
防爆元件全气动喷漆设备结构设计
2016-11-19 06:34祁晨宇李现友
工业技术创新 2016年5期
祁晨宇,李现友
防爆元件全气动喷漆设备结构设计
祁晨宇,李现友
(包头职业技术学院,内蒙古包头,014030)
为避免电火花引起安全隐患,通过模型构建和仿真分析,针对一种全气动喷漆设备进行了结构设计。该设备能够对细长型防爆元件进行喷漆作业。喷漆时,喷枪沿防爆元件长度方向做往复直线运动,防爆元件自身做往复旋转运动,以保证喷枪能够对防爆元件进行全方位均匀喷涂。该结构设计提高了喷漆设备安全性和可靠性。
喷漆设备;防爆元件;全气动
引言
由于防爆元件具有爆炸的可能,安全问题特别要重视。在设计防爆元件的喷漆设备时,往往要对电气系统进行复杂的、安全可控的防爆设计,这使得喷漆设备成本大大提升。设计一套不用电气设备的喷漆系统,在降低设备成本的同时,可提升喷漆设备安全性和可靠性。
目前,气动控制系统发展已经比较成熟,气动设备应用也越来越广泛。因此,提出应用全气动方式设计防爆元件的喷漆系统,且通过理论上的计算模拟,通过实验设计了防爆元件全气动喷漆设备,可为防爆元件喷漆工作带来新思路[1-4]。
1 防爆元件全气动喷漆设备需求
该设备采用全气动设计,整体外观如图1所示,设备结构布局如图2所示。设备工作过程中所要实现的三个动作全部采用无杆气缸驱动,避免了使用电气设备时由电火花引起的安全隐患。其中,喷枪的往复直线运动和防爆元件的自转运动相互配合,以实现防爆元件360°全方位无死角喷涂。排风口布置在喷漆设备的后侧,与排风系统相连。
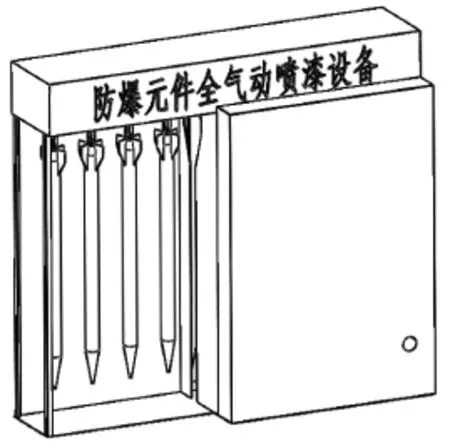
图1 防爆元件全气动喷漆设备整体外观图

图2 防爆元件全气动喷漆设备
2 防爆元件全气动喷漆设备工作过程
设备采用全气动设计,装卸工位、工位切换、喷漆过程以及与无杆气缸驱动的密切配合,需要整体设计要精准对位、自动操作,且喷漆质量要得到保证。具体设计构思如下:
(1)在防爆元件装卸工位,将防爆元件挂接到专用吊具上,如图3所示。
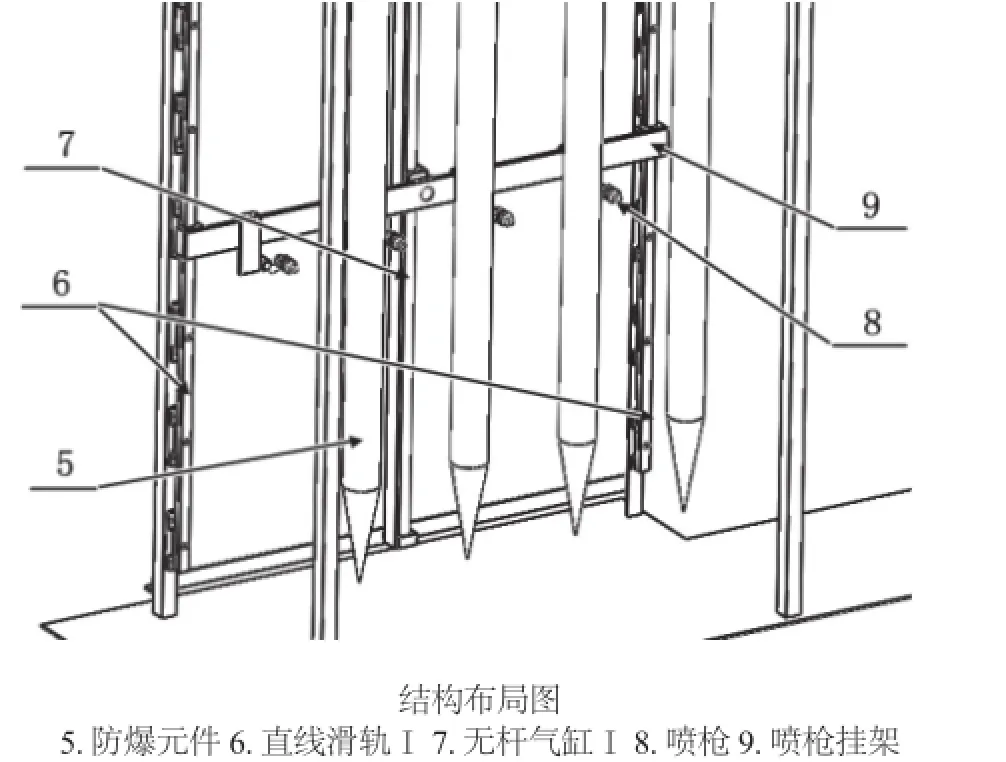
图3 喷漆模块布置图
(2)由工位切换模块—3完成防爆元件的工位切换工作。如图4所示,大安装板—15在无杆气缸Ⅲ—18的推动下,沿直线滑轨Ⅲ—17水平向右移动到达喷漆工位,防爆元件—5通过专用吊具—19与大安装板—15相连接。
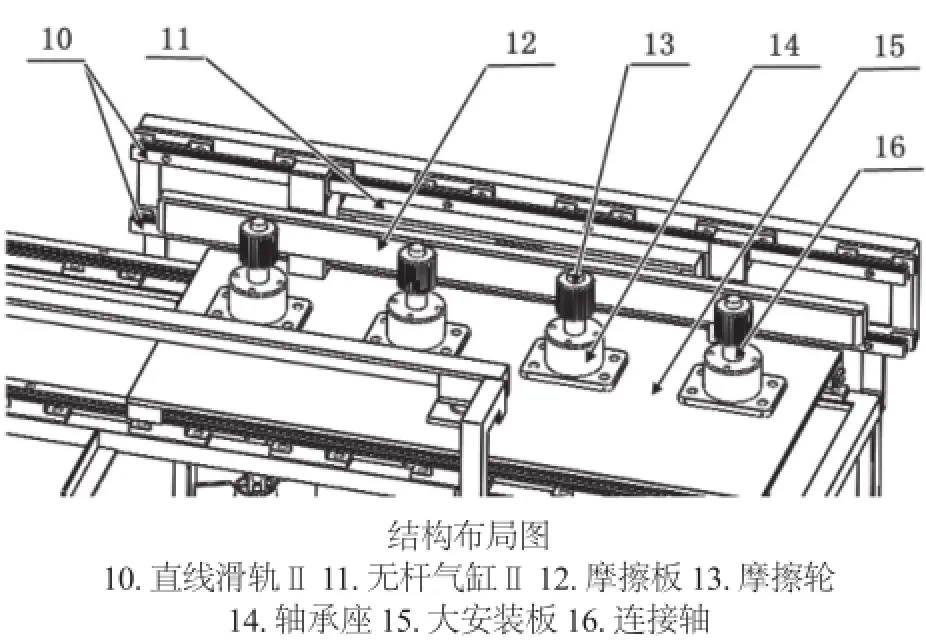
图4 防爆元件自转驱动模块布置图
(3)防爆元件—5进入喷漆工位后,如图5所示,喷枪—8正对防爆元件—5,同时喷枪—8安装在喷枪挂架—9上,喷漆挂架—9在无杆气缸Ⅰ—7的驱动下沿直线滑轨Ⅰ—6做上下往复直线运动,完成纵向喷漆。
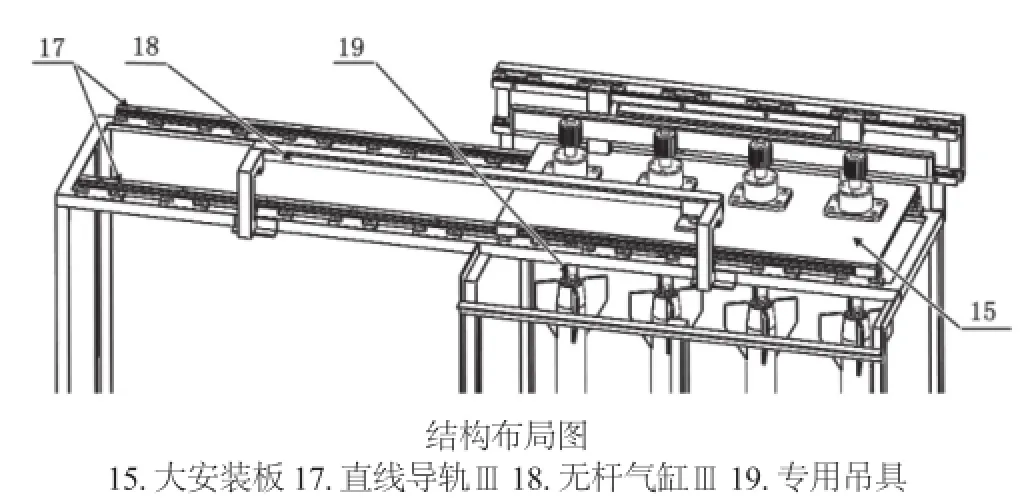
