
某竞品车型设计R点的确认方法浅析
2016-11-10 07:38王恒
汽车实用技术 2016年9期
王 恒
(安徽江淮汽车股份有限公司,安徽 合肥 230601)
某竞品车型设计R点的确认方法浅析
王 恒
(安徽江淮汽车股份有限公司,安徽 合肥 230601)
∶R点,即“座椅基准点”,或称“座椅参考点”。R点是一个空间点,是人体躯干线与大腿胯关节中心的铰接交点。R点是整车布置过程中的主要基准点之一,与驾驶员和乘客的乘坐姿态、舒适性、周边功能操纵件的操纵方便性、驾驶员的前后视野等参数强相关。在整车开发以及竞品分析过程中,应首先确认R点以及与R点相关的基准点。文章基于某车型逆向开发过程中,对于竞品车型的R点确认过程,描述了一整套运用第二代假人装置(HPM-II)以及H点设计工具(HPD)来确认竞品车型R点的方法,并根据确认过程,总结出HPM-II使用过程中的一些经验和注意事项。
∶R点;基准;竞品分析;HPM-II;HPD
10.16638/j.cnki.1671-7988.2016.09.037
CLC NO.: U471.2Document Code: AArticle ID: 1671-7988 (2016)09-97-04
前言
随着社会的发展和经济水平的逐步提升,人们对汽车产品的要求也在不断提高:从最初的皮实耐用,能跑能装,上升到对于车辆的操控性能,驾驶及乘坐舒适性,视野是否开阔,使用便利性都有较高的期望。很显然,一款开起来流畅,乘坐起来舒适,用起来得心应手的乘用车,会得到更多人的青睐。因此在汽车产品设计的初期,工程师就需要充分考虑到这些因素。而所有操纵方便性,驾驶与乘坐舒适性,空间感受等评价参数,都与座椅的R点息息相关。汽车产品开发阶段,首先确认的主要参数之一就是驾驶员R点。在确认R点坐标过程中,需要根据车辆的市场定位,确定一些市场表现良好,评价较高的车型作为标杆和竞品车型。并通过分析这些标杆竞品车型的相关人机工程参数,来评价目标车型的基本参数是否合理,在同级别的竞争中是否处于优势地位等,为未来产品上市销售打好基础。基于这一目标,本文描述了在某MPV车型开发过程中对于竞品车型R点的确认过程。
1、定义SgRP∶座椅参考点。定义详见SAEJ1100-《机动车尺寸》
HPM-II:第二代假人H点装置。用于在物理环境下测量与座椅相关的人机工程参数。如图1所示:
HPD:H点设计工具。用于在CAD环境中结合HPM的扫描数据确认设计基准和参数。详见SAE J4002。
加速踏板踵点(AHP),脚部铰接点(BOF),踏板倾角(A47)等定义详见SAEJ1100《机动车尺寸》。
2、竞品车R点确认流程简介
在确认竞品车R点的过程中,需要先将HPM装置按照标准要求摆放在特定的驾驶员座椅位置,加载质量块,通过CMM扫描设备,获得其扫描的点云数据。将点云数据对入整车坐标系中,再利用HPD工具和HPM上的特征点,最终确认R点坐标。
