悬索桥曲面弧形钢塔定位安装施工技术
2016-11-12 03:37:44丁得志中铁四局集团第五工程有限公司江西九江332000
安徽建筑 2016年2期
丁得志(中铁四局集团第五工程有限公司,江西 九江 332000)
悬索桥曲面弧形钢塔定位安装施工技术
丁得志(中铁四局集团第五工程有限公司,江西 九江 332000)
悬索桥具有结构跨度大、施工精度要求高、外形美观的优点。单主缆地锚式悬索桥为悬索桥的典型代表之一。南宁英华大桥单缆悬索桥的主塔结构形式复杂,为双曲面弧形结构,文章从钢塔加工、安装控制等方面,提出科学合理的措施,提高加工、安装精度及成型后的线型及质量。
悬索桥;曲面弧形;钢塔;施工技术
悬索桥钢结构主塔的制造精度将直接影响后续安装控制精度,而安装精度控制对成桥线型、工程质量均有着直接影响。因此,在钢塔施工过程中,采用合理的施工技术措施,对钢塔的加工质量,拼装线型控制,钢塔吊装工艺,总体安装质量等具有重要的意义。
1 工程概况
南宁市英华大桥为单主缆地锚式悬索桥,主塔为“羊角编钟”造型,高100m,主塔下塔柱为预应力混凝土结构,上塔柱及横梁均为钢结构。钢塔截面为双曲面弧形结构,单侧塔柱在纵塔向由两个1/4圆形截面向上逐步合并为1个半圆截面,两侧塔柱最终在塔顶合并为一个近似圆,造型独特、优美。
主塔沿高度方向划分为11个节段。T1节段为预应力混凝土节段,T2~T9为上塔柱钢节段,其中T2为与横梁连接节段,T10为索鞍承压节段,最上部为造型点缀的塔冠节段。节段之间为焊接连接。主塔立面及节段划分见图1。
2 工程技术特点与施工重难点
①钢塔单节重量大,最大吊装最量达到126t,最高为100m,分10个节段吊装,采用大吨位浮吊吊装技术,钢塔制造安装精度直接决定塔身线型及质量,制造安装精度要求高。
②全塔高100m,桥位无落地式支架平台作为焊接操作平台,高空焊接作业环境差。
③壁板采用48mm厚的Q370qD钢,厚板焊接要求高,钢板焊接变形大,每个节段焊接变形直接影响钢塔成桥线型质量。
④塔节段高空对接定位测量控难度大,每个节段实现快速测量定位,并且保证钢塔线型难度大。
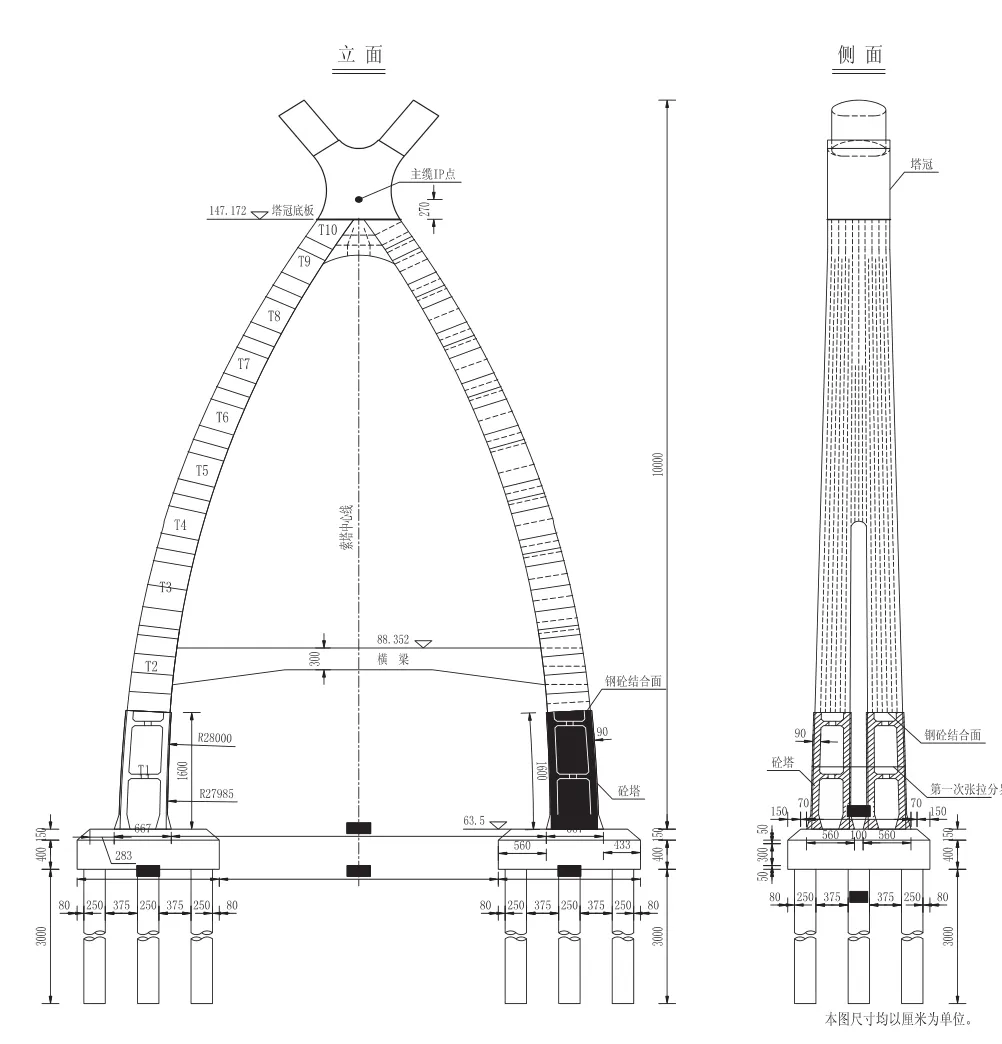
图1 南宁英华大桥主塔立面、侧面简图
3 钢塔制造
3.1 钢塔节段加工制造
