基于触摸屏的机床上下料机器人控制系统的设计
2016-10-18 09:58丁华锋靳开轩贺冬冬刘婧芳
制造业自动化 2016年9期
丁华锋,靳开轩,贺冬冬,刘婧芳
(1.北京工业大学 机电学院,北京 100201;2.马鞍山市安工大工业技术研究院,马鞍山 243000)
基于触摸屏的机床上下料机器人控制系统的设计
丁华锋1,靳开轩1,贺冬冬2,刘婧芳1
(1.北京工业大学 机电学院,北京 100201;2.马鞍山市安工大工业技术研究院,马鞍山 243000)
以机床上下料机器人代替传统手工搬运,可减少劳动力投入,降低管理成本,提高效益;以触摸屏控制代替面板控制,可节约操作空间,方便调整面板属性。介绍了机床上下料机器人的工作原理,设计了送料规则,制定了控制准则,利用触摸屏设计软件及PLC编程软件,设计了触摸屏文件,编辑了PLC程序,最后进行了仿真模拟,实现了以触摸屏控制机床上下料机器人送料的功能。
上下料;机器人;PLC;触摸屏
0 引言
机床上下料作为专用机器人,是智能工厂的重要组成部分,其极大的提高了劳动效率、降低了劳动力成本[1]。自动化生产线是依照所设定的工艺过程,将生产和加工各过程组合起来,完成上料、装卸、下料和加工等工序的自动测量、自动控制和连续生产[2]。机床上下料机器人适用于机床、生产线的上下料、工件移位翻转、工件转序等,主要针对圆盘类、长轴类、不规则形状、金属板类等工件,在工业自动化中得到广泛的应用[3~5]。
传统的机床上下料机器人,由操作面板控制,文献[6]局限性在于:操作面板空间有限,不能放置太多的按钮或开关,操作面板无法更改,一旦软件更新,须重新制作面板。本文设计的控制软件,以触摸屏控制,不仅节约操作空间,并可调整面板属性。以四自由度机床上下料机器人为准,以EB Pro和WPLSoft为辅助软件,设计智能控制软件,EB Pro是威纶公司开发的人机界面软件,用于触摸屏的设计;WPLSoft是台达电子开发的编程软件,用于PLC的编程。
1 机床上下料机器人简介
机床上下料机器人由三部分组成,第一部分由一号电机控制,沿z轴移动;第二部分是旋转臂,由二号电机控制,绕二号电机转动;第三部分由三号电机控制,沿x轴移动,如图1所示。
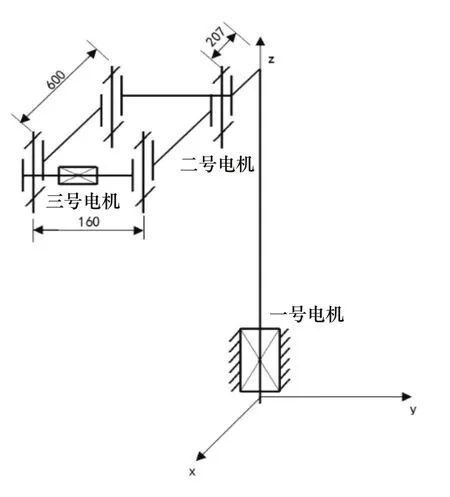
图1 机床上下料机器人机构简图
抓手安装在三号电机控制的线性模组滑块上(图中尚未安装),当货物位置与目的地给定,机器人将在一号电机带动下从原点出发,向上移动300mm,接着二号电机带动旋转臂旋转至货物的正上方,之后一号电机带动机器人向下运动至与货物同一水平面,三号电机带动线性模组运动至货物准确位置,抓手抓取货物,然后一号电机带动机器人向上移动至300mm处,二号电机旋转带动旋转臂旋转至目的地上方,一号电机带动机器人向下运动至与目的地同一水平面,三号电机带动线性模组运动至目的地准确位置,松手放置货物,然后以同样的方式移动至货物位置,以达周期送料的目的。
设机器人末端的位置为(x,y,z),机器人一号电机线性模组的线位移为h,二号电机模组的角位移为θ,三号电机线性模组的线位移为s,显然z=h,上下料机器人的俯视图如图2所示,那么,当(h,θ,s)已知时:
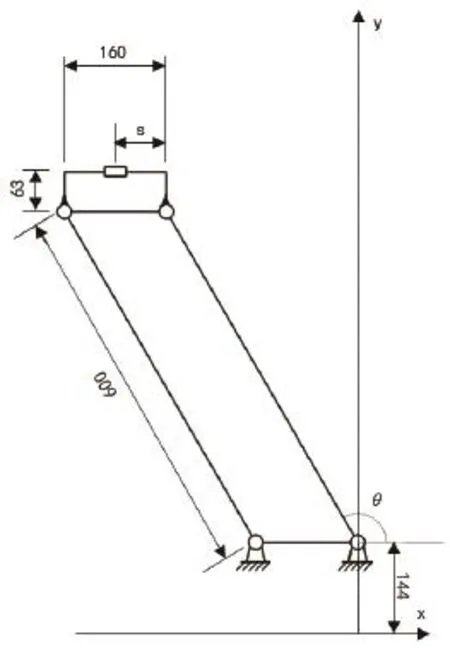
图2 机床上下料机器人俯视简图
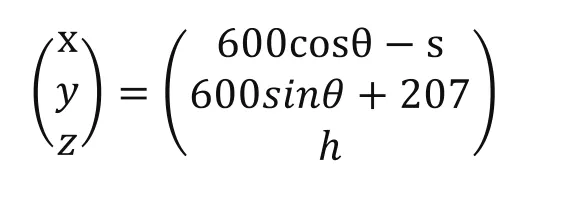
当(x,y,z)已知时:

