基于改进小波去噪预处理和EEMD的采煤机齿轮箱故障诊断
2016-10-14 00:16李力倪松松
中南大学学报(自然科学版) 2016年10期
李力,倪松松
基于改进小波去噪预处理和EEMD的采煤机齿轮箱故障诊断
李力1, 2, 3,倪松松1
(1. 中南大学机电工程学院,湖南长沙,410083;2. 高性能复杂制造国家重点实验室,湖南长沙,410083;3. 深海矿产资源开发利用技术国家重点实验室,湖南长沙,410012)
针对采煤现场强噪声背景下采煤机齿轮箱振动信号集合经验模态分解(EEMD)故障特征不明显和分解效率较低的问题,提出基于改进小波去噪预处理和EEMD的故障诊断方法。采用小波改进阈值函数法对振动信号进行去噪预处理,与传统小波阈值函数法相比能够有效地提高信号的信噪比。对去噪后的信号进行EEMD分解得到若干个本征模态分量(IMF),计算各IMF分量的相关度并剔除虚假分量。将该方法应用于采煤机齿轮箱行星轮的故障诊断,通过对真实的IMF分量进行频谱分析并提取信号的故障特征频率,与未去噪的信号进行对比。研究结果表明:该方法能够突出故障特征频率,使分解效率提高17.35%,并能进一步减小模态混叠现象。
采煤机齿轮箱;故障特征;分解效率;改进小波去噪;集合经验模态分解;行星轮;模态混叠
采煤机齿轮箱由多级平行轴齿轮系和两级行星轮系组成,是整机部件中最复杂的部件。煤矿井下工作的采煤机会受到采掘所产生的冲击以及煤尘和水汽的污染和侵蚀,瓦斯安全等多种恶劣因素的影响。采煤机齿轮箱极易出现齿轮的腐蚀、磨损、裂纹和变形等故障,从而引起停机带来生产损失,而复杂的工作环境使得采煤机的维护十分困难,因此,研究采煤机齿轮箱的故障诊断方法对煤矿的正常生产具有重要意义。基于振动分析的故障诊断方法是齿轮箱故障诊断中最常用、最有效的方法之一[1]。传统采煤机齿轮箱信号处理方法大都以傅里叶变换为基础,如短时傅里叶变换、功率谱分析、小波分析和小波包分析等,但在处理此类信号方面存在缺陷。集合经验模态分解(ensemble empirical mode decomposition,EEMD)是一种更直观的非线性、非平稳信号自适应处理方法[2−3],能把复杂的信号分解成有限个本征模态分量(intrinsic mode function,IMF)。EEMD是针对经验模态分解(empirical mode decomposition,EMD)方法的不足提出的一种噪声辅助数据分析方法,比EMD方法具有更强的抗模态混叠能力。目前,EEMD方法已成功应用于齿轮箱的故障诊断,并取得了一定的成果。杨望灿等[4]针对齿轮振动信号非线性、非平稳的特点,提出了一种基于EEMD与奇异熵增量谱的齿轮故障特征提取方法。