钢塔分节段加工制作在工厂车间内完成,采用电脑控制辅助下料、单元件组装与焊接控制,形成节段组件;再在总拼胎架上完成钢塔节段的整体组装、焊接、修整、划线和精切作业。每侧钢塔分两个分轮次预拼装,控制整体线形。待涂装作业完成后运至存梁场进行存放,桥位安装需要时水上运输至桥位。
钢塔结构焊缝密集,熔透焊缝较多,所产生的焊接变形和残余应力较大,钢塔制造采用“零件→部件→单元→整体→预拼装”方式生产,将每个钢塔分为内、外壁板单元、侧壁板单元、隔板单元等部件,内壁板单元和侧壁板单元按塔节段的尺寸制作成整块节段,外壁圆弧板单元顺塔向圆弧板半径逐渐缩小,制作整块板单元不利于安装,且外形尺寸精度较难保证,因此按设计纵向分段的尺寸加工成圆弧板单元,再组焊成节段。两端面采用小车精切余量并制好工地焊接坡口,然后进行预拼装,安装临时匹配件。检测合格后对端面进行保护,按要求涂装后运至存梁区。
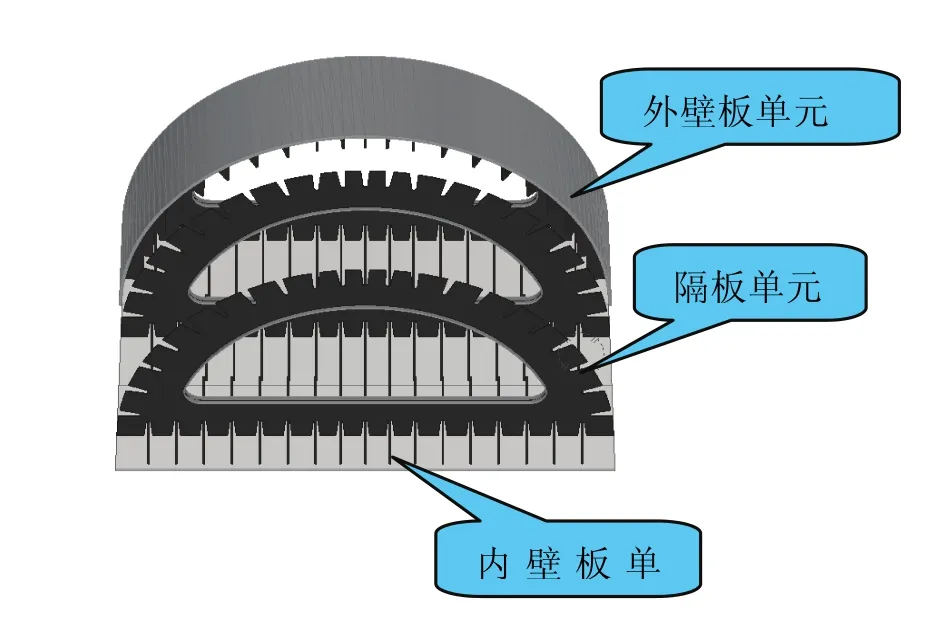
图2 钢塔节段构造图
3.2 钢塔水平预拼装
为了保证桥位架设精度、从钢塔制造阶段来确保钢塔线形等,钢塔柱节段整体检测合格后,对钢塔节段进行水平预拼装。
3.2.1 总拼胎架施工
本桥钢塔内侧壁为半径为14338.6cm的圆弧段,总长约70余m,考虑场地条件和经济成本,将T2~T10节段钢塔分为两段拼装,胎架顶面标高设置以内侧壁圆弧线控制。钢塔节段在胎架上连续匹配组装与焊接,并在胎架上下方设有地样基准线,便于放线及测量使用。胎架采用焊接型钢桁架,立柱和横梁通过强度验算确定为[25槽钢、工字钢20型号。
3.2.2 钢塔总拼
沿塔高方向每个塔柱分两轮进行预拼装:
第一轮将T2~T6节段整体拼装,T1节段截面外形尺寸比T2下端部周边宽100mm,用于预埋误差调整,因此T1节段单独制作,不参与预拼装。
第二轮拼装T6~T10节段;横梁整体制作,完成后与T2节段进行试装,全桥钢塔共分10次预拼装。
为保证钢塔节段之间箱口匹配良好,制作精度可控,在厂里按预拼装划分的轮次,一次完成塔节段总拼和预拼装工序,塔节段之间预留间隙。塔节段全部焊接完成后,解除塔节箱体与胎架的刚性连接,使其自由状态。检测端口错边量、接口间隙等,根据测量单节段的长度、线形以及相邻两节段间的错边量等信息,在计算机中对节段进行累积精度管理,并以此来指导预拼中节段间扭转的控制。采用千斤顶对塔段位置进行微调,进行试装。
4 钢塔安装
