门总成到白车身装配工艺顺序优化
2016-10-20 11:36:26胡霞曾翠丽何芳菲
装备制造技术 2016年8期
胡霞,曾翠丽,何芳菲
(上汽通用五菱汽车股份有限公司,广西柳州545007)
门总成到白车身装配工艺顺序优化
胡霞,曾翠丽,何芳菲
(上汽通用五菱汽车股份有限公司,广西柳州545007)
基于后侧门焊合总成和铰链的装配顺序不同,对应后侧门焊合总成与侧围的间隙面差有不同的表现。介绍了两种不同装配工艺顺序以及优缺点。通过对比两种不同装配工艺顺序,结合自身制造需求,选取最优装配工艺顺序,从而保证后侧门焊合总成与侧围的间隙面差稳定性。
门总成;白车身;装配顺序;优化
汽车行业快速发展,人们生活水平不断提高,消费者对汽车的外观质量的要求也越来越高。汽车门盖总成与侧围间的尺寸配合作为直观感知质量区域,直接影响客户对整车外观质量的评价。后侧门总成和铰链的装配顺序不同,对应后侧门焊合总成与侧围的间隙面差有不同的表现。本文以某车型后侧门为例,对比两种不同装配工艺顺序的优缺点,为现行产品及后续开发产品提供参考意见。
1 常见门总成装配方式及缺点
1.1常见后侧门焊合总成到白车身的安装工艺顺序
后侧门焊合总成和后侧门上下铰链分别定位在铰链安装拼台上,通过螺杆将后侧门焊合总成与上下铰链打紧,形成后侧门焊合及铰链总成。在调整线上,先将后侧门焊合及铰链总成定位到后侧门总成安装工具上,再将后侧门安装工具定位到白车身上,最后通过螺杆将后侧门上下铰链和侧围铰链安装面打紧,取出安装工具。
1.2后侧门焊合总成和各安装工具定位方式
1.2.1后侧门焊合总成在铰链安装拼台的定位方式
后侧门焊合总成的定位方式如图1所示,以后侧门焊合总成周圈包边面A1~A9为主定位面,及水切边A10及A11作为辅助定位面控制后侧门焊合总成C/C方向。以B1~B4为第二基准方向,控制后侧门焊合总成U/D方向,最后以C1~C4作为第三基准,控制后侧门焊合总成的F/A方向,实现控制零件的6个自由度(注:C/C—Cross Car;F/A—After;U/D—Up Down)。
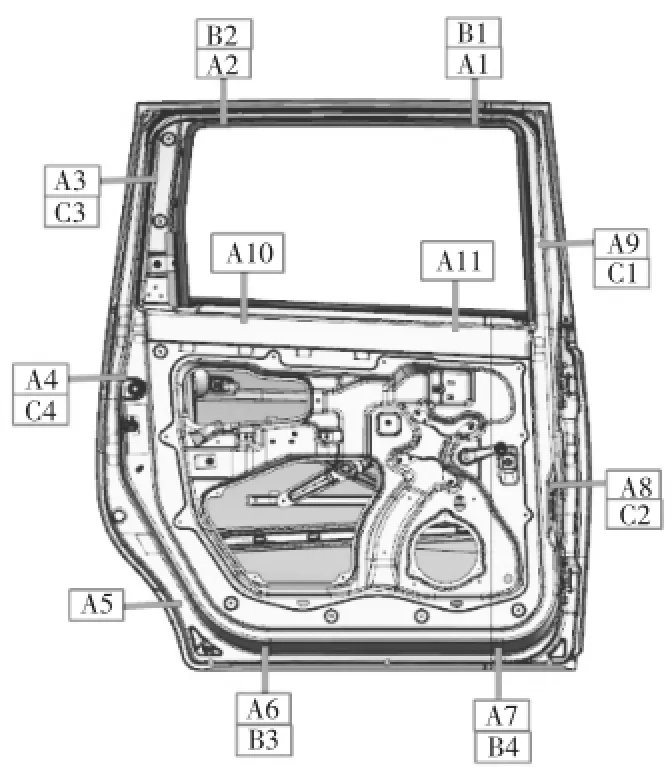
图1 常见后侧门焊合总成在铰链安装拼台的定位方式
1.2.2后侧门铰链的在铰链安装拼台定位方式
后侧门焊合总成的定位方式(如图2所示),以后侧门焊合总成周圈包边面A1~A9为主定位面,及水切边A10及A11作为辅助定位面控制后侧门焊合总成C/C方向。以B1~B4为第二基准方向,控制后侧门焊合总成U/D方向,最后以C1~C4作为第三基准,控制后侧门焊合总成的F/A方向,实现控制零件的6个自由度(注:C/C—Cross Car;F/A—After;U/D—Up Down)[1]。

图2 常见铰链在铰链安装工装上定位方式