林近山[5]针对EMD和EEMD算法在齿轮箱故障诊断中的缺陷,提出了一种基于互补的总体经验模式分解算法的齿轮箱故障诊断方法。李辉等[6]提出了一种基于EEMD和Teager−Huang变换的齿轮箱故障诊断方法。雷亚国等[7]提出了一种行星轮故障检测的自适应EEMD方法。但是采煤机工作现场采集的振动信号存在较强的随机噪声干扰,造成EEMD分解精度不高,得到的IMF分量受噪声影响较大,故障特征不明显。同时,EEMD需进行几十至几百次EMD运算,效率较低。在EEMD分解中,对信号添加白噪声是为了改变信号中极值点的分布,但由于添加的白噪声和原始信号中引起模态混淆的间歇信号以及噪声等异常信号在EMD分解中最先被分解出,然后信号趋于平稳,因此,对原始信号进行去噪预处理能够有效减少每次EMD的分解时间,提高EEMD的分解效率。同时,信号去噪预处理能减少边界效应造成的累计误差,降低分解得到的IMF分量中的噪声干扰。为此,本文作者将小波去噪和EEMD方法相结合,提出基于改进小波去噪预处理和EEMD的采煤机齿轮箱故障诊断方法。将改进小波去噪作为信号预处理单元,然后对去噪后信号进行EEMD分解。
1 采煤机齿轮箱行星轮振动信号特征
在采煤机运行过程中,齿轮箱中的行星轮既与太阳轮啮合又与齿圈啮合,多个齿轮的相对运动造成振动频率的复杂组合,这些频率具有强烈的非线性和非平稳性的特点[8]。同时,齿轮故障、行星轮和传感器相对位置的改变会出现多种调制模式[9]。
假设行星轮系中某个齿轮存在局部故障,局部故障的啮合冲击对啮合振动产生调幅和调频作用。通过调幅和调频函数来表示齿轮啮合点处的振动信号模型,齿轮的啮合频率及其倍频成分为载波频率,故障齿轮的振动特征频率及其倍频成分为调制频率,行星齿轮的振动信号模型表示为[10−11]
其中:

式中:a()为调幅函数;b()为调频函数;A,A,A分别为太阳轮、行星轮和齿圈分布式故障引起的调幅强度;B,B和B分别为太阳轮、行星轮和齿圈分布式故障引起的调频强度;为量纲一变量;n为齿轮的啮合频率;s,p和r分别为太阳轮、行星轮和齿圈的故障特征频率;Ψ,Ψ,Ψ,φ,φ,φ和θ为初始相位;,和为常数。
随着行星架的旋转,太阳轮、行星轮和齿圈之间的相互啮合点相对于传感器的位置发生变化,传感器采集到信号的幅值强度也会随之发生变化。由于行星齿轮的公转会对各齿轮之间的啮合振动信号()产生调幅效应,其调幅效应表示为
式中:()为调幅后的信号;c为行星架的旋转频率;为行星齿轮的个数。
2 改进小波去噪预处理
2.1 改进小波去噪原理