为辅助主塔吊装施工,需要在桥址安装一台附壁塔吊,用于吊装焊机、挂篮、钢管、爬梯等小型构件。而钢塔节段的吊装,由于构件吊重大、提升高度高,附壁塔吊不能满足吊装需求,经比选采用500T浮吊设备,用以完成钢塔节段吊装任务。
4.1 钢塔定位测量
4.1.1 坐标系转换
为了更直观地反映钢塔的安装测量偏差,及时有效地进行纠偏,本工程钢塔吊装建立独立控制网,将英华大桥的设计坐标系转换至我们所建立的独立坐标系。建立的独立坐标系:Y轴为该桥的桥轴线,X轴坐标则反映主塔偏离桥轴线(中线)位置,Z轴则反映主塔的标高。这样,测量过程中,仪器反映的偏差为沿轴线方向前后、左右、上下偏差,操作工人能够快速识别调整方向,从而快速的调整。并且通过该转换手段,能够直观了解到钢塔安装轴线偏差值。
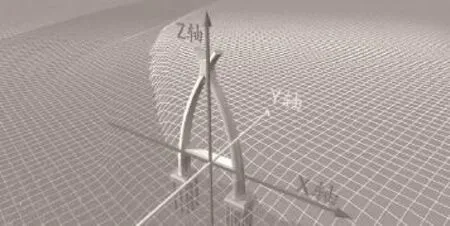
图3 坐标系转换
4.1.2 塔身测点布置
首先根据主塔设计线形参数、结合反射片所给定的里程位置及细部结构尺寸,同时考虑通视条件,精确计算出反射片在独立坐标系下的三维坐标,在吊装之前,将反射片精确安装到位。反射片采用徕卡专用60mm*60mm的反射片。
T1~T4节段,每一节应贴6块反射片,其中4块贴在塔的内侧距焊接线中心以下 150cm断面处,另2块贴于外侧距焊接线中心以下150cm断面处;T5~T10节段,每一节应贴4块反射片,其中3块贴在塔的内侧距焊接线中心以下150cm处,另1块则贴于外侧距焊接线中心以下 150cm外。若在测量时出现遮挡或观测不便时,可根据具体情况设置反射片的位置。
4.1.3 钢塔定位测量
在塔身施工过程中,根据施工临时支撑,调整塔身横桥向预偏值,使成形后的主塔线形满足设计要求。在主塔吊装过程中,监控单位根据临时荷载、各阶段施工荷载、塔身不平衡水平力、塔身温差等组合作用下,计算各个阶段塔身的预偏值。
根据上述计算主塔各节部位的预偏移量,对钢塔柱各节骨架上反射片的设计三维坐标值进行修正。钢塔柱定位测量方法是采用全站仪三维坐标法。全站仪跟踪测量点是贴在钢塔柱骨架上的反射片中心,全站仪中输入的反射片中心处三维坐标是经过修正后的坐标。定位测量时采用2台TS30自动搜索型全站仪同时观测塔的内外侧反射片进行精确定位。
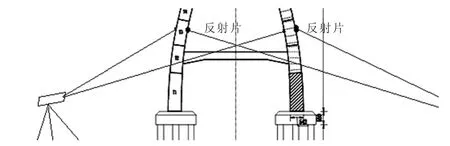
图4 全站仪三维定位钢主塔
4.1.4 钢塔柱测量复核
