数控机床进行机械加工时,工件是以计算机上的数字模型为基准,通过程序控制指令进行复制加工。然而,如果数字模型与待加工工件之间的定位参照存在明显误差,就会导致后期出现配合间隙,所加工出来的工件与模型之间存在较大差距,难以满足实际使用需求,造成材料浪费。
2.1.2基准不重合误差
除了参照计算机数字模型进行工件加工外,还可利用已有的实际工件进行工件加工复制。在加工之前,需要将标准件与加工模板对齐,保证两者之间的基准重合。然而,由于加工过程中会产生机床振动,导致两者之间的基准出现偏差(如图1所示),如果不能及时进行基准调整,后期加工出来的工件往往会出现变形等问题。

图1 基准不重合误差
2.2机床制造误差
根据机床制造误差的产生来源,可将其分为三类:传动链误差、导轨误差和主轴回转误差。
2.2.1传动链误差
机床传动链的传动来自位于机床两端的传动滚筒引导。由于两端滚筒存在一定的水平高度差,因此在相对运动阶段就会产生传动误差。通常来说,这种传动误差并不会直接影响机床工件的加工精度。然而,由于机床自身装配和结构特点的制约,传动链在运动过程中,还会使得机床其他构件发生同步运动,有可能对机床工件的加工精度造成负面影响。
2.2.2导轨误差
机床导轨除了用于固定工件外,还能够为工件基准位置的确定提供参考依据。然而,随着机床使用年限的增长,导轨表面磨损、不均匀等问题也会逐渐突显,如果仍以导轨作为衡量基准,必然会产生误差。
2.2.3主轴回转误差
导致主轴回转误差的因素较多,除了轴承自身磨损、老化外,还有在加工阶段出现的同轴转速误差、主轴绕素误差,以及回转误差等。由于主轴在机械加工中发挥主要作用,因此其一旦出现回转误差,将直接影响零件加工精度[2]。
2.3工具几何误差
除了上述必要加工设备外,在进行机械加工时,还需应用到各类辅助工具,如果工具选用不合理,或是工具本身存在一定问题,也有可能导致机械加工过程中出现误差。以夹具为例,其主要作用是将被加工模板固定在机床上,其产生的几何误差主要体现在两方面:一是夹具在长期使用过程中,出现磨损或松动,导致工件固定不稳,那么后期加工就容易出现工件位移,造成加工误差(如图2所示);二是夹具的加工位置出现偏差。以刀具为例,其作为一种易耗材料,在工件加工过程中必然会出现一定磨损(如图3所示)。磨损到一定程度后,在预定的加工时间内就难以取得预期的加工效果,使得工件尺寸、加工进度等都无法达到标准要求。除了刀具精度以外,刀具种类的选择、刀具尺寸的选用等,也会成为影响机械加工工艺的重要因素。

图2 加工误差
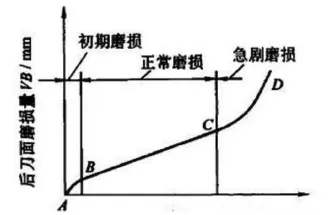
图3 刀具磨损偏差(单位:mm)时间t的变化曲线
3 机械加工工艺技术误差控制
3.1误差补偿法
误差虽然不可避免,但可通过人为参数修改和机械调整实现误差补偿,达到误差控制的目的。实施该方法的前提条件是机械加工中的误差可见,即在进行加工之前,相关设备管理人员能够清晰了解造成工件加工误差的直接原因,从而以此为出发点,有针对性地采用误差补偿措施。例如,在制作数控机床上的滚珠丝杠时,考虑到其后期会因频繁操作出现磨损,导致其螺距减小,因此在装配时预加了一拉伸力,间接增长了其螺距,从而能够有效避免上述问题。
3.2直接减小误差法
对于一些单独工件,往往不适宜采取误差补偿法。对于这些一次性加工完成的工件来说,其误差的产生主要来源于加工硬件的精度,例如章节2.3中提到的刀具误差、夹具误差等。因此对于此类问题,首先需分析影响工件误差的决定性因素,随后采取直接减小误差法。直接减小误差法的应用优势主要体现在以下两方面:首先,极大简化了机械加工流程[3]。与其他几类误差处理方法相比,直接减小误差法不需在后期进行设备调整和器具更换,因此极大提升了机械加工效率;其次,误差处理效果好。直接减小误差法的目的是从机械加工的源头上进行误差防控,从而避免后续加工过程中不可控因素的发生。
3.3误差分组法
在机械加工工艺过程中,有时会出现下列问题:虽然其中一个工序的工艺能力充足、加工精度稳定,但在上一工序对半成品的加工时,由于精度太低,引起复映误差或定位误差过多,从而难以保证精度。若要求提供上一工序加工精度或毛坯精度,通常不是经济合理的做法。这时可采用误差分组法,将半成品或毛坯尺寸按照误差大小分成若干组,每组毛坯误差就会相应缩小[4]。尔后,调整工件与刀具的相对位置,或调整定位元件,以缩小整批工件尺寸分布范围。误差分组法的优点在于能够及时发现并修改误差。在章节3.1和3.2的两种误差控制方法中,一旦在工件加工过程中出现明显误差,只能终止加工过程,影响整个工件的加工效率。误差分组法可在加工过程中实现误差分化,从而确保机械加工的持续性和经济性[5]。