1.2.3后侧门焊合及铰链总成在安装工具上的定位方式
在调整线上,后侧门焊合总成及铰链总成的定位方式如图示3所示,内板密封面A1~A4为主基准定位面,控制零件C/C方向,基准孔B控制零件的F/ A和U/D方向,最后通过后侧门焊合总成包边后的棱线C1、C2控制后侧门焊合总成的U/D方向。最终实现零件的6个自由度控制[1]。
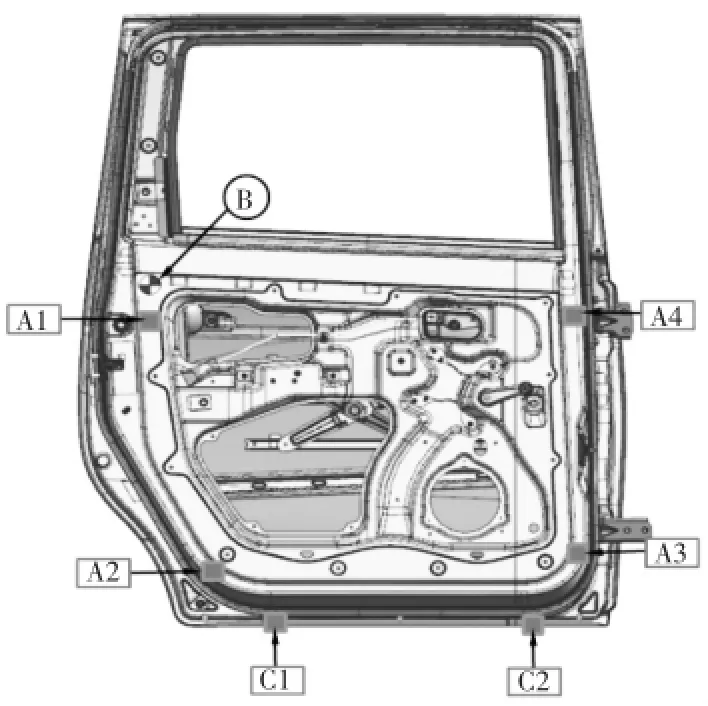
图3 常见后侧门总成在安装工具上定位方式
1.2.4后侧门铰链的在铰链安装拼台定位方式
后侧门总成安装工具在白车身的定位方式(如图4所示),安装工具上4个Y方向的定位面A1~A4作为主基准定位面,控制安装工具的C/C方向,B基准销控制后侧门安装工具的F/A和U/D方向,最后通过Z方向2个定位面C1与C2控制后侧门安装工具绕Z方向的旋转,最终实现对后侧门安装工具的6个自由度的控制。
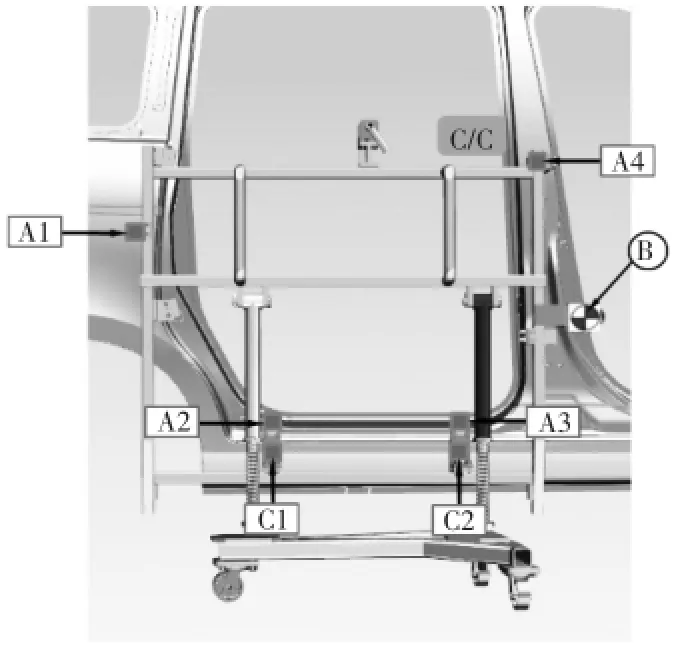
图4 常见后侧门安装工具在白车身上定位方式
1.3常见后侧门焊合总成到白车身装配方式的缺点
通过此种装配顺序与方式装配的后侧门焊合总成与侧围C/C方向的面差,实际是由与侧围匹配的铰链面来控制的。在铰链安装拼台时,后侧门焊合总成的摆放方式是倒置(门内板朝上,包边后的外板朝下),通过包边后的后侧门焊合总成周圈型面和棱线来定位(如图1所示)。而包边后的后侧门焊合总成由于工装夹具、焊接变形和包边变形等影响,周圈型面面差和棱线间隙均有较大波动,公差在1.0 mm~1.5 mm.因而在打紧铰链后,与侧围外板匹配的铰链安装面,相对于后侧门焊合总成外板A面的相对位置差异较大,最终导致后侧门焊合总成与侧围Y向波动大甚至超差。且由于项目前期,零件状态、工装和包边机状态均不稳定,导致后侧门焊合总成的差异性较大,每件总成状态均不一致,无法为工装调整提供准确信息。为保证铰链安装面与后侧门总成外板A面的相对位置,需反复调整工装,增加工程师工作量。
2 优化后后门总成装配方式及优点
2.1优化后后侧门焊合总成到白车身的安装工艺顺序
在调整线上,先将后侧门上下铰链安装工具定位在白车身上,再将后侧门上下铰链定位在安装工具和侧围上,最后通过螺杆将上下铰链与侧围铰链安装面打紧,取下铰链安装工具。接着将后侧门焊合总成定位在后侧门焊合总成安装工具上,再将后侧门焊合总成安装工具定位在白车身上,通过螺杆将后侧门焊合总成与上下铰链打紧,最后取出后侧门总成安装工具。
2.2优化后后侧门焊合总成和各安装工具定位方式
2.2.1后侧门上下铰链安装工具在白车身上的定位方式
以3、4、5、6这4个Y方向定位面为主定位面,控制安装工具的C/C方向。再通过B和C两个定位销来控制上下铰链安装工具的F/A和U/D方向,实现对安装工具的6个自由度控制(如图5所示)。