在下一节钢塔吊装就位后(未进行焊接锁定之前),现场技术人员应对已安装好的钢架进行复测,并将复测数据及时反馈至设计及监控单位,便于设计与监控单位对预偏参数计算模型进行验证、改进。如果复测数据反馈值与预测值有较大差异,应分析原因并在后续施工过程考虑适当的调整措施。
4.2 钢塔吊装
钢塔节段试装验收合格后通过水运运输到桥位,采用1台500T浮吊吊装。主塔为弧形塔,塔柱倾斜,钢塔共50个节段,横梁8个吊装节段,塔冠6个节段。主塔提升前需要将主塔节段的姿态初步调整到位,姿态调整主要是将主塔节段的倾斜角度调整至设计角度,并将节段最低边调整水平,以减小安装时调整的工作量,确保安装施工顺利。主塔节段姿态调整到位以后提升时仅需要完成竖直和水平方向的平移。
按照测量定位方案对节段上口测点的三维坐标和对称轴线进行测量,调整主塔节段的横向倾斜角度和顺桥向的垂直度满足设计要求,将节段与上一节段或承压板点焊,点焊完成后将钢塔节段面板上的匹配件用 M24高强螺栓连接,再次对节段上的测量点位进行复核,无变动后开始对节段接缝施焊。焊接完成后对塔柱上口各点位最后进行测量并与设计位置进行比较,记录偏差值以便指导后续的节段安装。
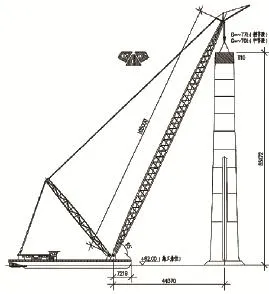
图5 钢塔吊装
在主塔各节段安装过程中需要在 T3、T5、T7、T9节段之间设置临时横撑和竖向支撑,确保主塔线形和主塔安装过程中的稳定。主动横撑采用φ630mm(δ=10mm)钢管,竖向支撑采用φ630mm(δ=10mm)钢管,横撑与钢塔节段间通过法兰盘进行连接,竖向支撑与横向支撑之间采用焊接。主塔每个节段安装前与监控单位联系确定该节段安装的预偏量。即采用被动支撑+设置预偏量形式实现塔身线型控制。
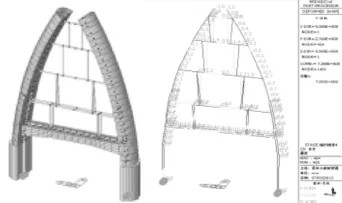
图6 钢塔横撑设置及计算
每层临时横撑安装完成后,根据建立的钢塔三维模型(含横撑),结合测量成果数据,计算出后续两个钢塔节段吊装完成后,这两节钢塔因悬臂自重向内倾斜的距离,并将该数据作为下一节段钢塔吊装的预偏量。在坐标计算时,体现方式为横轴数据向独立坐标系X轴偏移。即设置被动支撑+设置预偏量的方案来确保钢塔的顺利合拢。
通过该方法(见下表)计算钢塔预偏量。
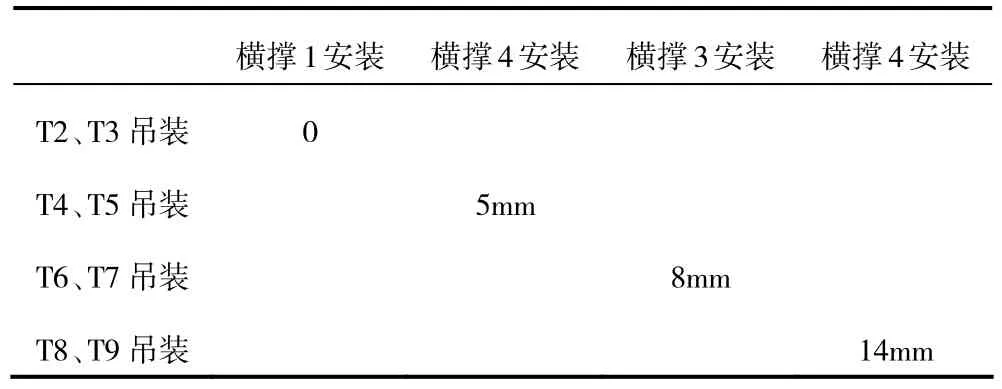
钢塔横撑+预偏量设置
以上数据为理论数据,每节钢塔吊装完成后,在焊接完成后对钢塔实际安装位置进行坐标采集,分析节段竣工偏差,将节段偏差数据在下一个节段吊装前一并考虑进预偏量内,确保钢塔安装误差不进行累计,为钢塔最终合拢创造基础。
