虚拟仪器及小波分析在轧机振动测试中的应用
2016-11-14 03:01张晓娜胡孟谦
价值工程 2016年29期
张晓娜++胡孟谦
摘要:虚拟仪器技术的轧机振动测试系统应用加速度传感器和数据采集卡采集轧机的振动信号,使用LabWindows/CVI编程语言及小波分析,完成轧机振动的测试和信号的频谱分析、小波消噪处理及振动信号的特征提取,找到振动信号的奇异性。
Abstract: The paper introduces the mill vibration test system based on the virtual instrument technology. The vibration acceleration sensors and data acquisition card are used to collect the vibration signal of rolling mill. By using LabWindows/CVI programming languages and Wavelet analysis, the test system realizes vibration test and frequency spectrum analysis,in addition, completes Wavelet denoising and feature extraction of vibration signals, finds the vibration signal singularity.
关键词:虚拟仪器;小波;轧机;振动;测试
Key words: virtual instrument;wavelet;rolling mill;vibration;test
中图分类号:TG333 文献标识码:A 文章编号:1006-4311(2016)29-0241-03
0 引言
在轧机工作过程中需要准确地检测轧机的振动情况,分析信号的故障特征,研究对轧机系统振动加以控制和消除的方法和措施,从而提高产品质量,避免轧制设备的损坏。本实验轧机振动测试系统利用LabWindows/CVI编程,将数据采集、信号分析和处理有机结合,集成化开发平台与交互式编程方法,使得测试与分析系统根据研究需要得以开发和应用。
1 测试系统硬件