图5 工位切换模块布置图
(4)与(3)同时进行。防爆元件—5进入喷漆工位后,如图4所示,摩擦板—12在无杆气缸Ⅱ—11的驱动下,沿直线滑轨Ⅱ—10做左右往复直线运动,摩擦轮—13与摩擦板—12相接处做往复旋转运动,轴承座—14安装在大安装板—15上,摩擦轮—13通过连接轴—16与占用吊具—19相连,摩擦轮—13做往复旋转的同时,带动防爆元件—5做往复旋转运动,从而实现了防爆元件—5的全方位喷涂,保证了喷漆均匀性。
(5)喷漆结束后,大安装板—15在无杆气缸Ⅲ—18的推动下沿直线滑轨Ⅲ—17水平向左移动,回到装卸工位。
3 喷漆设备理论计算
(1)工位切换模块中的无杆气缸带动大安装板做往复直线运动,总行程为2 000 mm,其中匀加速行程200 mm,用时5 s,根据运动方程
根据式(1)计算得加速度a1为16 mm/s2。同理,根据式(3),匀减速200 mm行程S2的用时t2也为5 s,加速度a3为-16 mm/s2。中间1 600 m匀速直线运动行程S2的用时t2为20 s,故总用时t为30 s。
(2)防爆元件自转驱动模块中的无杆气缸带动摩擦板做往复直线运动,总行程为320 mm,其中匀加速行程和匀减速行程均为160 mm,用时均为4 s,按照式(1)~式(3),同理可得总用时t为40 s。
(3)喷漆模块中的无杆气缸带动喷枪挂架作往复直线运动总行程为1 500 mm,其中匀加速行程和匀减速行程均为225 mm,用时均为1.5 s;中间1 050 mm为匀速直线运动。按照式(1)~式(3),同理可得总用时t为6.5 s。
从上述计算可知,在摩擦板做一次往复运动的同时,喷枪做了6.1次往复运动,表明喷枪能够对防爆元件进行全方位喷涂。
4 总结
为了开发适应防爆元件的喷漆设备,本论文设计了一种全气动喷漆设备。本文解决其技术问题所采用的技术方案是:利用软件建立机架、直线滑轨、无杆气缸、喷枪以及其他调整装置的三维CAD模型,以多体系统动力学理论为基础,应用机械系统动力学仿真分析软件UGNX运动仿真,在此基础上完成其他结构的建模。
本喷漆设备的有益效果是:可以对任意细长型的防爆元件进行喷漆;由于采用全气动设计,避免了由电火花引起的安全隐患,提高了设备安全性和可靠性。
[1]闻邦椿. 机械设计手册[M]. 北京: 机械工业出版社, 2010.
[2]贾雪艳. UG9.0中文版完全自学手册[M]. 北京: 人民邮电出版社, 2014.
[3]冯立明. 涂装工艺与设备[M]. 北京: 化学工业出版社, 2013.
[4]吴复宇. 涂装工艺与设备[M]. 北京: 高等教育出版社, 2006.
Structure Analysis on Full Pneumatic Spray Printing Device of Explosion-proof Component
