腌制废水处理系统自动控制方案设计与应用
2016-11-04 03:23:50孙炳海董好友张鹏勋巩忠贤
河南城建学院学报 2016年5期
孙炳海,马 超,董好友,张 森,张鹏勋,巩忠贤
(河南城建学院 电气与控制工程学院,河南 平顶山 467036)
腌制废水处理系统自动控制方案设计与应用
孙炳海,马超,董好友,张森,张鹏勋,巩忠贤
(河南城建学院 电气与控制工程学院,河南 平顶山 467036)
根据某公司污水处理项目工艺的需求,提出了以S7-1200 PLC为控制核心的自动化控制方案。系统将水位、溶解氧、流量、浊度、酸碱度等传感器、电控执行机构以及供电系统融为一体,按照调节池、加药罐液位和腌制废水水质的变化等情况,确定最优控制策略,实现整个污水处理系统的自动控制。通过实际初步应用,验证了该方案的可行性,节约了人力,提高了腌制废水处理的效率,降低了运行成本。
腌制废水;S7-1200;控制策略;自动控制
咸菜腌制废水处理是新形势下咸菜腌制加工企业面临的首要问题,其废水具有高盐分、高COD、高固形物等特点,并且处理工艺复杂,因此对控制技术提出了较高的要求[1]。能否高效、可靠地处理该废水,将直接影响企业的可持续发展以及当地生态环境。本文结合某公司腌制废水处理项目工艺的实际需求,设计开发了一套自动化控制技术方案,以解决人工操作复杂、运行成本高、污水处理效率低等问题。
1 系统方案设计
1.1水处理工艺及控制关键点
如图1所示为该废水处理工艺流程图[2]。其工艺复杂,流程烦琐。需要解决以下技术关键点:①好氧池和调节池精确曝气的控制。②初沉池石灰水和硫酸亚铁以及一体化气浮池聚合氯化铝(PAC)和聚丙烯酰胺(PAM)两类加药的精确控制。③调节池提升泵的控制。④污泥回流和外排的控制。
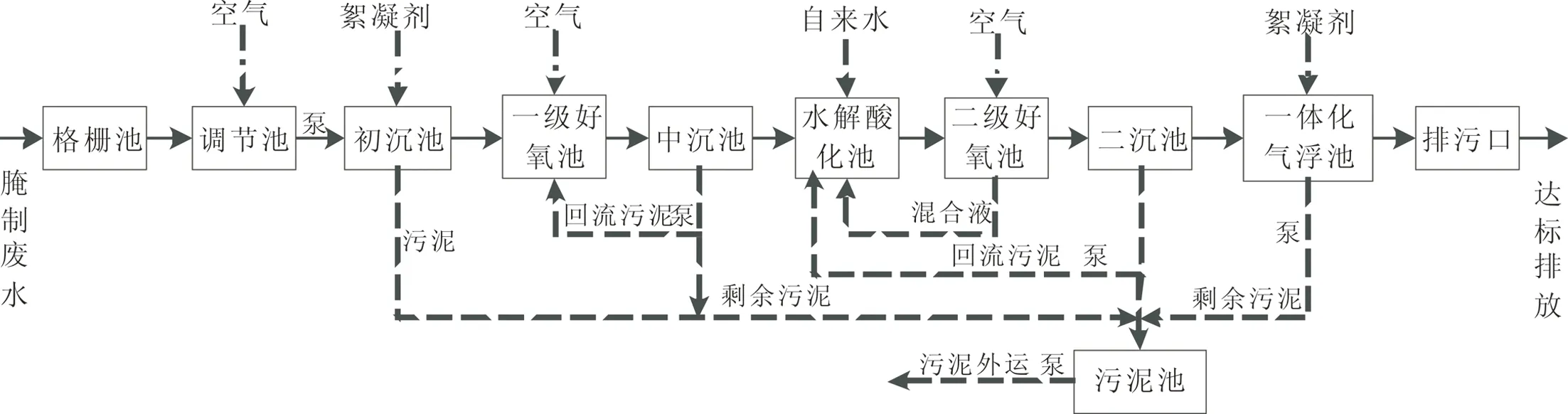
图1 污水处理的工艺流程图
1.2系统总体方案
控制系统由执行装置、传感器、控制器、监控设备及通讯系统组成。如图2所示,系统水厂监控中心与主控站S7-1200PLC通过工业以太网相连,两台风机(一备一用)分别由变频器驱动通过Profibus主站模块与主控站S7-1200PLC通过Profibus-DP协议通讯,传感器采集的信号由模拟量、数字量输入模块送入主控站,根据采集的各种信号通过程序的处理最终通过模拟量和数字量输出模块输出给执行机构,最终实现整个系统的全自动运行。

图2 PLC、传感器及执行机构硬件结构示意图
控制方案分为就地、集中手动、全自动三种控制方式[3]。现场就地控制级别最高,其可以立即切断远程控制,方便了设备的检修和故障排除。集中手动控制级别仅次于现场就地控制,其可以切断水厂监控中心和远程集控中心的控制,当PLC出故障时值班人员可以把控制模式切换到集中手动模式下手动运行,可以大大降低因设备故障导致水厂停运造成的损失。全自动控制级别最低,当处于全自动控制模式下时PLC根据各传感器检测的信号控制全水厂每台设备的运行,但其他两种模式都可以实时切断该模式的运行,最大限度的保障了水厂各设备的安全性和可靠性。
1.3加药控制策略
1.3.1硫酸亚铁和石灰水加药控制策略
初沉池加药是硫酸亚铁和石灰水加药,由空压机提供动力,启动气动隔膜泵进气端的电动阀门控制加药量。硫酸亚铁水解氧化后形成的多核络合物,使得废水中的有色悬浮态的染料物质通过网捕混凝粘结成絮体沉淀,其脱色率可达92%。pH值需要借助碱剂(如石灰水)调碱,石灰水不但能调节pH值,更能起到助凝除磷的作用[4]。石灰水加药量判断主要是pH值,硫酸亚铁加药量判断的依据主要是进水的流量。因此在初沉池水源处安装酸碱度测试仪和电磁流量计。PLC通过检测到这些数据通过控制算法控制两个电动阀门开度的大小来控制每种加药量的多少。其控制流程图如图3(a)所示。
1.3.2PAC和PAM加药控制策略
一体化气浮池加药是PAC和PAM加药,其由电磁计量泵控制加药量[5-6]。其控制流程图如图3(b)所示。该种加药,加多少才算合适?本文提出了综合评价指标(P)的概念:
P=a1X1+a2X2+a3X3+…anXn
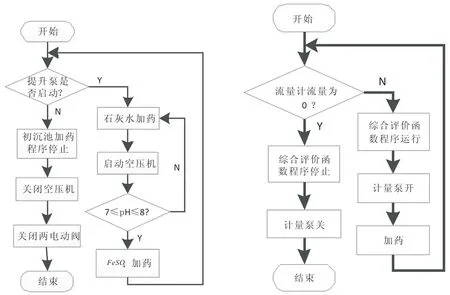
(a)初沉池控制流程图 (b)一体化气浮池控制流程图图3 风机控制流程框图
式中,X1—Xn为参与评价的各传感器检测值;a1—an为参与评价的检测值对综合评价指标的贡献系数。参与评价的指标有酸碱度、浊度、溶解氧、进水口流量。在一体化气浮池进水口安装酸碱度测试仪、浊度仪、溶解氧仪和电磁流量计,仪表检测到的数据传输给PLC通过以上综合评价指标函数,通过模拟量输出模块输出4~20 mA的电流信号来控制计量泵的流量从而达到控制加药量的目的。通过该污水处理厂前期的运行数据,通过数据分析最终得出一体化气浮池加药的a1、a2、a3、a4四个系数。
1.4曝气控制策略
根据综合反应池溶解氧的含量,利用变频调速的方法控制曝气强度。风机PID控制框图如图4所示。在程序中预先设定溶解氧上限和下限值,如当溶解氧值达到下限值启动变频器开始曝气,当溶解氧达到上限值时停止发出信号停止曝气,当溶解氧值在上限和下限之间时,根据PID控制算法根据溶解氧含量的变化调节变频器的输出频率来控制曝气强度,如溶解氧含量上升控制变频器输出频率下降,溶解氧含量下降控制变频器输出频率上升。

图4 风机PID闭环控制框图
1.5控制软件设计
本系统采用模块化编程,主程序主要调用各功能模块的程序和通讯程序。功能模块程序主要有调节池控制模块、初沉池加药模块、中沉池和二沉池控制模块、二级好氧池控制模块、风机曝气控制模块、传感器检测模块、一体化气浮池加药模块以及故障处理程序模块等功能模块。在程序的每个循环周期中逐条运行,条件满足时调用专门功能的监控模块,通过各程序块的调用最终实现整个污水处理厂的全自动运行。如图5所示为全自动控制流程图。

图5 系统全自动控制流程图
主循环程序每个周期调用该模块一次,PLC根据调节池水位采集的数据控制整个系统设备的启停。自动控制过程中故障监控可分为设备故障和传感器故障两大类,由故障监控模块分别进行处理。系统实时监测各运行设备的启动过程、运行状态以及停止过程,一旦出现故障,系统及时做出反应,保证了设备的安全运行[6]。
由于现场设备生产厂家各异,通讯协议不一,需要进行协议解析和程序编译,从而建立通信连接。这是解决PLC与现场的智能微机保护测控装置、通信管理机等智能设备之间通信的关键问题[7]。水厂监控中心计算机操作系统软件为Windows7 旗舰版,编程软件采用西门子公司的SIMATIC STEP7 Professional V13,组态软件为西门子公司的SIMATIC WinCC Professional V13。
2 技术特点
(1) 精确曝气控制。本文利用西门子MM440变频器通过Profibus-DP通讯协议与PLC通讯,对风机的曝气量进行无级调速,最终达到精确曝气的目的,提高了系统的稳定性和节约了电能。
(2) 两类加药控制。本文引入了综合评价指标的概念,通过综合评价函数,得出加药量的多少。从而精确地控制加药量,节约了用药,使污水处理得到了很好的效果,最终达标排放。
3 结论
根据本文控制方案,经过实际初步运行,该系统设计方案符合实际要求,处理后的水质为:COD≤100 mg/L,BOD5≤20 mg/L,SS≤20 mg/L,氨氮≤15 mg/L,色度≤50倍,磷酸盐(以P计)≤0.5 mg/L,pH:6~9。能达到排放标准要求,大大提高了腌制废水的处理效率,节约了人力和水电资源。
[1]祝义平.生物接触氧化法处理腌制废水最佳运行方式及耐盐性研究[D].成都:西南交通大学,2011.5.
[2]刘晓强,李亚新.AB 法污水处理工艺[J].科技情报开发与经济,2005,15(16):124~126.
[3]尹文波,张鲁花,张惠民.煤矿井下中央水泵房自动化控制系统设计[J].煤矿机电,2010(2):13~16.
[4]秦军,李明阳.硫酸亚铁废酸液在水处理中的应用[J].科技展望,2015(12):83~86.