或:

其中,0≤s≤160,当根据上述公式计算出来的s不在[0,160]区间内时,舍去该解,当两个解所得s均不在[0,160]中时,该位形不存在。
2 机床上下料机器人智能控制软件设计方法
2.1软件开发的整体思路
根据机床上下料机器人的机械结构,设计出其控制规则和运动动作,从而设计人机界面,编制梯形图,将人机界面导入触摸屏中,梯形图导入PLC中,PLC与触摸屏相连,人们控制触摸屏,触摸屏控制PLC动作,PLC根据后台程序控制电机发送脉冲,控制电机的运动,最终实现机床上下料机器人的搬运工作,如图3所示。
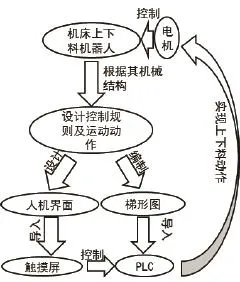
图3 整体思路
2.2EB Pro设计方法
2.2.1EB Pro界面设计思路
系统界面的逻辑决定整个软件的开发流程,系统界面可分为登录界面、主菜单、手动控制模式、坐标控制模式、自动送料模式、历史登录显示、修改密码7大模块。逻辑图如图4所示。
2.2.2登录界面的设计
登录界面是触摸屏的初始窗口,用户进入登录系统界面时,电机抱闸和使能关闭,用户需输入用户名和密码,密码正确方可进入主菜单,用户也可选择注销退出登录。

图4 界面设计思路
2.2.3主菜单的设计
用户进入主菜单时,电机抱闸和使能打开,用户可选择要进入的窗口,分别是手动控制、坐标控制、送料模式、查看历史登录、修改密码、登录界面。
2.2.4手动控制模式的设计
手动控制模式中,用户可手动调节电机运动,实时看到当前各关节的位移或角位移情况,根据这些位置,确定送料模式的货物位置和目的地的坐标,选择返回原点后,返回原点指示灯将亮,提示用户机器人正在返回原点,并且其他按键均会失效,直到各关节均到达原点后,用户才可进行其他操作。
2.2.5坐标控制模式的设计
坐标控制模式中,用户输入一、三关节的位移及二关节的角位移,选择开始移动,机器人各关节将移动至输入位置,移动指示灯亮,提示用户机器人正在移动,其他按键均会失效,待各关节到达目标点后,用户才可进行其他操作。
2.2.6送料模式的设计
送料模式中,输入货物位置及目的地位置,实现机器人连续送料。用户进入该界面后,输入货物位置和目的地位置,若机器人各关节未处于原点位置,用户选择返回原点,待各关节返回原点后,开始送料键才可生效。选择开始送料,机器人连续送料,送料灯亮,用户可根据实际需求,调节速度快慢,速度越快,机器会抖动幅度越大,用户须调节加速度时间,时间越长,抖动的幅度越小,但加速度时间不宜过长,有可能会导致速度过大,使得电机过载。送料过程中,除速度加速度调节及停止送料按钮外,其他按键均会失效,用户选择停止送料后,机器人会立即停止送料,用户方可进行其他操作。
2.2.7查看登录历史模式的设计
该模式下,用户可以查看本台机器的登录情况。
2.2.8修改密码界面设置
该模式下,用户可以根据需要修改密码,保障系统安全。如图5所示。