振动测试系统由加速度传感器、信号调理器、数据采集装置和PC机等构成。加速度传感器为ICP型压电式传感器,用于对轧机振动的检测。信号调理器将传感器输出的交流信号经隔离、放大后并行输出;数据采集装置采用数据采集卡USB-6210,完成信号的不间断采集与存储。在轧机入口处安装光电传感器,便于测试系统的自动采集振动信号。
2 测试系统软件设计
测试系统的软件使用LabWindows/CVI进行设计。为使测试系统在不同计算机环境下使用,还可将测试程序编译为可执行文件。在轧机振动测试中,通过虚拟仪器测试界面完成对信号的测试参数和信号分析的设置和操作。
3 测试分析方法
3.1 小波分析理论基础
4 测试与数据分析
振动测试采用加速度传感器进行,以辊系振动测试为重点,同时对主机架垂直振动也进行了测试,为分析主机座各部件间的振动传递与耦合提供依据。
4.1 振动测试
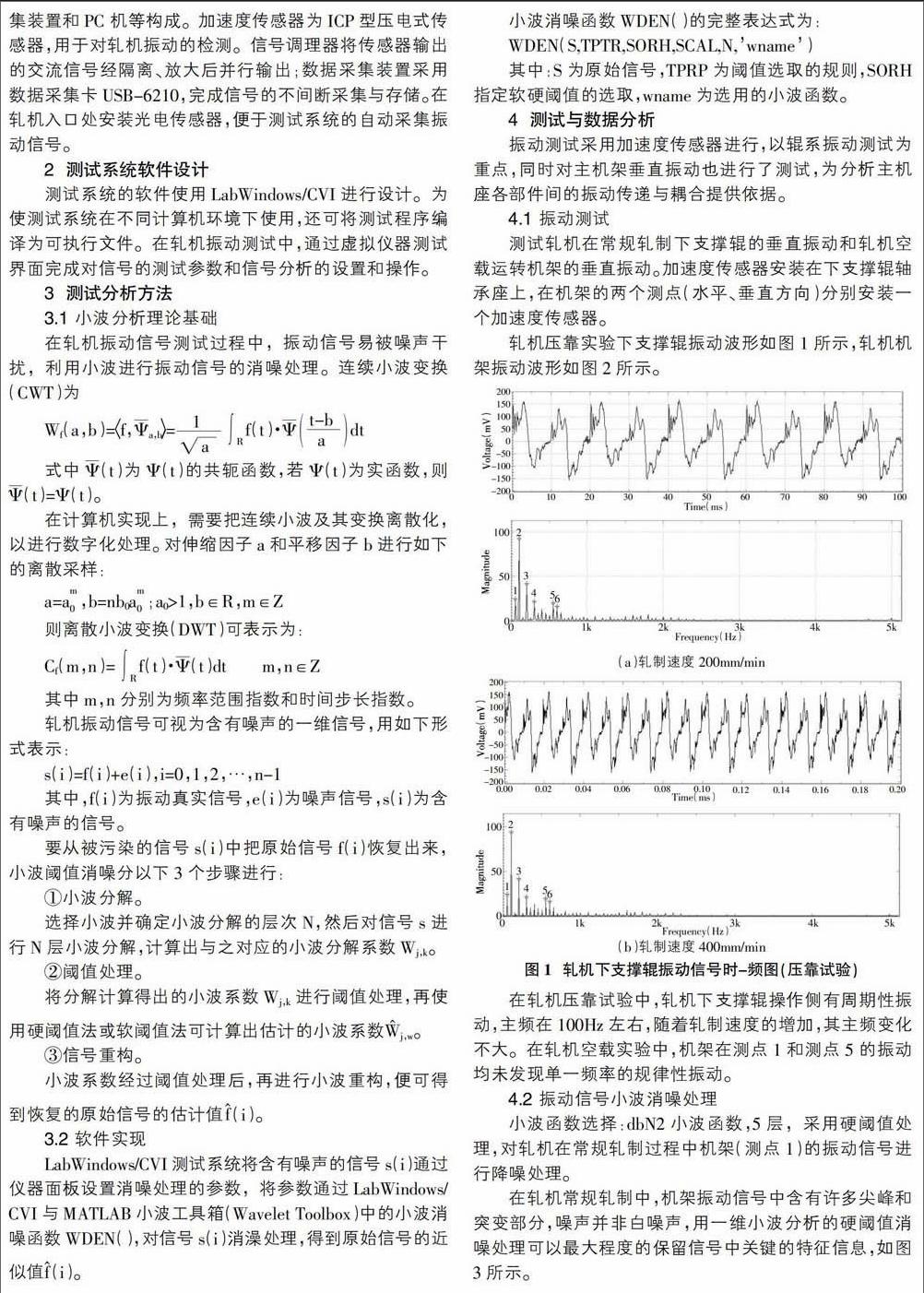
测试轧机在常规轧制下支撑辊的垂直振动和轧机空载运转机架的垂直振动。加速度传感器安装在下支撑辊轴承座上,在机架的两个测点(水平、垂直方向)分别安装一个加速度传感器。
轧机压靠实验下支撑辊振动波形如图1所示,轧机机架振动波形如图2所示。
在轧机压靠试验中,轧机下支撑辊操作侧有周期性振动,主频在100Hz左右,随着轧制速度的增加,其主频变化不大。在轧机空载实验中,机架在测点1和测点5的振动均未发现单一频率的规律性振动。
4.2 振动信号小波消噪处理
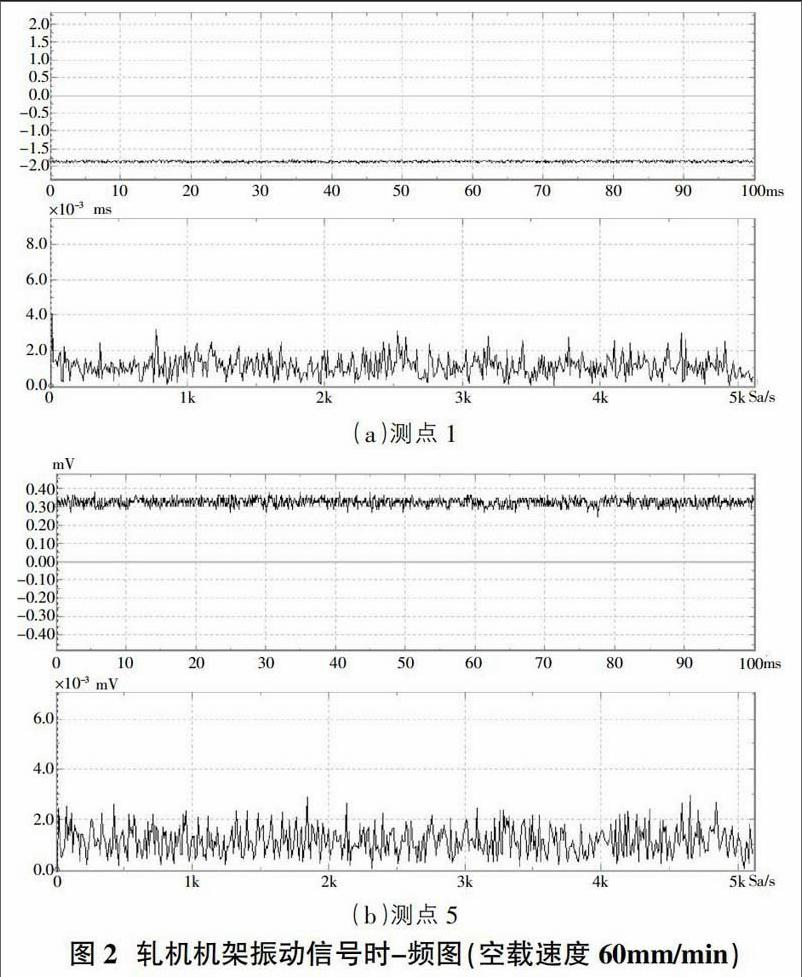
小波函数选择:dbN2小波函数,5层,采用硬阈值处理,对轧机在常规轧制过程中机架(测点1)的振动信号进行降噪处理。
在轧机常规轧制中,机架振动信号中含有许多尖峰和突变部分,噪声并非白噪声,用一维小波分析的硬阈值消噪处理可以最大程度的保留信号中关键的特征信息,如图3所示。
4.3 振动信号小波分层频率特征分析
将轧机压靠试验中下支撑辊的振动信号分为5层,小波函数:dbN2小波函数,采用硬阈值处理。在不同层上我们可以看出信号的不同频率特征:最低频层a5反映信号波形的概貌,最高频d1层反映信号局部波形的细节,在d1层的150和350采样点附近的振动频率明显高于其他位置,如图4所示。
轧机振动信号中的突变常表现在某一时刻内,振动的幅值发生突变,在采用小波分析这种奇异性时,需要选择合适的尺度,以充分发挥小波分析良好的局部化分析。
5 结语