3、实车扫描流程
3.1车辆及设备的准备
确认车辆处于整备质量状态(零部件安装齐全,轮胎气压满足要求,油料及各种液体加满),座椅状态良好,至少经历过一次以上的压缩。座椅装置至少应该静置足够的时间(至少4小时)以保证其达到室温。室温应介于19-26摄氏度(华氏66-79度),室内湿度应控制在50%±5%。放置假人装置之前,应该在座椅上铺一块棉布。棉布须足够大,防止假人装置与座椅直接接触。
3.2HPM装置的摆放
按照脚部装置→坐板总成→背板总成的顺序,依次摆放好假人H点装置(详细过程参见SAEJ4003-2008)。在此过程中,需要注意如下事项:
1)鞋子放置在踏板上之前,应保证踏板处于未踩下的初始状态;
2)摆放假人装置之前,应首先利用公式(1)计算出该车的鞋平面角SPA;(如图2)
其中,H30是指座椅高度(一般车辆会由制造商提供此数据),本次试验的车辆,H30值为336mm
据此,得出鞋平面角SPA=48.398°
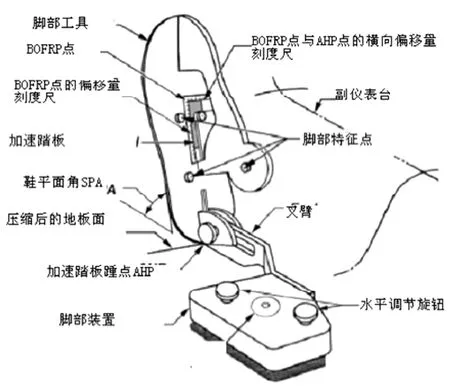
图2 脚部装置示意图
假人的脚部装置摆放完成后,表1 的数据就可以直接读取或者通过一定的计算得到。
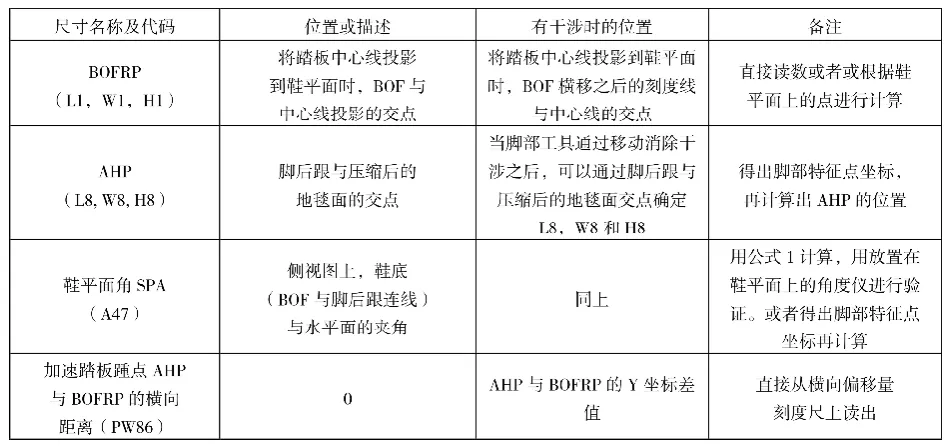
表1 H点装置中的踏板参考点
其中,AHP点和BOFRP点的坐标可以由公式(2)--公式(4)计算得出:
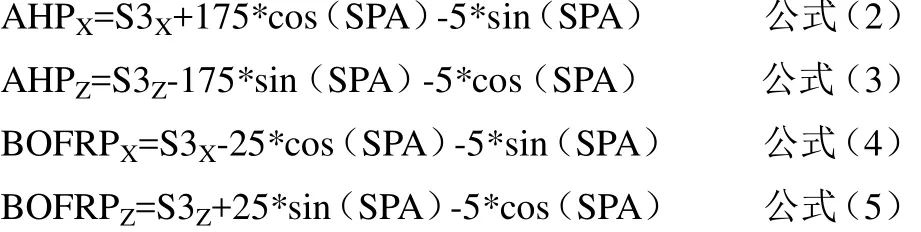
上述公式中,S3X和S3Z代表脚部工具上的特征点S3的X和Z坐标值,由扫描获得。
3)座板和背板摆放时,应尽量将他们的中心线与座椅中心线对其,并保证左右两端的水平度;
4)假人质量块加载过程中,应严格按照从下到上,从中间到两端的顺序进行;
5)由于目标车辆座椅可调,因此摆放假人装置过程中,需要多次使用角度仪检查靠背角以保证座椅靠背角处于设计状态的位置,偏差不超过±1°。
3.3数据扫描
由数据扫描人员按照标准流程,利用CMM设备对假人装置及周边参考硬点进行扫描。扫描过程中注意以下事项:
1)扫描过程中车辆和应处于完全静止状态,不能发生前后移动和晃动;
2)将座椅分别调整至最后最下,最后最上,最前最上,最前最下,以及上下调节行程中间位置时的前后两个极限,总共六个不同位置进行扫描;
3)选取钣金特征孔位和平面作为参考,以便进行点云处理时确认坐标系;
4)根据车辆状态,选取两台车辆分别进行扫描,对最终结果的确认提供依据。
根据扫描结果,输出三维点云数据,如图3所示:

图3 六种极限位置的座椅状态扫描数据
4、扫描数据处理及结果分析
数据处理过程:
1)将得到的点云利用Imageware软件进行稀释处理,得到密度较小,便于操作的点云数据;
2)将稀释后的点云数据,利用CATIA软件进行三角化处理,生成可编辑的part文件;