小波去噪具有多分辨率和适应时变信号处理的特点,可以有效减少采煤机齿轮箱故障振动信号中大量的干扰噪声。首先确定小波分解层次并进行分解运算,然后对各个分解尺度下的高频系数选择1个阈值进行软化阈值量化处理,最后根据小波分解后的低频和高频系数进行小波重构[12−13]。因此,如何选择阈值以及进行阈值量化是小波去噪的关键,传统的小波去噪阈值方法有硬阈值法和软阈值法[14]。硬阈值法使用简单,但是函数整体不连续,会使重构后的信号产生附加的振动现象。软阈值法整体虽然连续,但是幅值较大的小波会产生衰减现象,使处理后的信号产生恒定的偏差。针对硬、软阈值法的不足,本文在软阈值法函数的基础上构造出1个新的阈值函数,改进的阈值函数信号的形式为
式中:为阈值;为调节系数。当取值很大时,改进的阈值函数趋向于软阈值函数;当趋于0时,改进的阈值函数趋向于硬阈值函数。通过调节可以调节改进阈值函数的类型,在软、硬阈值函数之间取得折中,尽可能消除软阈值函数的恒定偏差。同时,改进的阈值函数在原始信号与噪声干扰信号之间形成1个平滑过渡区域,保证阈值函数的连续性。
2.2 仿真分析
截割部齿轮箱第1级行星轮中,太阳轮、行星轮(数量为4个)和齿圈的齿数分别为19,29和77个。截割部齿轮箱第1级行星轮振动特征频率中,啮合频率为151.639 Hz,太阳轮和行星架的绝对旋转频率分别为9.95 Hz和1.969 Hz,太阳轮、行星轮和齿圈的分布式故障特征频率分别为7.981 Hz,5.229 Hz和1.969 Hz。将这些采煤机截割部齿轮箱第1级行星轮参数代入式(1)和(2)建立仿真信号模型,并在仿真信号中加入高斯白噪声,得到的信号时波如图1所示。
对含有噪声的行星齿轮箱仿真振动信号分别采用硬阈值、软阈值和改进阈值3种方法进行去噪处理。在去噪过程中,通过对不同的小波基函数进行去噪效果对比,选用db6小波基函数,分解层数为4层,去噪后的效果如图2所示。
为定量分析3种小波阈值函数的去噪效果,对去噪后的信号采用信噪比(SN)和均方根误差(RMS)这2项指标进行分析,计算结果如表1所示。从表1可知,从去噪效果看,改进阈值法与硬阈值和软阈值法相比,能够有效地提高信号的信噪比,降低信号的均方根误差,减少噪声对信号的干扰。
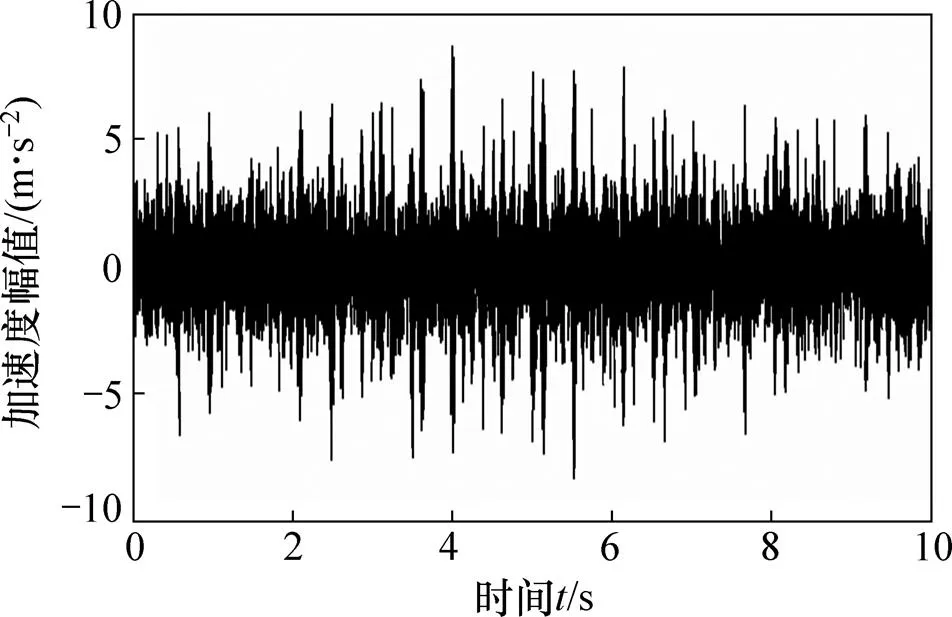
图1 行星轮仿真振动信号时域波形
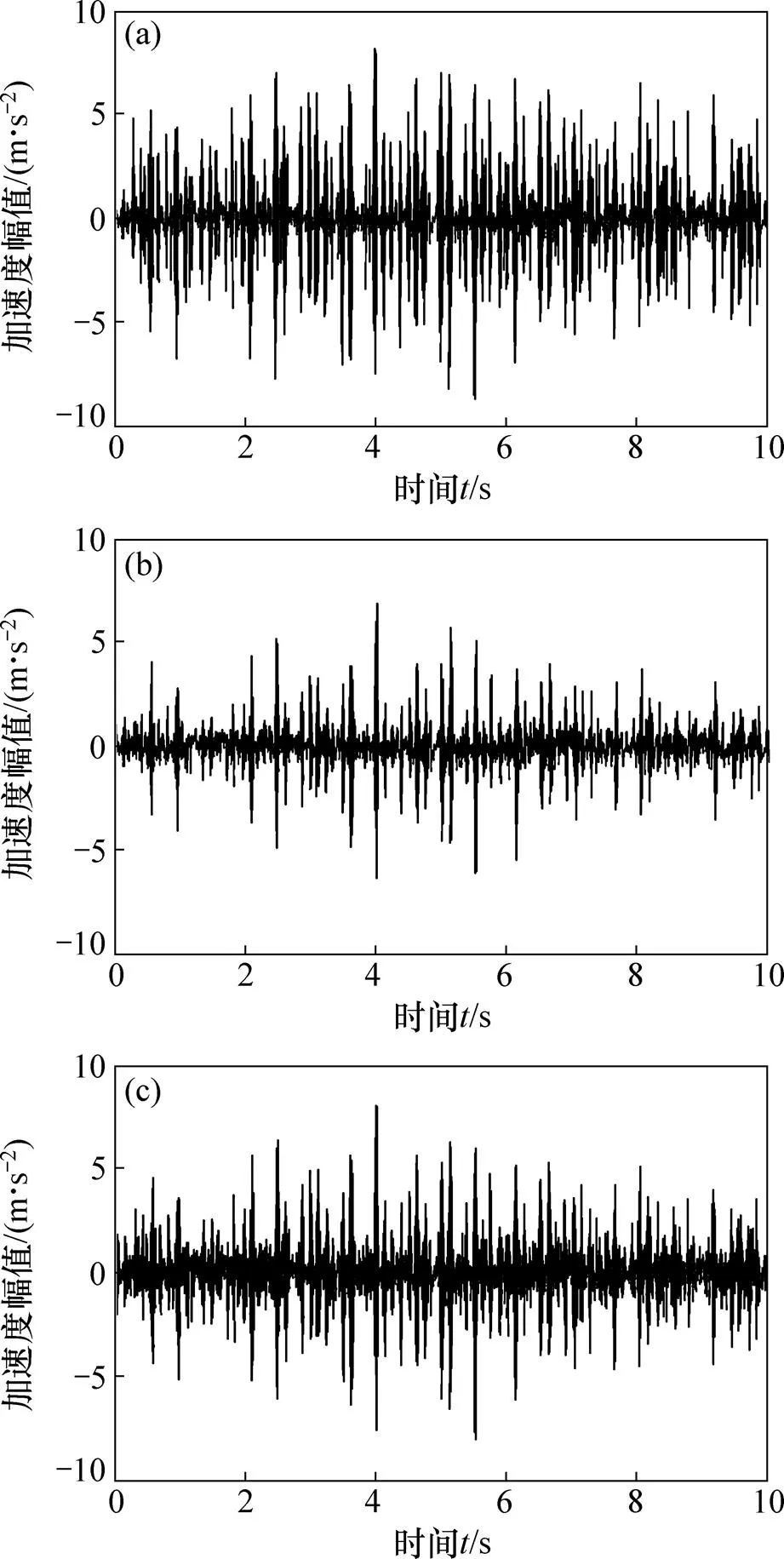
(a) 硬阈值去噪;(b) 软阈值去噪;(c) 改进阈值去噪

表1 不同阈值函数的去噪效果
3 EEMD方法
3.1 EEMD原理
EEMD是由HUANG等针对EMD容易产生模态混淆效应而在EMD的基础上提出的一种新的信号处理方法[15−17]。利用高斯白噪声频率均匀分布的特性使信号在不同尺度上具有连续性,进行足够多次数的平均值处理后,噪声就会相互抵消,得到真正的分解结果。对信号()进行EEMD分解的过程如下[18−19]。
1) 在原始信号()中多次加入高斯白噪声,高斯白噪声的幅值均值为0,标准差为常数,得到加噪后的信号为
