
汽车座椅混流装配线生产系统及其排产优化
2016-11-19 06:34蒋华
工业技术创新 2016年5期
蒋华
汽车座椅混流装配线生产系统及其排产优化
蒋华
(江西江铃李尔内饰系统有限公司,江西南昌,330200)
汽车座椅混流装配线生产方式可以很好地满足大规模生产的市场需求。鉴于此,对汽车座椅混流装配线生产系统的三大组成结构——生产设备、物流系统及信息系统进行了论述,应用均衡化和平准化排序方法,对汽车座椅混流装配线的排产优化问题展开深入探究。最后,以武汉某汽车座椅公司为实例,通过分析生产线的平衡效率问题说明其对混流装配线排产的影响。研究表明:优化策略具有可行性,可供各大汽车公司在实际生产过程中作为参考,以提高生产效率。
汽车座椅;混流装配线;生产线;排产优化;大规模生产
引言
随着自动化、智能化技术的不断发展,汽车及其相关配件的生产水平日益提高,关键部件的个性化生产技术越来越先进,汽车生产方式已经发生了深度变革。从20世纪初的流水装配生产模式,到如今的准时化、自动化、规模与个性化、电子与智能化等生产方式融合创新发展。
汽车座椅作为汽车配件中必不可少的组成部分,也迫切需要引进上述技术[1-5]。鉴于此,本文对汽车座椅混流装配线(简称混装线,下同)生产系统展开介绍,并针对其提出排产优化策略,以期有助于生产效率的提高。
1 汽车座椅混装线生产系统构成
汽车座椅混装线的生产系统是极其严密的,图1所示即为该系统的组成结构图。
从图1可以知悉,汽车座椅混装线系统由生产设备、物流系统及信息系统构成,下文针对这三方面进行详细剖析。
1.1生产设备
主要完成混装线的加工操作,是混装线系统基础而重要的构成部分。生产设备之所以是物流系统与信息系统的地基,是因为只有在生产设备完好的前提下,才谈得上物流和信息流的问题。不同生产设备,如传送带、机器手等,其功能特性有所区别,执行着各环节对应的功能,服务于汽车座椅的生产,使生产过程更加优化。

图1 汽车座椅混装线生产系统组成结构
1.2物流系统
包括存储、输送、搬运三方面内容。其中,存储以仓库作为缓冲区域;输送是按配送策略中的节约运输原则来完成物料传递;搬运是最为智能的环节,可以采用智能小车设备完成。
在汽车座椅生产混装线中,座椅生产设备所需工件及装配工具等各零部件的传输是非常必要的。分析表明,合理规划物流可缩短其在生产线中的时间,最终使得汽车座椅的生产效率得到相应提高,尤其是在装配生产发展节奏快速变化的汽车生产市场中,更具有着重要意义。
1.3信息系统
包括生产调度和过程监控两部分,其中生产调度是完成生产计划、投产顺序、资源配置功能及工作过程监控质量保障的重要结构,而过程监控又实现了对汽车座椅生产环节相关数据的采集,有助于实时知晓座椅各生产环节的状况,从而保证混装线的有序生产。
2 汽车座椅混装线排产优化
在分析和解决汽车座椅混装线排产优化问题时,重点是要掌握好两大方面:其一,要使得不同型号汽车座椅生产转换之间的浪费降到最低;其二,要最大程度地保证汽车座椅在生产过程中的均衡化和同步化。基于上述考虑,本文着重对混装线排产的均衡化和平准化排序进行分析,促进生产过程实现节能、趋于合理。
2.1混装线排产均衡化
在总装配时间的控制方面,由于座椅型号不同,因此每个工位的操作时间会有所区别,导致线上过于拥堵,影响整体操作连续性和流畅度,无法满足生产线要求;在零部件的消耗率方面,为避免消耗量过大导致运行失衡,生产线上对一定时间内零部件数量的消耗进行了一定限制,而如果将库存量降低,由于基数减少,此时零部件的消耗量也会相应降低。