图5 优化后铰链在工装上定位方式
2.2.2后侧门上下铰链在铰链安装工具上的定位方式
以1、2两个定位面为主定位面,控制上下铰链的F/A方向,再通过B、C两个圆孔控制铰链的C/C和U/D方向,实现对铰链的6个自由度进行控制(如图6所示)。
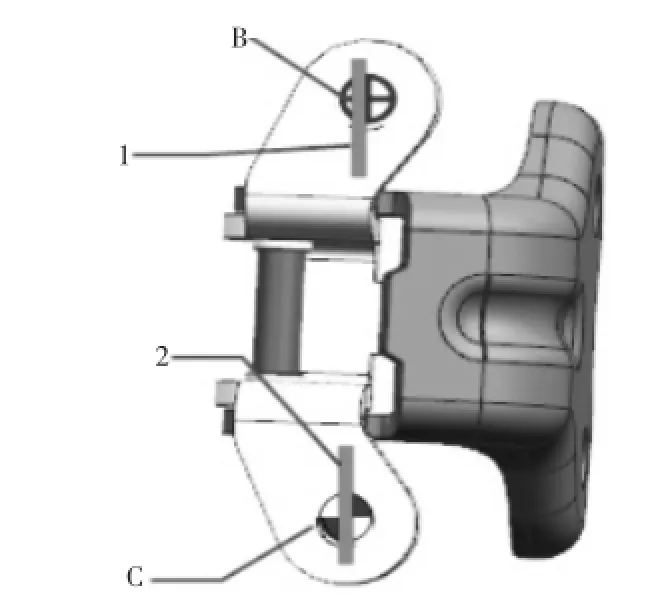
图6 优化后铰链在工装上定位方式
2.2.3后侧门焊合总成在安装工具上的定位方式
以后侧门焊合总成内板密封面A1~A4为主基准定位面,控制零件C/C方向,B基准孔控制零件的F/A和U/D方向,最后通过包边后的棱线C1、C2控制后侧门焊合总成的U/D方向,最终实现控制零件的6个自由度(如图7所示)。
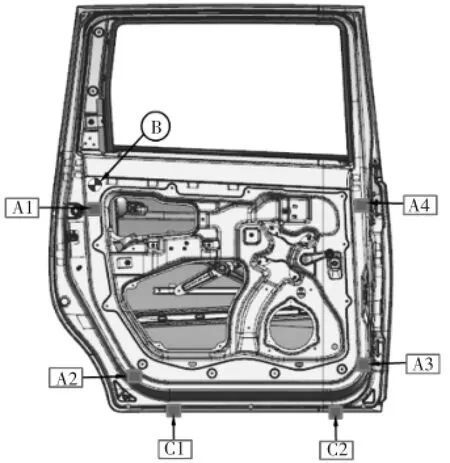
图7 优化后铰链在工装上定位方式
2.2.4后侧门安装工具在白车身上的定位方式
通过定位销B控制后侧门安装工具的F/A和U/D方向,通过Y方向4个定位面A1~A4控制安装工具的C/C方向,最后通过2个Z方向的定位面C1和C2控制后侧门安装工具的旋转,实现控制安装工具的6个自由度(如图8所示)。
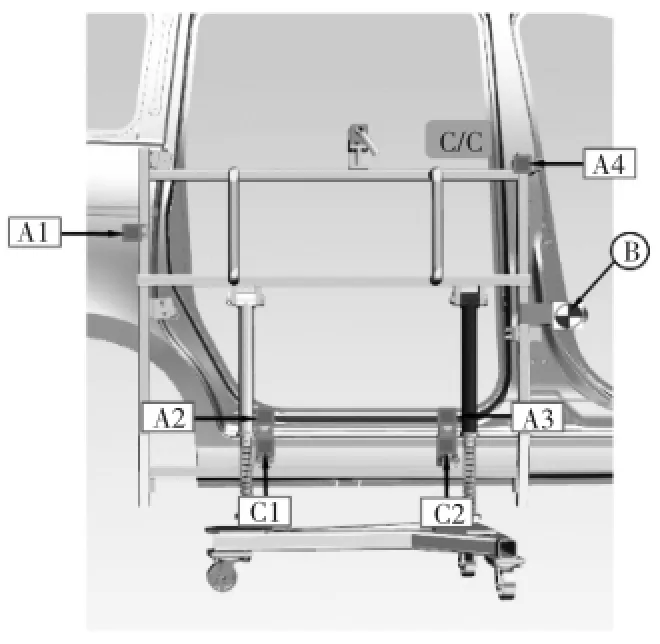
图8 优化后后侧门安装工具在白车身上定位方式
2.3优化后后侧门焊合总成到白车身装配方式的优点
优化后的后侧门焊合总成和铰链装配方式,解决了门总成与侧围间隙面差不稳定的问题。侧围外板为关键冲压件,零件状态稳定,铰链安装工具的定位基准均在侧围外板上,铰链安装工具的定位稳定,因为上下铰链是通过铰链安装工具定位并安装到侧围上,进而保证了上下铰链到侧围的状态稳定。由于门总成与侧围的X方向间隙和Y方向面差均由铰链控制,铰链状态稳定,进而保证了门总成与侧围间隙面差的稳定。前门铰链和后门铰链采用同一套铰链安装工具,能够保证前门和后门铰链X方向的相对位置,有利于控制前后门间相对间隙。由于铰链是直接打紧在白车身上,所以门盖线不再需要铰链安装拼台,可以节约一个拼台的占地空间和一套工装夹具成本,以及减少一个拼台的员工相应的人工成本。
3 结束语
铰链的状态决定了门总成与侧围X方向间隙和Y方向面差,优化后的装配方式不仅解决了门总成与侧围的匹配的尺寸问题,归纳有以下优点:
(1)提高了门总成与侧围间隙面差稳定性。铰链安装工具的基准定位在状态稳定侧围外板上,定位稳定,进而保证了上下铰链到侧围的状态稳定。铰链状态稳定,从而保证了门总成与侧围间隙面差的稳定。
(2)有利于控制前后门间相对间隙,前门铰链和后门铰链采用同一套铰链安装工具,能够保证前门和后门铰链X方向的相对位置。
(3)减少拼台数量,节约了拼台的占地空间和工装夹具成本。
(4)减少一个拼台的操作员工,节约人工成本。
