
紧密纺条干CVb的影响因素及措施
2016-10-18 09:45程桂芳杨效青刘爱荣杨丽
中国棉花加工 2016年4期
■程桂芳 杨效青 刘爱荣 杨丽
〔东营市宏远纺织有限公司,山东东营257000〕
紧密纺条干CVb的影响因素及措施
■程桂芳杨效青刘爱荣杨丽
〔东营市宏远纺织有限公司,山东东营257000〕
近年来纺纱设备不断高速化,其结构、配置、性能等都发生了很大的变化,特别是客户对棉纱高品质的要求与日俱增,控制成纱条干的均匀度成为重点。为保证成纱条干水平的稳定性,减小细纱CVb,是每个纺织行业必须长期面对的问题,笔者对条干CVb的影响因素及解决措施谈点自己的看法。
一、温湿度的影响
温湿度对条干CVb有着较大的影响。温湿度过高时纤维发软,黏附力上升,前纺工序在生产过程中易形成索丝和棉结,出现牵伸不开、条干恶化的现象;温湿度过低时,纤维变脆易断裂,饱和力小易发生缠绕、飞散等,影响成纱条干均匀度,严重影响条干CVb的波动,为此必须加强温湿度管理,合理掌握各工序的温湿度,才能收到较好的效果(如表1所示)。
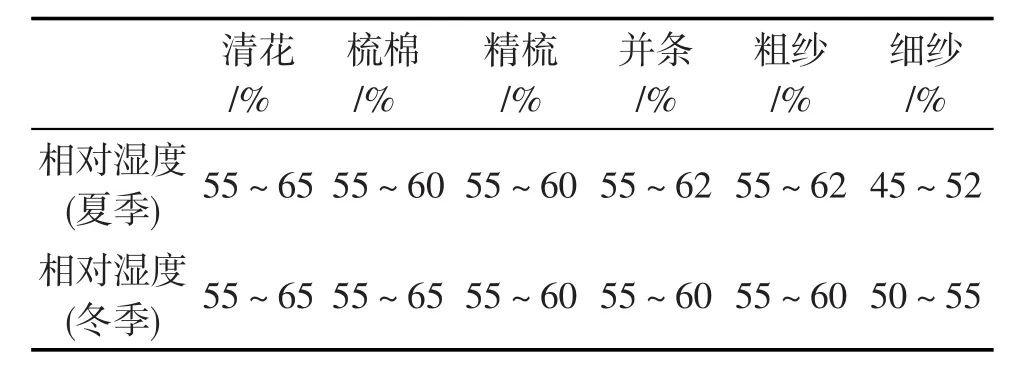
表1 各工序相对湿度的控制标准
二、原料的影响
纤维物理特性的变化是引起牵伸力变化的主要因素之一,它包括纤维的长度、细度、短绒率、断裂强度、刚度、卷曲度、纤维间的摩擦因数、整齐度、棉结、杂质、含糖、纤维的伸直平行度、纤维在须条中的排列状况等,这些纤维物理特性的变化会影响纤维相互间摩擦因数的变化,摩擦因数的不一致和不稳定,使作用在每根纤维上的控制力和引导力不尽相同。每根纤维的变速点截面发生变化,会造成移距偏差而影响条干CVb,纤维中的短绒率,对条干CVb的影响较为显著。以紧密纺JC60为试验标准(如表2所示)。
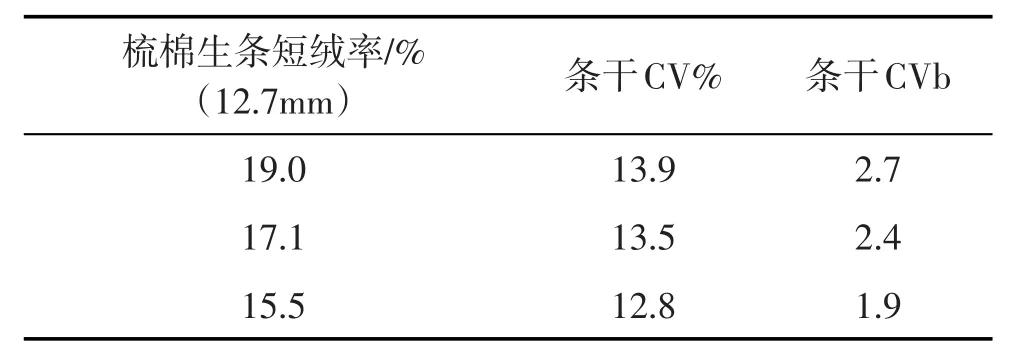
表2 梳棉生条短绒率对成纱条干影响的对比试验
从表2试验结果可以看出,随着生条短绒的降低,成纱条干CVb明显降低。
在实际工作中应尽量减少配棉纤维间的物理指标差异,为提高产品质量,降低条干CVb,笔者做了以下几方面的工作:
1.由于各产地原棉包型不一、密度差异大,上盘后高低差异大的特点,及时与车间沟通,采用高包削平填空与低包找平的原则,努力提高混棉均匀度。
2.原料进入车间使用前,对于原料回潮率差异较大的成包预先松包,采取加湿去湿措施,平衡回潮率,保证上机原料的回潮率基本相同。
3.原料在分类使用时,要考虑季节变化和构棉趋势,并结合考虑各种原棉的库存量,做到瞻前顾后、留有余地,原棉成分尽量做到勤调少调。
4.严格控制回花与再用棉的回用比例,经过多次对比试验,根据产品的质量要求和最终用途决定使用比例控制在2%以内。
三、工艺的合理选择
清花工序在减少纤维损伤的情况下,力求提高棉块的开松度和混合均匀度为目的,为此选择开清棉流程中贯彻多包抓取、精细抓棉、大容积混合、增加自由打击、减少握持打击、梳打结合,以梳为主的工艺路线。
梳棉工艺掌握以“低速度、紧隔距、轻定量、快转移”为原则,适当控制好刺辊速度与隔距,减少纤维的损伤,加强分梳质量,降低短绒和棉结。针布的状态要良好;保持针布的锋利度及锐度;控制好落棉率机台差异及机后棉箱内的棉层高度及密度一致。
各部工艺隔距设计要准确,各牵伸倍数的确定,本着有利于纤维伸直平行度的原则,控制伸长率和条干的均匀度。
细纱工艺执行“一大两小”的工艺路线,即大的后区罗拉隔距,在牵伸中有利于粗纱的破捻,小的后区牵伸倍数,有利于降低细节数量,小的细纱自由区隔距有利于增加主牵伸区对纤维的控制,降低条干CVb,提高成纱水平。