式中:x()为第次加入高斯白噪声后的信号;n()为加入的高斯白噪声。
2) 对x()进行EMD分解,得到若干个IMF分量c()和1个余项r()。c()表示在第次加入白噪声后EMD分解得到的第个IMF分量。
3) 对步骤1)和步骤2)进行次重复运算,得到多个IMF分量。
式中:c()为始信号经EEMD分解后得到的第个IMF分量。EEMD分解结果为
式中:c()为本征模态分量IMF;()为最终的残余分量。EEMD方法中含有总体平均次数和高斯白噪声的幅值2个重要参数。WU等[20]建议,在=100时,高斯白噪声的标准差为原始信号标准差的0.2倍,将有效地避免模态混叠问题。
3.2 虚假分量的去除
由于EEMD分解过程中噪声的加入,造成EEMD分解后得到的IMF分量中含有虚假分量。为了有效提取采煤机齿轮箱故障信号特征,对信号进行EEMD分解后,根据信号各个IMF分量与原始信号的相关系数来辨别并剔除虚假分量。原始信号()分解成若干个IMF分量c(),各分量与原始信号之间的相关系数计算式为
4 采煤机齿轮箱故障诊断实例分析
为了验证基于改进小波去噪预处理和EEMD的故障诊断方法的有效性,将该方法应用于采煤机截割部齿轮箱的故障诊断。实验中齿轮箱中某个行星轮齿轮存在局部点蚀损伤,在信号采集过程中将传感器安装在与第1级行星轮系齿圈相连的箱体上,采样频率为10.24 kHz,太阳轮的旋转频率s为9.95 Hz,行星架的旋转频率c为1.969 Hz,齿轮的啮合频率f为151.639 Hz,行星轮的故障特征频率P为5.229 Hz。
图3所示为采集到的行星轮故障振动信号时域波形,计算得到其信噪比为4.669,均方根误差为0.375 6,有大量的噪声干扰存在。对信号进行改进小波去噪预处理,结果如图4所示,经计算,其信噪比为6.826 0,均方根误差为0.293 1,噪声信号明显降低。将去噪后的信号进行EEMD分解,得到12个IMF和1个残余分量,如图5所示。
对EEMD分解得到的IMF根据式(7)计算相关度,结果如表2所示。设定最大IMF相关系数的1/10为阈值,可以判定信号的真实分量主要集中在前4个IMF中。
对含有主要故障信息的前4个IMF分量的频谱进行分析,结果如图6所示。从图6可以看出:在IMF1的频谱中,在频率n−5p(约125.5 Hz),n−4p(约130.7Hz),n−3p(约135.9 Hz),n−2p(约141.2 Hz),n−f频率(约149 Hz),n+p−c(约154.3 Hz),n+2p(约162.1 Hz),n+3p(约167.3 Hz),n+4p(约172.5 Hz),n+5p−c(约175.2 Hz)和n+6p−c(约180.4 Hz)处的峰值谱线明显。