4.4 焊接施工
4.4.1 焊接挂篮施工
本桥钢塔采用浮吊进行吊装,塔外无操作脚手架平台,如在塔身焊接上焊接简易平台,需对钢塔表面增加大量焊点,对塔身涂装造成较大破坏,且塔身施工完成后拆除操作平台都存在极大的安全风险。为此,确定在塔身节段吊挂装配式挂篮作为操作平台,即可保障施工安全,又可实现灵活装拆。
挂篮外形尺寸有效高度1200mm、宽1000mm,并将外侧高度加大800mm。挂篮弦杆采用∠70*6角钢,弦杆直接间隔600mm设置直腹杆、斜腹杆,腹杆采用φ42*3的圆管,底部铺设3mm的扁豆纹钢板,外侧用 0.5mm彩钢板封闭,挂篮内侧与钢塔壁板接触的弦杆全部用橡胶垫包裹,放止刮伤塔外侧涂装层。
挂篮上设置有8个吊耳,其中4个吊耳为塔吊提升挂篮所用,另外 4个吊耳用于安装挂篮定位钢丝绳,与塔节段上口吊耳连接。
每个节段钢塔吊装定位后,吊装装配式挂篮。挂篮安装高度为环焊缝下发1.4m左右。安装时按照先曲面后直边的顺序进行,即首先吊装圆弧壁板挂篮,其次吊装内侧壁板挂篮,最后吊装外侧壁板挂篮。装配式挂篮每个吊装节安装到位后,与上一个吊装节采用螺栓连接成一个整体,最终形成一个环形操作平台。挂篮安装时,需重点检查吊挂钢丝绳完整性,锚固卸扣是否拧紧螺栓,挂篮上吊点焊缝是否开裂等重要部位,杜绝安全事故发生。
挂篮安全完成后,操作工人即可在其上实施外侧焊缝气刨清根、打磨、焊接等工序。
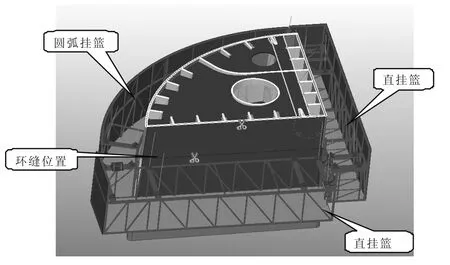
图7 钢塔焊接挂篮示意图
4.4.2 钢塔焊接
本钢塔材质为370qD钢,面板厚度为48mm,按《建筑钢结构焊接技术规程》(JGJ81~2002)关于建筑钢结构工程焊接难度分级法属于难档,施工中重点解决厚板的焊接以保证钢结构的焊接质量。
本塔柱安装精度要求很高,因此必须做好焊接变形控制。塔身截面尺寸较大,因此侧面刚度很大,一旦焊接成形,如果位置发生较大偏差,调整难度极大,因此必须控制焊接工艺,使之产生的焊接变形值较小。
首先需对48mm厚钢板进行焊接工艺评定试验,确定钢板焊接变形值及焊接电流、电压、气流量、焊接速度、焊接温度等。
其次焊接前需对钢板进行预热,预热采用氧气火焰法对钢板进行加热,加热区域为钢板两侧 100mm区域。预热温度为120℃。