3)根据扫描结果上的特征面和孔位,将数据对入整车坐标系,得到基于整车设计坐标的准确位置;
4)测量每个位置上的H1R和H1L点坐标,二者连线的中点即为该位置上的座椅R点。H1L和H1R点示意如图4所示:

图4 假人装置坐板上的H1L和H1R点示意
5)将六个位置得到的六个R点相连,即可得到座椅R点的行程曲线,如图5所示:
6)根据制造商提供的信息,座椅设计R点位于座椅最后最下位置。测量座椅行程曲线的最后最下位置点坐标,即为该竞品车的设计R点---(1306,-408,490);
7)综合比较两台车的扫描数据结果,确认本次扫描的数据准确性。
图5 扫描得到的座椅行程曲线
5、与R点相关的人机工程参数确认
5.1R点作为基准点进行的主要人机工程参数确认
R点作为整车设计最重要的基准点之一,与多项人机工程参数息息相关。根据上一章节处理扫描得到的R点坐标,利用三维H点工具,进行相关参数项校核,结果如下表2:
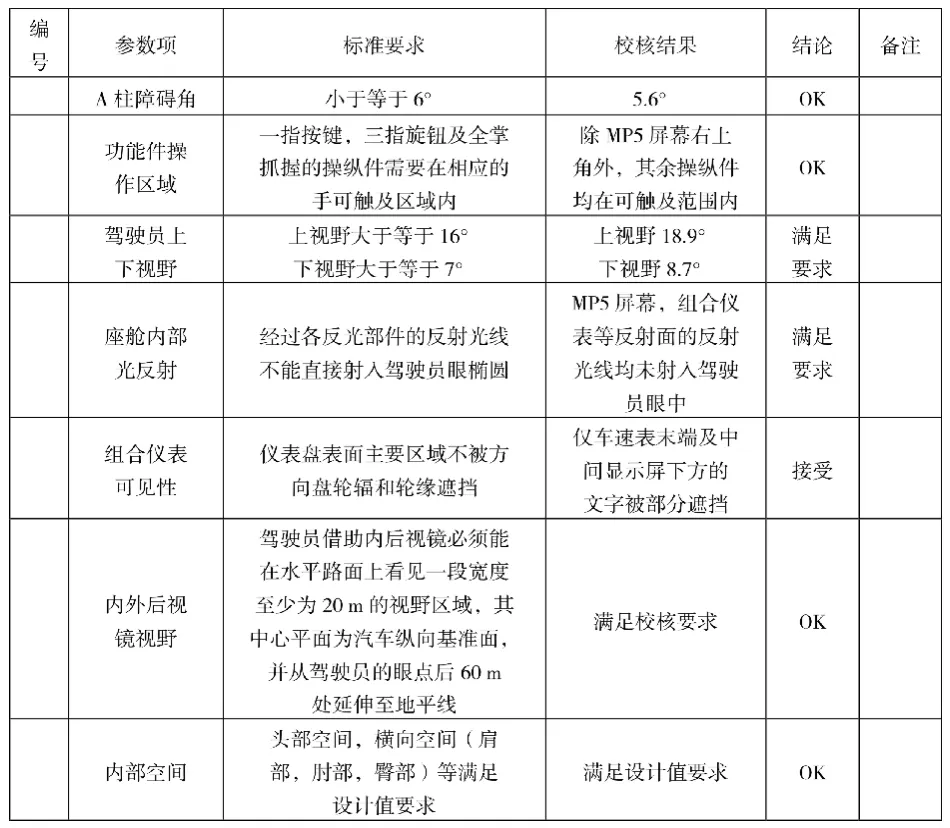
表2 根据扫描得到的R点进行的人机工程参数校核
5.2相关参数不满足要求时的调整方法
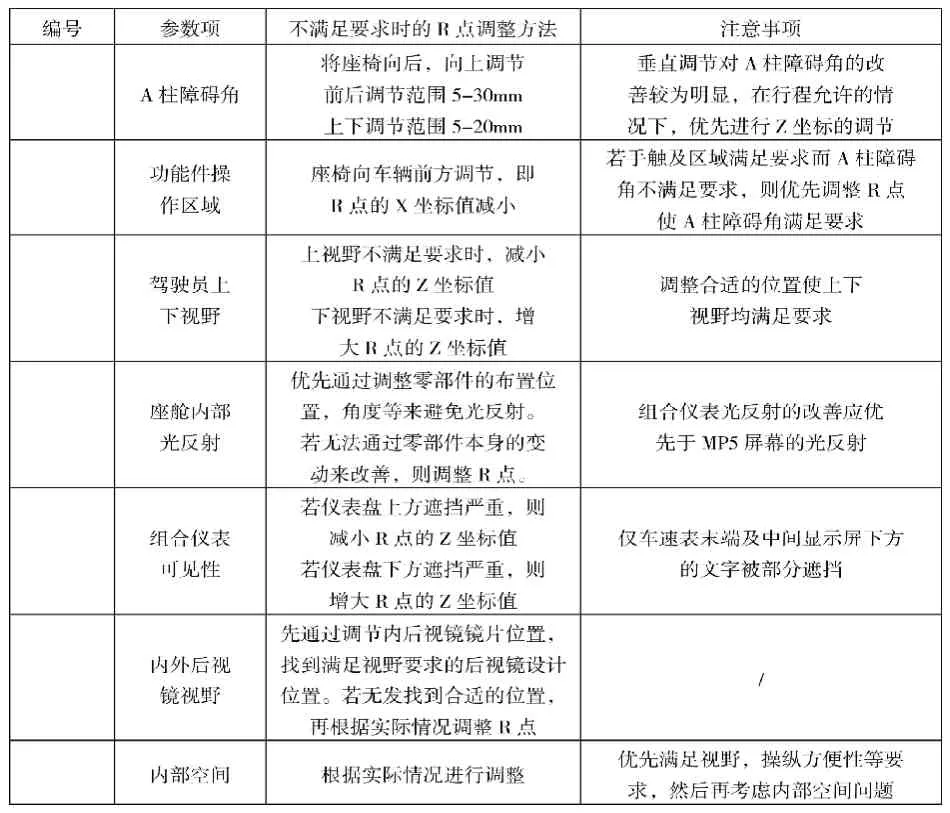
表3 人机工程参数校核项不满足要求时的R点调整
若利用通过扫描得到的R点进行上述表2中的相关参数项校核时,发现有参数不满足要求,则可以通过调整座椅的前后和上下行程,得到一个新的R点,在满足各项标准要求的前提下,将调整后的R点定义为整车的设计R点。其中上述各项参数不满足要求时需要进行的R点坐标调整方法见表3。
6、结论
1)合理运用假人H点装置,可以方便准确地确认目标车辆的座椅R点;
2)在假人装置的运用过程中,应严格按照SAEJ4003-2008所描述的步骤操作;
3)实车扫描过程中,由于人为操作的误差,可能会导致最终结果有所偏差,因此需要至少对两台车进行扫描确认或者同一台车在不同时间进行两次扫描,以保证结果的准确性;
4)扫描得到R点之后,应利用H点设计工具对与R点相关的人机工程参数项进行校核,确保关键参数的合理性。
[1] SAEJ4003-2008:H点装置--H点的确认流程--座椅基准确认.
[2] SAEJ1100:机动车尺寸.
[3] 陈锡林,朱凯杰,陈星.新型三维H点装置(HPM-II)尺寸的现场检测.工业计量20140343.
[4] 李江兵.R点在在整车设计中的确立过程详细.南方农机.201508.
[5] 周勇,马国清,杨震,李杨.汽车驾驶员座椅H点位置的测量.汽车实用技术.2015年第1期.
[6] 于文卫.人体工程学与汽车座椅设计.现代制造技术与装备.2014第6期.总第223期.
The confirmation method of the R point of the design of a competing product
Wang Heng