IMF2的频谱中,在p的17倍频(约87.89 Hz)和18倍频(约95.76 Hz)处的峰值谱线明显。IMF3的频谱中,在p的7倍频(约36.62 Hz)和9倍频(约46.75 Hz)处的峰值谱线明显。IMF4频谱中,在p的4倍频(约19.47 Hz)处峰值谱线明显。这些峰值谱线的频率均与采煤机行星轮的故障特征频率p有关,在采煤机运行过程中,行星轮局部故障会造成载荷在行星架上的分布不均匀,增强了行星轮的通过效应对齿轮啮合振动的调幅效应,使得频率在n+p处峰值增大。
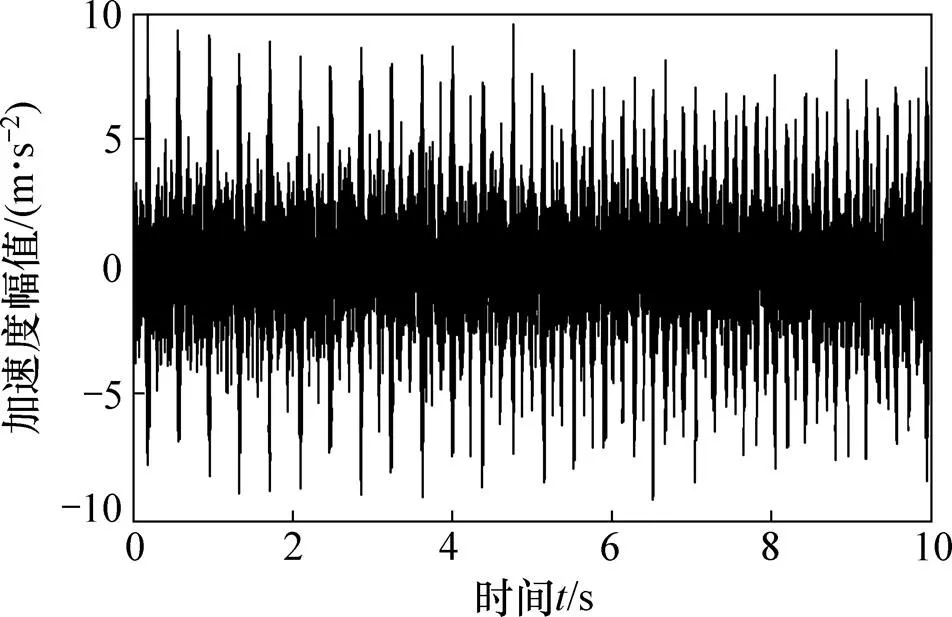
图3 行星轮故障信号时域波形
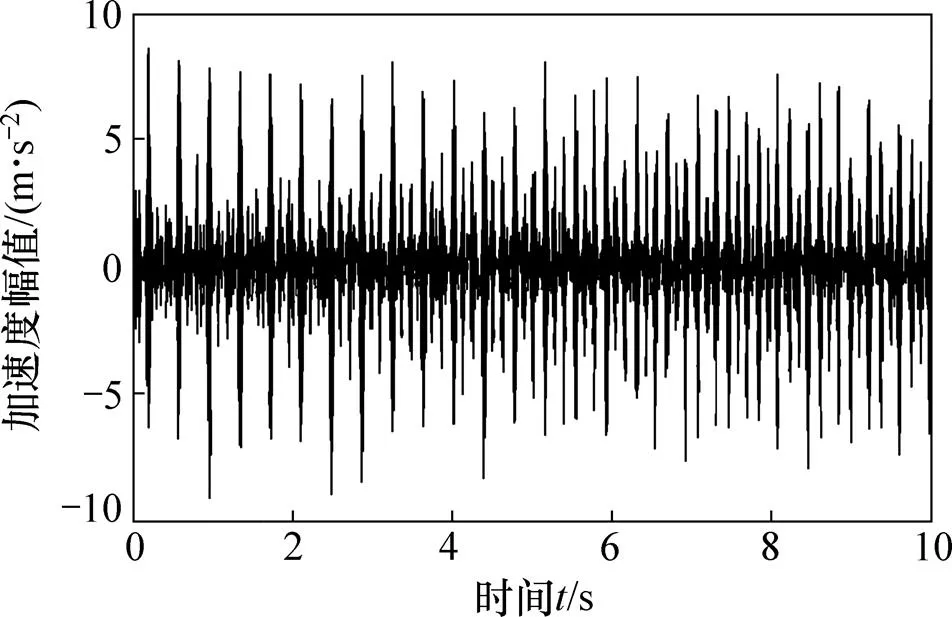
图4 行星轮故障信号去噪后时域波形
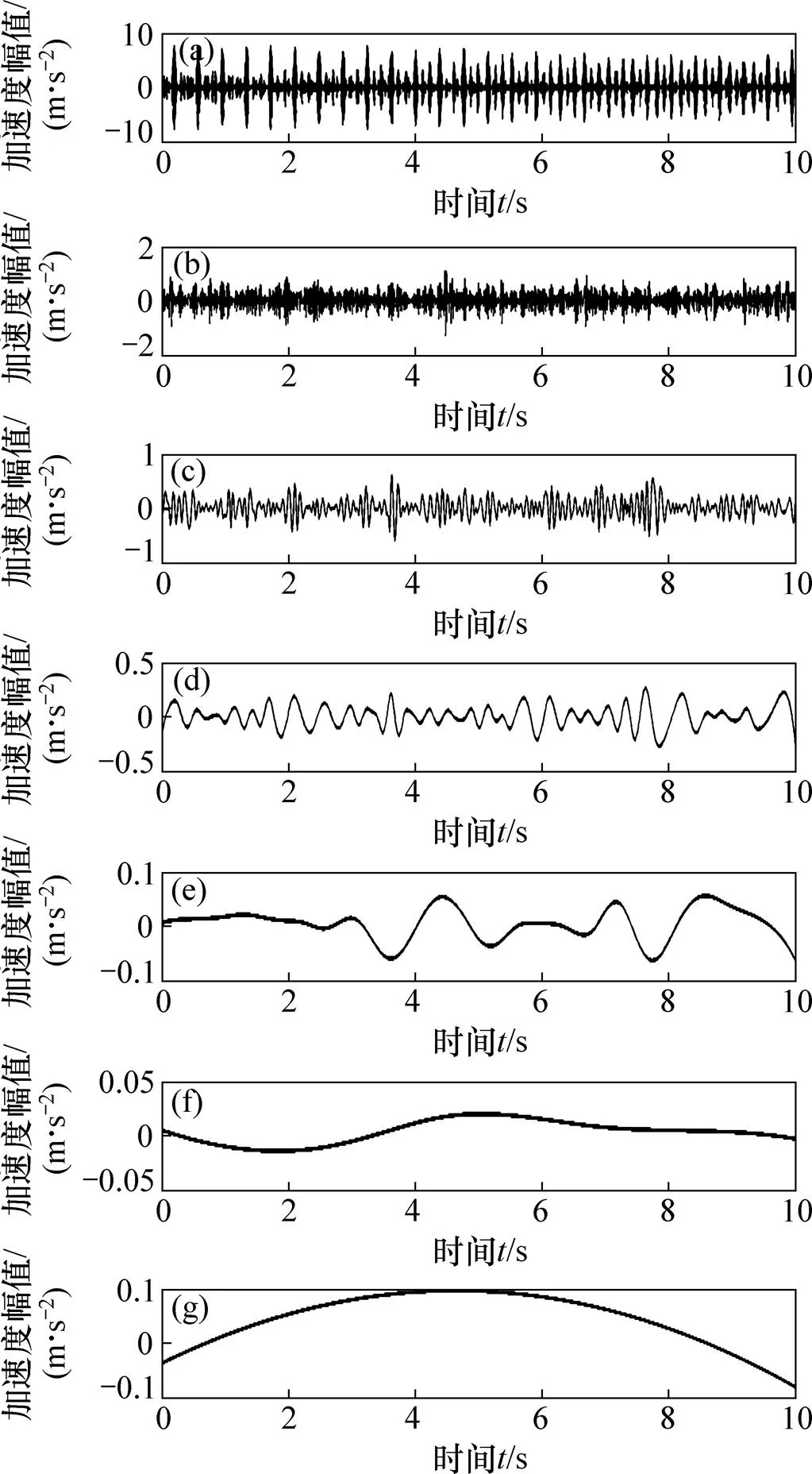
(a) IMF1;(b) IMF3;(c) IMF5;(d) IMF7;(e) IMF9;(f) IMF11;(g) 残余分量r
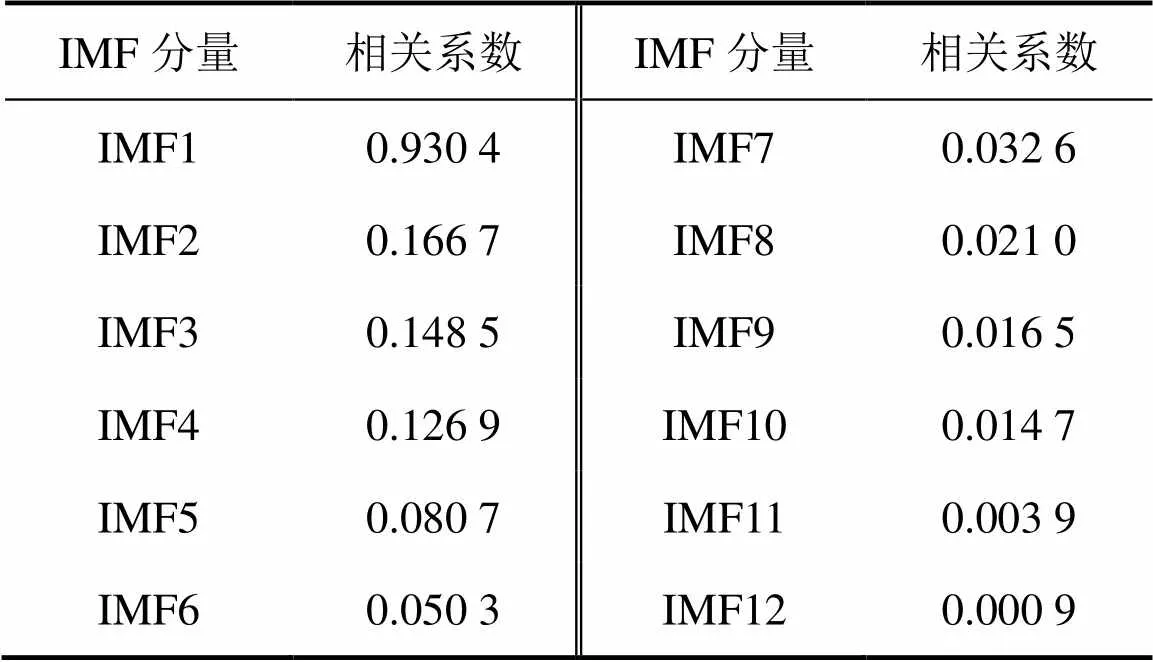
表2 行星轮故障振动信号各IMF相关系数
对未去噪信号进行EEMD分解,并对前4个IMF分量进行频谱分析,结果如图7所示。在未去噪信号IMF1的频谱中,在幅值较低的故障频率处(如125.5 Hz和130.7 Hz)干扰特征频率较突出,容易造成误判。在IMF2,IMF3和IMF4的频谱中,可以明显地观察到故障信号被淹没在干扰信号中,难以提取故障特征。同时,IMF2和IMF1频谱的一些故障特征频率(如130.7,135.9和162.1 Hz)出现重合,对其他故障特征频率的提取存在较大干扰。而对信号采用改进小波进行去噪预处理后,模态混叠程度较小(如图6所示),表明对信号采用改进小波去噪预处理能够进一步抑制模态混叠现象。将原始信号与改进小波去噪后的信号EEMD分解时间进行对比,结果如表3所示。从表3可以看出:采用改进小波去噪预处理后的EEMD分解比直接EEMD分解时间明显减小,分解效率平均提高17.35%。实验表明,对信号进行改进小波去噪预处理能够有效提高EEMD的分解效率。
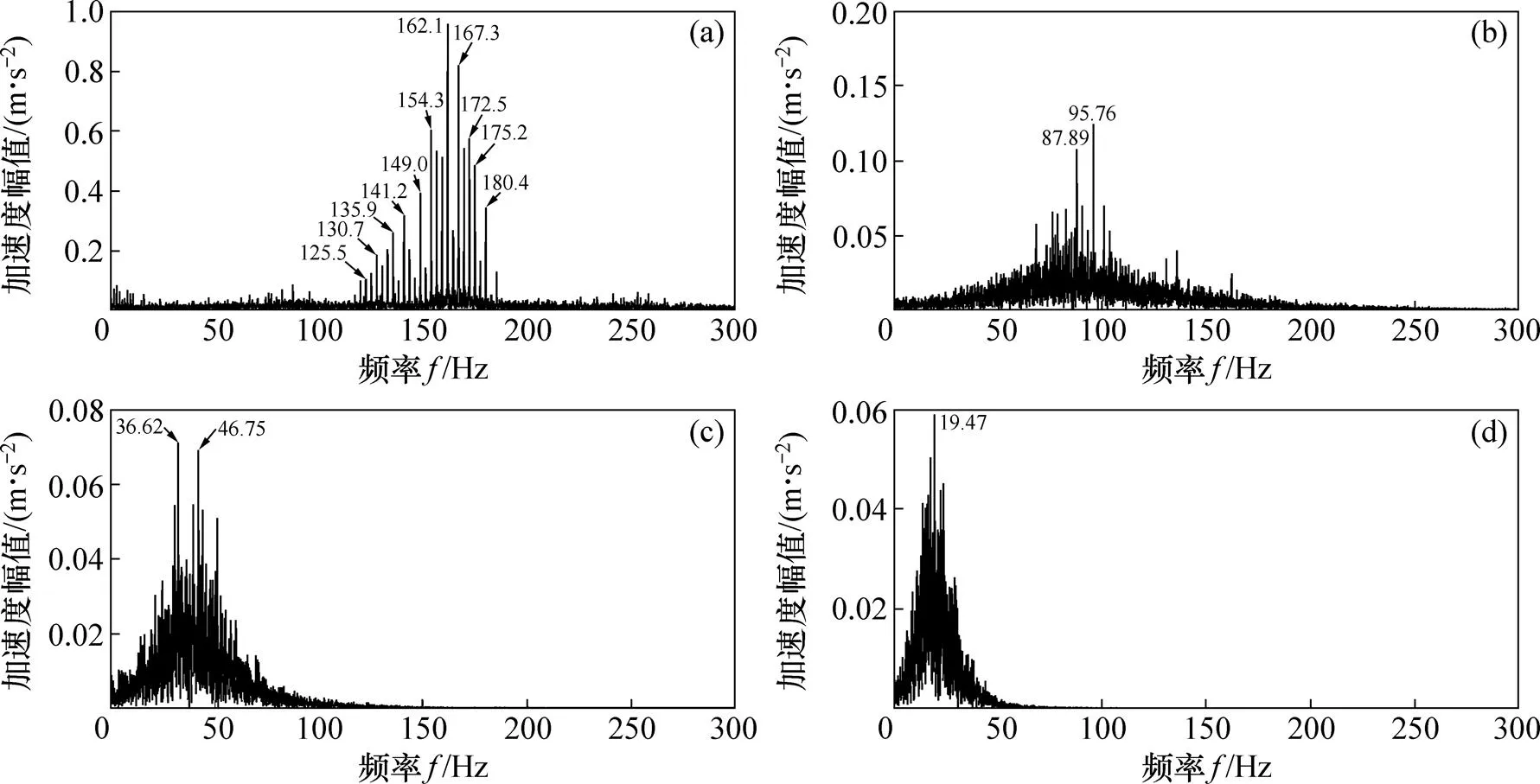
(a) 去噪后信号IMF1的频谱;(b) 去噪后信号IMF2的频谱;(c) 去噪后信号IMF3的频谱;(d) 去噪后信号IMF4的频谱
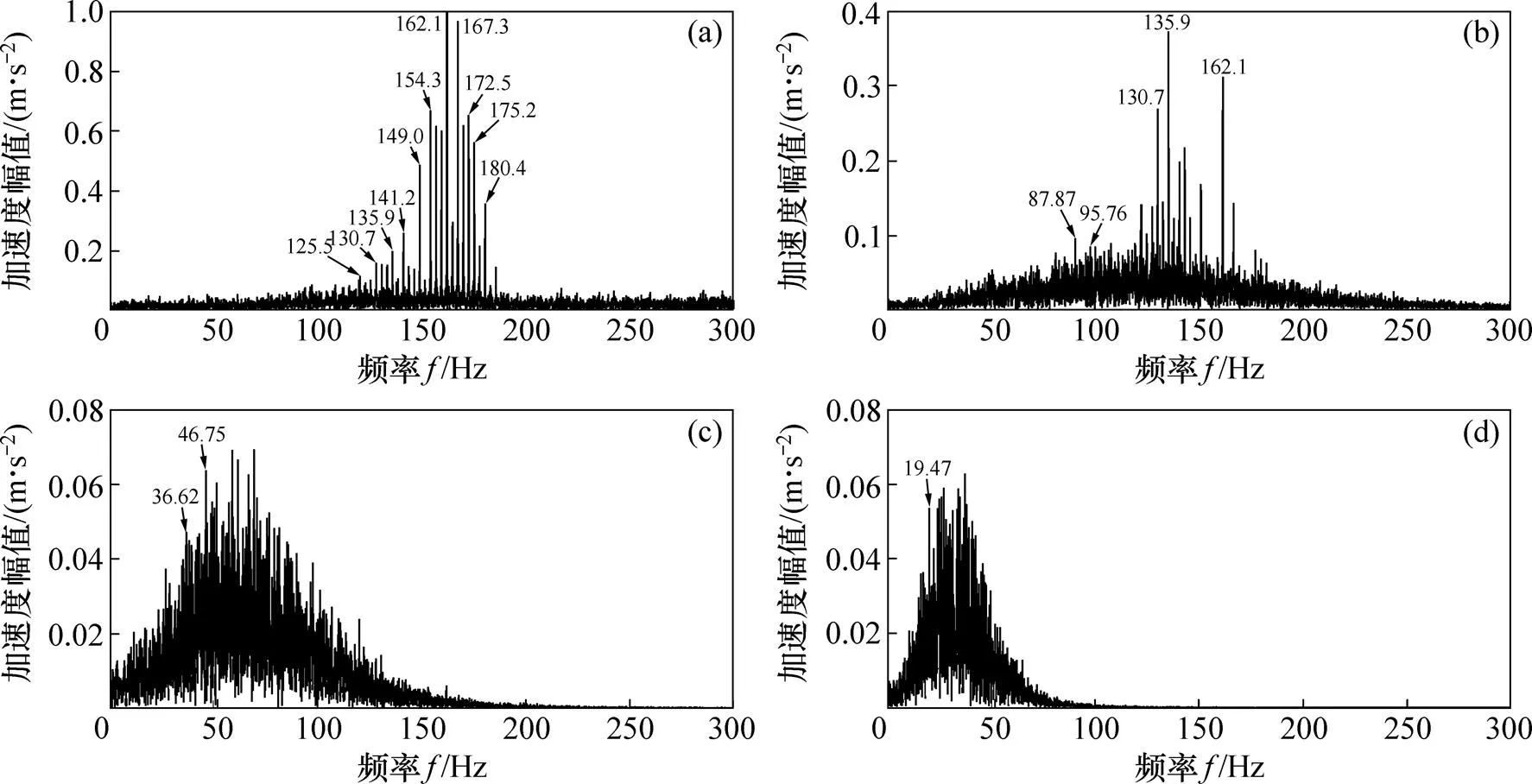
(a) 未去噪信号IMF1的频谱;(b) 未去噪信号IMF2的频谱;(c) 未去噪信号IMF3的频谱;(d) 未去噪信号IMF4的频谱
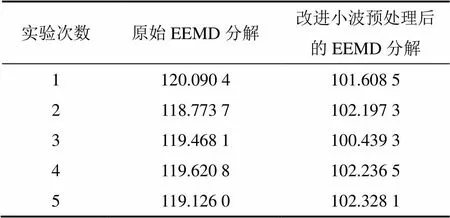
表3 分解时间比较