利用虚拟仪器技术LabWindows/CVI开发轧机振动测试系统,实现了振动信号的测试与分析。通过测试及分析可以看出:在AGC轧机压靠过程中,轧机下支持辊操作侧产生周期性振动。用一维小波分析的硬阈值消噪处理可以最大程度的保留信号中关键的特征信息,采用软阈值处理可以观察到振动信号的奇异性。因此,用小波分析信号的特征信息,需要选择合适小波函数和尺度,才能发挥其良好的局部化分析功能。
参考文献:
[1]刘君华.基于LabWindows/CVI的虚拟仪器设计[M].北京:电子工业出版社,2003:11-19.
[2]景会成,玄兆燕,纪玉荣.虚拟技术在动态特性时域测试仪中的应用[J].微计算机信息,2007(13):180-181.
[3]孙军,赵玉玲.全新的轧机工况在线监测装置[J].宽厚板,2005(02):31-33.
[4]刘飞,刘彬,刘浩然,侯东晓.轧制力动态特性影响下的轧机辊系振动行为研究[J].中国机械工程,2015(13):1731-1735.
[5]王建新,隋美丽.LabWindows/
CVI虚拟仪器测试技术及工程应用[M].北京:化学工业出版社,2011:149-156.
[6]飞思科技产品研发中心.小波分析理论与MATLAB7实现[M].北京:电子工业出版社,2005(3):138-153.
[7]Niziol J, Swiatoniowski A. Numerical Analysis of the Vertical Vibrations of Rolling Mills and their Negative Effect on the Sheet Quality[J].Journal of Materials Processing Technology, 2005, 162/163:546-550.
猜你喜欢
一重技术(2021年5期)2022-01-18
科技风(2021年19期)2021-09-07
冶金设备(2021年1期)2021-06-09
电子制作(2019年13期)2020-01-14
山东冶金(2019年2期)2019-05-11
电子制作(2017年13期)2017-12-15
制造技术与机床(2017年10期)2017-11-28
电子制作(2017年1期)2017-05-17
山东工业技术(2016年15期)2016-12-01
电源技术(2016年9期)2016-02-27