4 结语
机械加工精确度是衡量一个国家工业技术水平的标尺之一。在我国工业发展由“中国制造”向“中国创造”转变的过程中,保证机械加工工件的精确性和可靠性,已逐渐成为机械加工行业关注的焦点问题。客观来说,机械加工误差是不可避免的,但只要将误差控制在允许范围内,就不会对工件使用产生明显影响。因此,需要不断优化机械加工工艺技术,做好加工阶段的质量检测,为机械加工的精确度提供必要保证。
[1]李建. 机械加工工艺技术的误差原因与策略探讨[J]. 中国科技信息, 2014(17): 134-135.
[2]江敦清. 浅谈机械加工工艺对零件加工精度的影响[J]. 黑龙江科技信息, 2010(16): 7.
[3]陈志. 机械加工工艺对零部件表面完整性的影响分析[J]. 化学工程与装备, 2011(12): 111-112.
[4]郭向东. 机械加工工艺对零件加工精度的影响[J]. 湖南农机, 2013(7): 148-149.
[5]刘东凯. 机械加工工艺对零部件精度的影响[J]. 科技创新与应用, 2013(30): 106.
Error Analysis and Control of Mechanical Processing Techniques
LI Ming-ming, BAI Zhi-hong
(XJ ELECTRIC Co., Ltd., Xuchang, Henan, 461000, China)
Excessive error during mechanical processing will bring adverse effects on mechanical performance. On the basis of research and analysis on origins of error in mechanical processing techniques, correspondent error control methods are put forward and compared with each other. The research shows that the origins of error includes positioning error, machining error and geometric tool error; error control methods include error compensation method, direct error reduction method and error grouping method, the latest of which holds the most persistency and economy. Finally, application characteristics of three kinds of errors in various machining fields are carried out. Research results above provide essential guarantees for improvement of machining precision, laying a perfect foundation for practice.
Mechanical Product; Processing Technique; Error Analysis; Error Control; Precision
TH161+.2
A
2095-8412 (2016) 05-1013-03工业技术创新 URL: http://www.china-iti.com
10.14103/j.issn.2095-8412.2016.05.050
李明明(1987-),男,汉族,河南驻马店人,助理工程师。研究方向:机械结构设计。
猜你喜欢
化工设计(2020年6期)2020-01-13
中国化肥信息(2019年1期)2019-04-03
劳动保护(2018年8期)2018-09-12
山东工业技术(2016年15期)2016-12-01
山东工业技术(2016年15期)2016-12-01
现代工业经济和信息化(2016年6期)2016-05-17
现代工业经济和信息化(2016年5期)2016-05-17
公民与法治(2016年19期)2016-05-17
当代化工研究(2016年5期)2016-03-20
读者·校园版(2015年7期)2015-05-14