5 结论
1) 利用改进小波去噪方法对原始信号进行预处理,与传统方法相比,能有效地提高信号的信噪比,降低均方根误差,减少故障特征提取时的噪声干扰。
2) 用EEMD方法能够实现对非平稳、非线性信号的自适应分解,在剔除虚假分量后,从有用的IMF中能够有效地提取故障特征。
3) 采用改进小波去噪预处理和EEMD结合的采煤机齿轮箱故障诊断方法,能够有效地降低噪声信号的干扰,使诊断效率提高17.35%,并能进一步抑制模态混叠现象,有效提高采煤机齿轮箱故障诊断的准 确性。
参考文献:
[1] 徐永强, 邵忍平. 齿轮振动信号的分析与故障诊断研究[J]. 机械科学与技术, 2009, 28(9): 1216−1220. XU Yongqiang, SHAO Renping. Vibration signal analysis and fault diagnosis of gears[J]. Mechanical Science and Technology for Aerospace Engineering, 2009, 28(9): 1216−1220.
[2] 张超, 陈建军, 郭迅. 基于EEMD能量熵和支持向量机的齿轮故障诊断方法[J]. 中南大学学报(自然科学版), 2012, 43(3): 932−939. ZHANG Chao, CHEN Jianjun, GUO Xun. Gear fault diagnosis method based on ensemble empirical mode decomposition energy entropy and support vector machine[J]. Journal of Central South University(Science and Technology), 2012, 43(3): 932−939.
[3] WU Zhaohua, HUANG N E. A study of the characteristics of white noise using the empirical mode decomposition method[J]. Proceedings of the Royal Society A Mathematical Physical & Engineering Sciences, 2004, 460(7): 1579−1611.
[4] 杨望灿, 张培林, 吴定海, 等. 基于EEMD与奇异熵增量谱的齿轮故障特征提取[J]. 机械传动, 2014, 38(2): 141−146. YANG Wangcan, ZHANG Peilin, WU Dinghai, et al. Feature extraction of gear fault based on EEMD and incrementalspectrum of singularity entropy[J]. Journal of Mechanical Transmission, 2014, 38(2): 141−146.