[5]相加培,刘金荣.PAC 和 PAM 复合絮凝剂在洗涤剂废水处理中的应用研究[J].四川环境,2005,24 (3):8~11.
[6]孙炳海.基于PLC的煤矿井排水泵房自动控制技术应用[C].International Conference on Software Engineering and Multimedia Communication(SEMC),2011.
[7]孙力平等.污水处理新工艺与设计计算实例[M].北京:科学出版社,2001.
Design and application of automatic control scheme for pickling waste water treatment system
SUN Bing-hai,MA Chao,DONG Hao-you,ZHANG Sen,ZHANG Peng-xun,GONG Zhong-xian
(SchoolofElectrical&InformationEngineering,HenanUniversityofUrbanConstruction,Pingdingshan467036,China)
According to the requirements wastewater treatment project of a certain company,an automatic control scheme with PLC S7-1200 as the control core was put forward.The system combines sensors of water level,DO,flow,turbidity and PH with the electric actuators and the power supply system.The optimal control strategies is determined on the basis of the regulating pool,dosing tank liquid level and pickled waste water quality changes to achieve automatic control of the entire sewage treatment system.Preliminary application proves the feasibility of the scheme,saves manpower,improves the efficiency of the treatment of the pickling waste water,and reduces the operation cost.
pickling waste water;S7-1200;control strategy;automatic control
2016-05-31
河南城建学院“科研能力提升工程”应用项目(2016YY014)
孙炳海(1962—),男,河南平顶山人,教授。
1674-7046(2016)05-0088-05
10.14140/j.cnki.hncjxb.2016.05.016
TM461
A
猜你喜欢
环境卫生工程(2021年4期)2021-10-13 06:52:16
婚姻与家庭·婚姻情感版(2021年6期)2021-06-01 12:02:04
理化检验-化学分册(2020年5期)2020-06-15 11:36:02
化学教学(2016年12期)2017-07-25 09:10:51
山东工业技术(2016年15期)2016-12-01 05:30:51
河南科技(2016年8期)2016-09-03 08:08:22
河南科技(2016年6期)2016-08-13 08:18:29
海峡科技与产业(2016年3期)2016-05-17 04:32:13
当代化工研究(2016年9期)2016-03-20 16:22:10
小说月刊(2015年6期)2015-12-16 14:55:45