QI Chen-yu, LI Xian-you
(Baotou Vocational & Technical College, Baotou, Inner Mongolia, 014330, China)
In order to prevent hidden danger from electric spark, bases on model establishment and simulation analysis, to design the structure of a full pneumatic spray printing device. This device can implement spray printing operation for explosion-proof element of slender type. The spray gun has reciprocation linear motion along lengthwise direction of explosion-proof element, and the explosionproof element itself has reciprocation rotary motion, as to carry out uniform spraying of all orientations, and thus to improve the safety and reliability of spray printing device.
Spray Painting Device; Explosion-proof Component; Full-pneumatic
TH138
A
2095-8412 (2016) 05-960-03工业技术创新 URL: http://www.china-iti.com
10.14103/j.issn.2095-8412.2016.05.035
祁晨宇(1984-),男,汉族,内蒙古乌兰察布人,研究生,讲师。研究方向:机械设计与制造。
E-mail: qichenyugood@126.com
李现友(1980-),男,汉族,山东潍坊人,研究生,副教授。研究方向:机械设计与制造。
猜你喜欢
资源节约与环保(2022年8期)2022-09-20
上海涂料(2021年5期)2022-01-15
汽车工艺师(2021年7期)2021-07-30
能源工程(2021年1期)2021-04-13
物流技术与应用(2020年5期)2020-06-25
意林(2020年10期)2020-06-01
酒·饮料技术装备(2018年1期)2018-04-28
中国有色冶金(2018年1期)2018-02-01
汽车维护与修理(2016年10期)2016-07-10
杭州(2015年9期)2015-12-21