图5 触摸屏各界面设计
2.3PLC梯形图程序设计
2.3.1PLC梯形图程序设计思路
三台电机依靠PLC向电机发送脉冲运动,脉冲的发送速度与电机的转速成正比,利用PLC中的计时功能,以电机转动的时间与转速相乘,计算各模组的线位移或角位移;利用梯形图的指针功能,可在不同模式下操作机器人运动;利用接近开关,将机器人限制在安全的工作区域里,并且确定其工作原点;利用PLC中的附加减速脉冲指令,调节机器人的加减速时间,使机器人运动平稳。
2.3.2抱闸与使能控制程序设计
为保护PLC起见,不应将抱闸与使能同时打开或关闭,若打开抱闸和使能,须先打开抱闸,0.5s后打开使能,若关闭抱闸和使能,须先关闭使能,0.5s后关闭抱闸。
2.3.3手动模式程序设计
手动模式中,由于电机运转较慢,同时为了确保精确计算位置信息,采取脉冲输出指令控制脉冲发送,当按下箭头按钮时,相应的归复型开关置on,脉冲发送,电机转动,同时计时器打开,记录按下箭头的时间,当松开按钮时,脉冲停止发送,电机停止转动,相应计时器开关下跳沿触发,时间存入位置信息中。
2.3.4坐标模式程序设计
坐标模式中,当用户输入目标点,选择开始移动,目标点的位置信息存入PLC中,计算各电机发送的脉冲数,2s后三台电机同时运动,直到末端移动至目标点为止。若目标点无法到达,电机继续向目标点运动,直到各关节触碰到接近开关为止。
2.3.5自动送料模式程序设计
自动送料模式中,由于电机运转速度较快,采取附加减速脉冲输出指令。用户输入货物位置和目标点,选择开始送料,货物位置和目标点将存入PLC中,并计算各电机每个动作的输出脉冲数,2s后开始送料。该模式中用到了系统特殊寄存器M1029、M1030、M1036,分别在一、二、三号电机脉冲输出完毕后产生一个上跳沿脉冲控制下一个动作的进行,用户可调节电机的速度和加速度,将电机脉冲输出频率和加减速时间存入D寄存器中,每当选择一次加速或减速后,输出脉冲频率增加或减少25000Hz,用户选择增加或减少加减速时间后,电机每次运动的加减速时间增加或减少10ms。
2.3.6回零程序设计
回零程序是镶嵌在手动控制模式、坐标控制模式、自动送料模式中的一套程序,用户选择返回原点,2s后,机器人开始回零,由于回零过程速度较缓,并且PLC所发脉冲数为无穷大,故采取脉冲输出指令控制,当各关节触碰到回零接近开关时,回零完成。
2.3.7刹车程序设计
当有关节处于接近开关附近时,接近开关所连的触点置on,当离开接近开关的某个范围时,触点置off,在实际生产工作中,如果某关节处于高速运动,运动至接近开关附近,此时关节突然停止运动,很可能产生剧烈震动将关节点震出该范围,那么接近开关置off,关节将继续运动,很可能脱离安全区域,造成严重后果。需要设计一个刹车程序,即当关节运动到接近开关附近时,上跳沿使得辅助寄存器M214置on,同时开始计时2s,在这2s内,无论接近开关的触点是否置为off,M214将一直处于on状态,阻止PLC向电机发送脉冲,2s后,且接近开关的下跳沿出发时,M214才会置off,这样就能保证无论关节是否震出接近开关的感应范围,仍会停止运动。
3 仿真调试
3.1打开或关闭抱闸使能的调试
打开机器进入登录界面,进入主菜单中,查看电机抱闸与使能打开情况及打开顺序如图6所示。