(Anhui Jianghuai Automobile Co. Ltd., Anhui Hefei 230601)
R Point,also called “Seating Reference Point”,is a fictitious spacial point, which is the intersection of torso line and the H-point pivot. The SgRP Point is one of the most important frudimental points during vehicle package layout process. It's strongly related to driver's&passangers' seating position, comfort, convenience for switch compoments, front and rear vision, etc. So the SgRP point shall be determined prior to other dimensions in the vehicle investigation process. This document describes an efficient procedure to determine the SgRP of competitor vechicle driver seat by using the H-pointMachine(HPM-II)and the H-point Design Tool (HPD)during benchmarking. In adition, we summarize some notices and factors that shall be taken into consideration during the SgRP benchmarking process.
SgRP; benchmarking; ompetitor; HPM-II; HPD
∶U471.2
∶A
∶1671-7988(2016)09-97-04
王恒,就职于安徽江淮汽车股份有限公司。
猜你喜欢
汽车实用技术(2022年7期)2022-04-20
汽车实用技术(2021年21期)2021-11-26
汽车维修与保养(2021年8期)2021-02-16
北方牧业(2019年22期)2019-12-04
中国科技纵横(2019年10期)2019-07-01
山东工业技术(2017年24期)2017-12-29
西部资源(2017年3期)2017-07-05
敦煌研究(2017年3期)2017-07-05
故事作文·低年级(2016年7期)2016-05-14
中国三峡建设(2004年1期)2004-01-11