[5] 林近山. 基于互补的总体经验模式分解算法的齿轮箱故障诊断[J]. 机械传动, 2012, 36(8): 108−111. LIN Jinshan. Fault diagnosis of gearboxes based on complementary ensemble empirical mode decomposition[J]. Journal of Mechanical Transmission, 2012, 36(8): 108−111.
[6] 李辉, 郑海起, 唐力伟. 基于EEMD和THT的齿轮故障诊断方法[J]. 振动·测试与诊断, 2011, 31(4): 496−500. LI Hui, ZHENG Haiqi, TANG Liwei. Fault diagnosis of gearboxes based on EEMD and THT[J]. Journal of Vibration, Measurement & Diagnosis, 2011, 31(4): 496−500.
[7] 雷亚国, 孔德同, 李乃鹏, 等. 自适应总体平均经验模式分解及其在行星齿轮箱故障检测中的应用[J]. 机械工程学报, 2013, 50(3): 31−39. LEI Yaguo, KONG Detong, LI Naipeng, et al. Adaptive ensemble empirical mode decomposition and its application to fault detection of planetary gearboxes[J]. Journal of Mechanical Engineering, 2013, 50(3): 31−39.
[8] 冯占辉, 胡茑庆, 程哲. 基于时频域状态指标的行星齿轮断齿故障检测[J]. 机械科学与技术, 2010, 29(6): 701−704. FENG Zhanhui, HU Niaoqing, CHENG Zhe. Faults detection of a planetary gear based on condition indicator in time-frequency domain[J]. Mechanical Science and Technology for Aerospace Engineering, 2010, 29(6): 701−704.