再次为减小收缩变形与应力,所以焊接顺序应均衡对称。采用双人双机焊接时,2人按逆时针方向以均速对称焊接。因钢板厚,焊接层数较多,每层起、收弧处错开30~50mm,成阶梯状。甲、乙焊工在起弧处注意与对方的收弧衔接好,避免出现缺陷。焊最后一层盖面焊缝时,应适当减小电流,使外观成形良好。
最后焊接过程中对坡口要严格要求,规定每个焊道完成后都必须清除焊渣和飞溅物,以避免气孔和夹渣现象。禁止直接在雨中作业。
钢塔焊接完成后,进行焊缝无损检测,检测合格后进行钢塔焊缝的防腐涂装工作,如焊缝检测存在缺陷,需要对焊缝进行返修处理,原则上要求焊缝返修不得超过2次。
5 结 论
①通过制造阶段进行整体试拼装,试拼装精度直接决定主塔桥位钢塔安装速度和精度。
②钢塔安装节段,通过对2个支腿两侧设置被动支撑+设置预偏量的方法,顺利实现了2个支腿合拢,较好了控制了钢塔的线型。同时在必要情况下可对横撑支撑施加主动压应力,以局部调整塔身截面应力和线型。
③钢塔48mm厚板的焊接技术控制,特别是对称焊接技术是实现钢塔线型及焊缝质量的关键。
[1]JGJ81-2002,建筑钢结构焊接技术规程[S].
[2]张年杰.空间异型桥梁钢塔安装中的线形控制技术[J].建筑施工,2011(3).
[3]姚小元,成宇海.南京长江第三大桥钢塔安装技术[J].钢结构,2006(5).
U448.25
B
1007-7359(2016)02-0106-05
10.16330/j.cnki.1007-7359.2016.02.037
丁得志(1983-),男,安徽安庆人,毕业于安徽理工大学,学士,工程师。
猜你喜欢
建筑与装饰(2023年24期)2024-01-02 13:29:32
港口装卸(2022年4期)2022-08-31 00:40:28
中学生数理化·八年级物理人教版(2021年5期)2021-11-22 07:57:50
特种结构(2020年4期)2020-09-06 08:46:56
孩子(2020年8期)2020-08-13 06:52:30
上海公路(2019年3期)2019-11-25 07:39:26
经济技术协作信息(2018年8期)2019-01-14 03:06:36
建筑机械(2018年4期)2018-06-04 06:35:20
建材与装饰(2015年28期)2015-10-31 06:35:55
城市道桥与防洪(2014年8期)2014-02-27 07:28:39