图6 打开使能和抱闸
然后返回登录界面,查看抱闸与使能的关闭情况及关闭顺序,如图7所示。

图7 关闭使能和抱闸
3.2返回原点与手动模式的调试
进入手动控制模式,选择返回原点,查看各关节运动状态,是否能够回零,如图8所示。
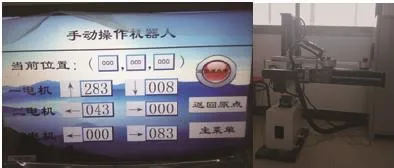
图8 返回原点调试
之后调节各方向键,查看各关节能否按正确方向运动,并查看坐标变化状态,如图9所示。
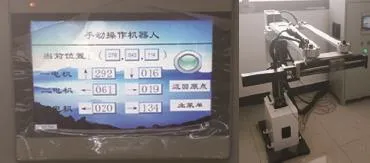
图9 手动模式调试
3.3坐标模式的调试
进入坐标控制模式,查看当前坐标是否正确,输入坐标,查看各关节运动状态,是否能够运动至所输入的坐标点,如图10所示。
3.4自动送料模式的调试
进入自动送料模式,输入货物位置与目的地坐标,选择返回原点,待机器人回零后,选择开始送料,查看机器人各关节的运动情况,同时选择加速和减速按钮,查看机器人的运动速率变化,当关节产生抖动时,调节加速度按钮,查看机器人加速度变化情况,关节抖动幅度是否减小,不断调节加速与加速度按钮,使得机器人最高转速至3000r/min,之后选择停止送料,看机器人是否立即停止送料,如图11所示。

图10 坐标模式调试
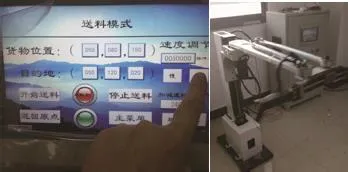
图11 送料模式调试
3.5查看历史登录与密码修改模式的调试
进入查看历史登录模式,查看登录状态,再返回主菜单,进入密码修改模式修改密码,看相应功能能否实现,如图12所示。

图12 历史登录与密码修改模式调试
4 结论
1)本课题完成了机床上下料机器人智能控制软件的开发工作,包括界面的开发及后台程序的开发,实现了三种模式下控制机器人运动:手动模式、坐标控制模式、自动送料模式,手动模式下用户通过按键的方式,调节机器人走动;坐标控制模式下,用户输入坐标,实现机器人的运动;自动送料模式下,用户输入送料的货物位置及目的地,实现机器人周期送料,用户也可调节机器人的送料速度,找到最合适的送料状态。
2)该软件有容错和提示功能,用户在选择返回原点后,其他按键均会失效,直到机器人回零,才可进行下一步操作;送料模式下,如果机器人未处于原点,开始送料键失效;返回原点时,回零指示灯亮,提示用户:机器人回零中;送料时,送料指示灯亮,提示用户:机器人正在送料。
3)本课题进行了仿真调试,客观明了地展示了该软件的所有功能,为以后的机床上下料机器人软件发展奠定一定基础。
[1] 边弘晔,李学威,管莉娜,马壮.基于SolidWorks Simulation的机床上下料专用机器人结构优化[J].制造业自动化,2016,04:63-65.
[2] 刘燕,周航.组合机床生产线加工及上下料控制系统的设计[J].制造业自动化,2014,24:101-104,108.
[3] 崔玲玲,张晖.基于单片机的搬运机器人设计[J].价值工程,2011,30:142.
[4] 王睿,冯宝林,徐华结,等.基于蒙特卡罗法的工业机械臂精度分析[J].机械设计,2016,01:76-80.
[5] 李飞.某型六自由度机械臂的运动控制与仿真研究[D].武汉工程大学,2014.
[6] 李荣丽.基于PLC的上下料机器人控制系统设计[J].装备制造技术,2007,02:58-59.
Control system design of feeding and unloading robot based on touch screen
DING Hua-feng1,JIN Kai-xuan1,HE Dong-dong2,LIU Jing-fang1
TP242.2
A
1009-0134(2016)09-0063-05
2016-06-03
国家自然科学基金项目(51475015)
丁华锋(1977 -),男,湖北荆门人,教授,博士后,研究方向为复杂机械运动学、动力学和控制、数字样机与虚拟现实、机电一体化技术、新型机械装备创新设计。
猜你喜欢
中国设备工程(2022年12期)2022-07-11
语数外学习·初中版(2020年2期)2020-09-10
装备制造技术(2019年12期)2019-12-25
现代苏州(2019年16期)2019-09-27
制造技术与机床(2019年2期)2019-03-06
电子制作(2018年19期)2018-11-14
知识就是力量(2018年7期)2018-07-11
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年9期)2017-11-27
燕山大学学报(2015年4期)2015-12-25