[9] 雷亚国, 何正嘉, 林京, 等. 行星齿轮箱故障诊断技术的研究进展[J]. 机械工程学报, 2011, 47(19): 59−67. LEI Yaguo, HE Zhengjia, LIN Jing, et al. Research advances of fault diagnosis technique for planetary gearboxes[J]. Journal of Mechanical Engineering, 2011, 47(19): 59−67.
[10] 冯志鹏, 褚福磊. 行星齿轮箱齿轮分布式故障振动频谱特征[J]. 中国电机工程学报, 2013, 33(2): 118−126. FENG Zhipeng, CHU Fulei. Vibration spectral characteristics of distributed gear fault of planetary gearboxes[J]. Proceedings of the CSEE, 2013, 33(2): 118−126.
[11] FENG Z P, ZUO M J, HAO R J, et al. Gear damage assessment based on cyclic spectral analysis[J]. IEEE Transactions on Reliability, 2011, 60(1): 21−32.
[12] 李振兴, 徐洪洲. 基于经验模态分解的小波阈值降噪方法研究[J]. 计算机仿真, 2009, 26(9): 325−328. LI Zhenxing, XU Hongzhou. A wavelet threshold de-noising algorithm based on empirical mode decomposition[J]. Computer Simulation, 2009, 26(9): 325−328.
[13] 邵忍平, 曹精明, 李永龙. 基于EMD小波阈值去噪和时频分析的齿轮故障模式识别与诊断[J]. 振动与冲击, 2012, 31(8): 96−101. SHAO Renping, CAO Jingming, LI Yonglong. Gear fault pattern identification and diagnosis using time-frequency analysis and wavelet threshold de-noising based on EMD[J]. Juornal of Vrbiation and Shock, 2012, 31(8): 96−101.
[14] VAFAEI S, RAHNEJAT H. Indicated repeatable runout with wavelet decomposition (IRR-WD) for effective determination of bearing bearing induced vibration[J]. Journal of Sound and Vibration, 2003, 260(3): 67−82.
[15] ZHAO X M, PATEL T H, ZUO M J. Multivariate EMD and full spectrum based condition monitoring for rotating machinery[J]. Mechanical Systems and Signal Processing, 2012, 27(6): 712−728.
[16] RICCI R, PENNACCHI P. Diagnostics of gear faults based on EMD and automatic selection of intrinsic mode functions[J]. Mechanical Systems and Signal Processing, 2011, 25(3): 821−838.
[17] LEI Yaguo, HE Zhengjia, ZI Yanyang. Application of the EEMD method to rotor fault diagnosis of rotating machinery[J]. Mechanical Systems and Signal Processing, 2009, 23(2): 1327−1338.
[18] 夏均忠, 苏涛, 马宗坡, 等. 基于EMD的滚动轴承故障特征提取方法[J]. 噪声与振动控制, 2013, 123(2): 123−127. XIA Junzhong, SU Tao, MA Zongpo, et al. Fault feature extraction methods of ball bearings based on EMD[J]. Noise and Vibration Control, 2013, 123(2): 123−127.
[19] LEI Yaguo, LIN Jing, HE Zhengjia, et al. A review on ensemble empirical mode decomposition in fault diagnosis of rotating machinery[J]. Mechanical Systems and Signal Processing, 2013, 35(7): 108−126.
[20] WU Zhaohua, HUANG N E. Ensemble empirical mode decomposition: a noise assisted data analysis method[J]. Advances in Adaptive Data Analysis, 2009, 1(1): 1−41.
(编辑 陈灿华)
Shearer gearbox fault diagnosis based on improved wavelet denoising pretreatment and EEMD
LI Li1, 2, NI Songsong1
(1. School of Mechanical and Electrical Engineering, Central South University, Changsha 410083, China;2. State Key Laboratory of High Performance Complex Manufacturing, Changsha 410083, China;3. State Key Laboratory of Deep Sea Mineral Resources Development and Utilization Technology, Changsha 410012, China)
In strong noise background of the coal mining, the fault features of shearer gearbox vibration signal ensemble empirical mode decomposition(EEMD) was not obvious, and the decomposition was inefficient, for which a method based on the improved wavelet denoising pretreatment and EEMD was presented. The original signal was denoised by the method of wavelet improved threshold function; the signal-to-noise ratio was improved effectively compared to traditional threshold function method.The denoised signal was decomposed into several intrinsic mode functions(IMFs) by EEMD. The relevance of IMFs were analyzed to get rid of the illusive components of decomposition results. This method was applied in the shearer gearbox planetary gear fault diagnosis, and the fault characteristic frequency of denoised signal was extracted by the spectral analysis method in useful IMFs. The experimental results were compared with the analysis results of the original signal. The results show that the proposed method can make the fault features more distinct and improve decomposition efficiency by 17.35%, and further reduce the modal mixing problem.
shearer gearbox; fault features; decomposition efficiency; improved wavelet denoising; ensemble empirical mode decomposition; planetary gear; mode mixing
10.11817/j.issn.1672-7207.2016.10.016
TH165+.3;TD421
A
1672−7207(2016)10−3394−07
2015−11−12;
2016−01−24
国家重点基础研究发展计划(973计划)项目(2014CB046305);国家大洋专项项目(DY125-14-T-03)(Project(2014CB046305) supported by the National Basic Research Development Program (973 Program) of China; Project (DY125-14-T-03) supported by China Ocean Mineral Resources R&D Association)
李力,教授,从事机械电子工程、工程机械等研究;E-mail:lilicsu@vip.sina.com
猜你喜欢
山东冶金(2022年3期)2022-07-19
中国特种设备安全(2022年3期)2022-07-08
防爆电机(2022年1期)2022-02-16
科技风(2021年19期)2021-09-07
河北画报(2021年2期)2021-05-25
电子制作(2019年13期)2020-01-14
煤矿机电(2019年6期)2020-01-13
电子技术与软件工程(2019年15期)2019-12-03
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年4期)2017-06-22