最后,关于使总装配时间缩减至最有助于高效生产的问题,可借鉴日本丰田汽车公司的精细化管理方案。其中,对生产方式进行了重要的改良,从处于源头的初始工序到生产完成的后工序,杜绝不合格零部件在生产线上的流动,避免了它们导致总装配时间延长;另一方面,规范约束了工人的操作时间,公司根据工人在每个环节中的能力,规定其在一定时间内必须完成该环节的操作,如果不能达标,产品也将被判定为不合格,同时可见这种管理方式具有一定的间歇性。
2.2混装线排产平准化排序
汽车座椅混装线排产的平准化是产品类型多样化的前提,解决的是如何将各种类型的投产序列进行最优化处理。一般来说,汽车座椅的生产过程是通过整个车间的装配线工序配合而完成的,其中特别需要注意的是准备好各个环节的无缝连接。也就是说,平准化排序是保持总装配线流程顺利进行的关键,各工序间的连接都有着对应的法则,以保证同步化生产顺利进行。
首先,要保证装配过程中的零部件供应充足,以及生产线中各生产环节的有机连接;其次,需发挥团队精神,做好汽车座椅生产的科学调度,对系统中的负荷承载进行有效控制,从而使得企业生产计划能够顺利而合理地实施与完成。
3 汽车座椅生产线平衡分析
汽车座椅混装线排产与生产线的稳定运行息息相关。为了更好地解决生产线上的超载和闲置问题,有必要就汽车座椅生产线平衡展开分析。以武汉某汽车座椅公司为例,通过分析生产线的平衡效率问题说明其对混装线排产的影响。表1和图2所示为该公司汽车座椅的各工位生产时间。
从表1和图2中可以清晰看出,在高级一、高级二、豪华一这三种不同型号的汽车座椅生产中,不同型号在各个工位的具体操作时间有所不同。如高级一型号的汽车座椅在F1工位中所需要的操作时间是116秒,属于同样操作流程下最长的;而豪华一车型在同样的工位中,又是三种车型中生产时间最长的。如此一来可以发现,生产线中型号不同的座椅在相同工位中,以及型号相同的座椅在不同工位中,生产所需时间或效率均是有所区别的。
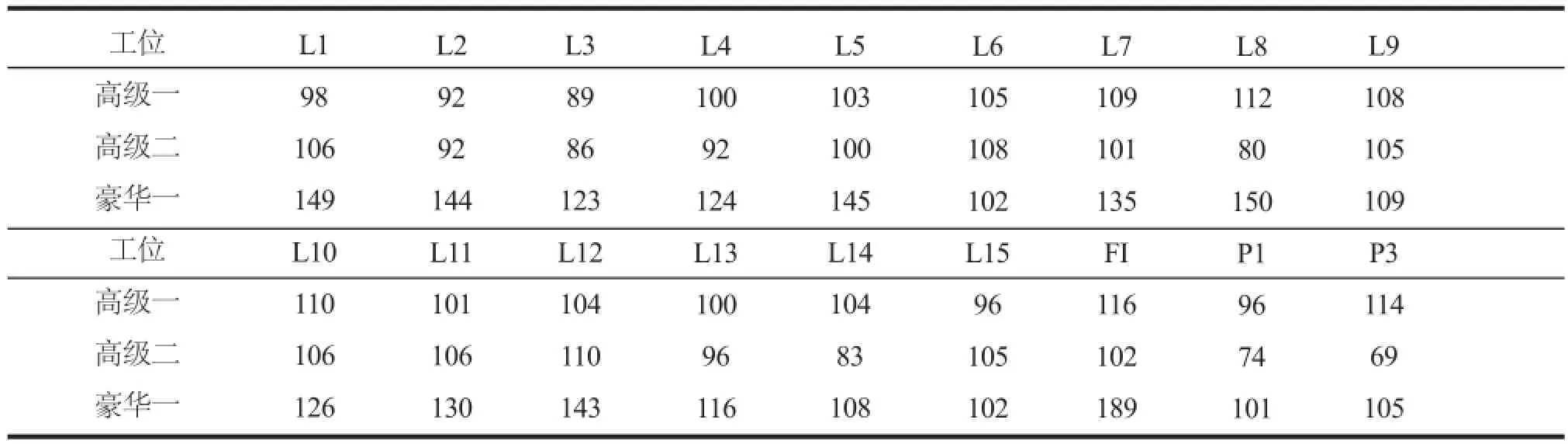
表1 汽车座椅的各工位生产时间表 (单位:秒)
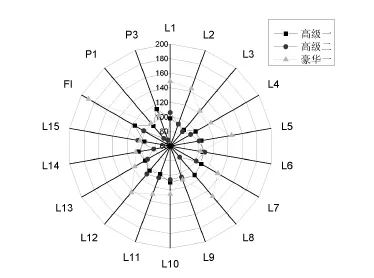
图2 汽车座椅的各工位生产时间雷达图 (单位:秒)
因此,在汽车座椅生产线流程中,要重点考虑生产系统的稳定性。一般通过生产线平衡率对此进行判断:如果低于85%,可判定平衡性等级为差,需通过工序优化重组对其提升;反之,则属于较为稳定的级别。以上评价标准对汽车座椅生产混装线排产优化的顺利进行有着重要意义。
4 结束语
本文对汽车座椅生产混装线排产优化,尤其是均衡化和平准化排序两方面进行了深入探究,可供各大汽车公司在实际生产过程中作为参考。相信在不久的将来,汽车座椅混装线排产问题能够更为妥善地解决,从而保证企业生产管理水平大幅提升,提高社会效益和经济效益。
[1]易东波. 基于均衡生产的多品种产品混投排序应用分析[J]. 南昌工程学院学报, 2003, 22(3): 19-21.
[2]宋华明, 韩玉启, 杨慧. 多品种混合型装配流水线的平衡设计[J]. 中国机械工程, 2003, 14(6): 475-478.
[3]孙新宇, 万筱宁, 孙林岩. 蚁群算法在混流装配线调度问题中的应用[J]. 信息与控制, 2002, 31(6): 486-490.
[4]曹振新, 朱云龙. 多目标遗传算法在混流装配线排序中的应用[J]. 计算机工程, 2005, 31(22): 138-142.
[5]刘晋浩, 侯东亮. 装配线平衡问题的求解方法浅析[J]. 森林工程, 2006, 22(4): 21-23.
Production System and Its Scheduling Optimization on Mixed Flow Assembly Line for Automobile Seat