[1]黄列群.盖安装工具类型及应用策略分析[J].企业科技与发展用,2013,(4):69-71.
The Process Optimization for Door Installation in Body Shop
HU Xia,ZENG Cui-li,HE Fang-fei
(SAIC GM Wuling Automation Co.,Ltd.,Liuzhou Guangxi 545007,China)
Based on the different assembly process sequence of rear door and hinges,the gap and flush between the rear door and the body side have different performance.This paper introduces two different assembly process sequence and the advantages and disadvantages.Compared two different assembly process sequence,combined with own manufacturing requirements,selected the better assembly process sequence,to ensure the stability of gap and flush between the rear door and the body side.
door assembly;BIW;assembly sequence;optimization
U468
A
1672-545X(2016)08-0149-04
2016-05-21
胡霞(1988-),女,湖北武汉人,本科,助理工程师,研究方向:汽车尺寸开发与控制方向研究。
猜你喜欢
铁道车辆(2024年1期)2024-03-01 03:46:58
故事作文·低年级(2023年2期)2023-05-30 10:48:04
轨道交通装备与技术(2021年5期)2021-11-19 11:46:52
铁道车辆(2021年5期)2021-11-09 05:02:12
科学与生活(2021年30期)2021-02-18 23:17:01
防爆电机(2020年6期)2020-12-14 07:17:06
民用飞机设计与研究(2019年2期)2019-08-05 01:33:44
模具制造(2019年4期)2019-06-24 03:36:46
北京汽车(2019年6期)2019-02-12 05:19:50
汽车电器(2018年10期)2018-11-01 01:17:26