胶辊与摇架压力的选择:摇架压力的大小要和胶辊的硬度匹配,硬胶辊(72°以上)压力偏小,软胶辊硬度(70°以下)过大,一般影响CVb较大;反之也影响,只是一般出现较少。软胶辊的CVb一般好于硬胶辊。经多次实践对比,东营市宏远纺织有限公司一直使用65°软胶辊,平面摇架牵伸压力控制为155N×100N×135N。
钳口的大小对CVb的影响很大,过小的钳口或过大的钳口都会明显影响条干CVb。针对配棉纤维长度,对细纱机不同钳口隔距块2.0mm、2.2mm、2.5mm进行优选,试验条件为同锭、同粗纱在紧密纺JC60S反复大量的试验,该实验多次结果平均值整理如表3所示。

表3 各钳口对比试验
从表3数据可以看出:选用2.2mm钳口的工艺,成纱条干CVb最小。
四、各部件的维护保养
细纱罗拉是牵伸的主要部件,罗拉弯曲、扭振、跳动或运转不稳,都会造成牵伸不稳,恶化成纱条干,在波谱图上8cm处显示明显机械波。要求保全在平车时,严格执行操作规程,用百分表逐节测定,把罗拉弯曲偏心保持在5‰以内,严格检查罗拉轴承,损坏的及时更换,易保证罗拉运行平稳,稳定产品质量,降低条干CVb。
在生产中,细纱皮辊在保证生产同一批纱时,所用型号、新旧程度、皮辊直径相同的同时,要做到无刀伤、损伤、中凹现象,防止由于皮辊圆整度不合格导致条干恶化,在波谱图上9cm处显示明显机械波。为此,要求皮辊表面涂料或光照均匀,皮辊芯子回转灵活,皮辊偏心必须控制在5‰以内,挡车工要严格执行操作规程,严禁使用刀割处理皮辊缠花。
胶辊、上下皮圈在运转过程中,如果清洁不及时和其自身表面清洁度差,造成上下皮圈积花,胶辊缠花,上肖架曲弧面积花等,都会使须条在牵伸过程中纤维发生卷曲或胶圈受飞花阻塞打盹,钳口握持力不足,纤维在前钳口变速点不集中从而形成成纱条干不匀。在日常工作中强化设备管理,保持清洁,减少飞花的集聚,降低钳口的运行阻力,使皮圈运行平稳顺畅,起到提高条干的作用。
锭子传动部分机件状态的不正常会导致锭速不稳定,是造成细纱捻度不稳定和锭差的主要原因。如锭子弯曲或锭盘偏心不在同一平面上;锭子严重缺油,造成锭子剧烈运动;同台车锭盘直径混用;锭盘上锥部缠绕回丝过多,筒管插不到底部上浮;锭钩摩擦锭盘这一系列的问题都会造成条干CVb差异较大,只有在日常工作中加强巡回检查及维修保养,才能保证锭子转动件的正产运转,减少锭间差异。
五、其它方面
操作方面,各工序的接头质量,棉条通道有无毛刺,半制品是否挂花,细纱吊锭是否灵活,半制品在搬运过程中是否有意外牵伸存在等等,在影响到条干的同时都可能影响到条干CVb。
一定要控制好前纺半制品CVb差异过大,如梳棉生条条干差异、并条的台差、眼差以及粗纱的锭差在细纱的叠加反映。
设备部一定要坚持不懈地做好各机台的检修工作,严防死守,随时剔除一些异常部件。
控制成纱条干CVb是一项细致系统性工作,必须高度重视,从源头抓起,控制好机台的差异,确保设备状态良好,各工艺部件上机精确,车间温湿度稳定,各通道光洁、不挂花、机件不缠花等才能将条干CVb稳定在较好的水平。☆
猜你喜欢
棉纺织技术(2022年4期)2022-11-23
纺织器材(2022年5期)2022-10-15
机械研究与应用(2022年3期)2022-07-25
一重技术(2021年5期)2022-01-18
棉纺织技术(2021年8期)2021-08-17
纺织器材(2020年5期)2020-12-21
中国钢铁业(2020年9期)2020-12-16
纺织器材(2020年4期)2020-08-27
重型机械(2020年4期)2020-06-29
纺织器材(2020年1期)2020-03-24