JIANG Hua
(Jiangxi Jiangling Lear Interior System Co., Ltd., Nanchang, Jiangxi, 330200, China)
Production mode of mixed flow assembly line for automobile seat can satisfy the market demand of mass production. Three compositional structures including production equipment, logistics system and information system of production system on mixed flow assembly line for automobile seat are stated. Further, the scheduling optimization on mixed flow assembly line for automobile seat is deeply investigated from aspects of equalization and normalization. Finally, by taking the example of an automobile seat production corporation in Wuhan, the effects to mixed flow assembly line is described through balance efficiency of production line, indicating the feasibility of optimization strategy. Such an optimization strategy can be a reference for actual production of all automobile corporations to improve their production efficiency.
Automotive Seat; Mixed Flow Assembly Line; Production Line; Scheduling Optimization; Mass Production
U463.83+6
A
2095-8412 (2016) 05-867-03工业技术创新 URL: http://www.china-iti.com
10.14103/j.issn.2095-8412.2016.05.009
蒋华(1977-),男,江西上饶人,大学本科学历,工程师。研究方向:汽车座椅制造过程设计。
E-mail: hjiang3@jmc.com.cn
猜你喜欢
大电机技术(2022年4期)2022-08-30
大电机技术(2022年2期)2022-06-05
汽车实用技术(2022年7期)2022-04-20
北京汽车(2020年3期)2020-07-15
佳木斯大学学报(自然科学版)(2018年6期)2018-12-27
现代电子技术(2016年15期)2016-12-01
科学启蒙(2016年7期)2016-08-06
中国卫生(2015年1期)2015-11-16
浙江理工大学学报(自然科学版)(2015年5期)2015-03-01
噪声与振动控制(2015年4期)2015-01-01
