
高效紧凑型石油钢管水淬设备
2016-10-10 07:37邵国栋杜学斌徐能惠
中国重型装备 2016年3期
李 琦 邵国栋 杜学斌 徐能惠 马 辉
(1.金属材料挤压与锻造国家重点实验室,陕西710032;2.中国重型机械研究院股份公司,陕西710032;3.西安重型技术公司,陕西710032)
高效紧凑型石油钢管水淬设备
李琦3邵国栋1,2杜学斌1,2徐能惠1,2马辉1,2
(1.金属材料挤压与锻造国家重点实验室,陕西710032;2.中国重型机械研究院股份公司,陕西710032;3.西安重型技术公司,陕西710032)
高效紧凑型石油钢管水淬设备的成功研发,提高了生产率,同时设备运营成本降低,周围环境得到了保护,有着广泛的应用前景。
石油钢管;热处理;外淋;内喷;水淬设备
石油钢管的整体热处理大多采用水淬处理。因为水成本低廉,无污染,淬透性高,容易回收,同时又能满足石油钢管热处理要求,因而被广泛采用。石油钢管的整体热处理设备大致可分为两种机型,即外淋+内喷淬火装置和槽内外循环+内喷淬火装置。这里主要介绍近年来我公司研发的一种高效紧凑型石油钢管水淬设备。该种型式的水淬设备较传统设备更加高效、节能,同时占地面积小,更加紧凑。
衡钢集团公司希望建立一条高效紧凑型外淋+内喷水淬装置,其钢管外径73mm~219.1mm,最大生产率125根/h,年产量15万t/a。由于生产率高,常规的水淬设备难以满足要求,同时对外淋供水,内喷供水以及热处理工艺提出了更高的要求。我公司结合多年水淬装置研发的经验,在广泛调研、充分论证的基础上,开发出了目前国内首台高效紧凑型石油钢管水淬设备,并于2014年1月成功投产。该套石油钢管水淬处理装置采用了多项自主研发的新技术,自动化程度高。
1 产品范围
1.1生产品种
石油油管管料、石油套管管料、石油钻管管料、套管接箍料、管线管管料、高压锅炉管管料、石油裂化管管料、高压化肥管管料。
1.2淬火工艺
对产品方案中所有钢管实现“外淋+旋转+内喷”的淬火工艺。
1.3主要技术数据
1.3.1淬火钢管
外径/mm:∅73~∅219.1
壁厚/mm: 4~22.22
外径公差(%):±1.0
壁厚公差(%):±10
长度/m: 6~12.5
钢管的弯曲度/mm: 2/1 000
钢管椭圆度(%):≤3.5
管端切斜度:偏差最大不超过3mm
单根最大重量/kg:1 300
年产量/万t:15
1.3.2淬火用水量 (水温≤35℃)
内喷泵/台:3+1 (备用)
工作压力/MPa: 0.6~0.7
2 主要设备及工艺路线比较
2.1常规外淋+内喷水淬设备
2.1.1主要设备组成
图1为常规淬火装置的断面图。
2.1.2主要工艺过程
需要热处理的钢管由淬火装置的上料辊道1运送到指定位置,上料装置2将钢管翻转到钢管旋转装置3上,此时压紧机构5压紧钢管、钢管旋转装置3高速旋转、外淋挡水装置7打开、内喷装置4同时打开,对钢管进行整体水淬处理,淬火完成后,钢管旋转装置3降为低速,同时外淋挡水装置7和内喷装置4关闭。翻料钩6将钢管运到斜台架9上,完成钢管的淬火。
1—淬火装置的上料辊道 2—上料装置 3—钢管旋转装置 4—内喷装置 5—压紧机构 6—翻料钩 7—外淋挡水装置 8—外淋喷管 9—斜台架 10—挡料器 11—下料翻板 12—下料辊道图1 常规淬火装置的断面图Figure 1 Sectional diagram of conventional quenching equipment
2.2高效紧凑型石油钢管水淬设备
2.2.1主要设备组成
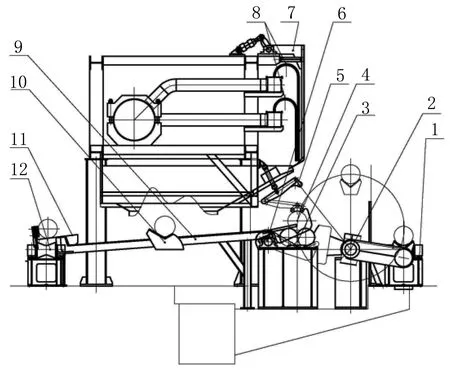
图2为石油钢管水淬装置的断面图。
2.2.2主要工艺过程
需要热处理的钢管由可升降输送辊道1运送到指定位置,热金属检测仪2发信,此时可升降输送辊道1下降,淬火钢管5落在旋转支撑轮4上,压爪6压紧钢管,同时旋转主轴19带动旋转支撑轮4高速旋转,外淋挡水板8打开,内喷三通阀同时开启,对钢管进行外淋内喷整体处理。淬火完成后,外淋挡水板关闭,内喷停止,钢管由出料装置17翻到出料台架16上,完成整个淬火过程。
2.2.3液压控制系统
液压系统主要由液压泵站、液压控制阀台及机上配管三部分组成,它为设备工作提供了动力源和液压操作功能。
液压泵站包括:液压油箱组件、循环过滤冷却装置、油泵电机装置、控制阀组。
传动介质:L-HM46抗磨液压油
液压油清洁度:NAS8
系统工作压力: 16MPa
2.2.4电气控制系统

1—可升降输送辊道 2—热金属检测仪 3—固定挡水板 4—旋转支撑轮 5—淬火钢管 6—压爪 7—压紧油缸 8—外淋挡水板 9—外淋喷管 10—二级管 11—外淋挡水板油缸 12—外淋架 13—一级管 14—导水装置 15—集水箱 16—出料台架 17—出料装置 18—内喷装置 19—旋转主轴图2 高效紧凑型石油钢管水淬设备断面图Figure 2 Sectional diagram of water quenching equipment for high efficient and compact oil steel pipe
电气控制系统对设备进行供电、电气传动、操作控制、检测等。操作方式分为自动、手动、调整。
3 工艺参数
3.1淬火水量
内喷水的流速控制在10m/s,外淋水的流速控制在2m/s~6m/s之间。
内喷水水量可通过下列公式计算:
Q=3600πD12V1/4
式中,Q为内喷水流量(m3/h);D1为钢管内直径(m);V1为内喷水流速(m/s)。
外淋水水量可通过下列公式计算:
Q=3600nπD22V2/4
式中,Q为外淋水流量(m3/h);D2为喷淋管内直径(m);V2为喷淋水流速(m/s);n为喷淋管的数量。
3.2钢管旋转速度
为了满足所有钢管的淬火要求,钢管直径越小抵消弯曲变形所需要的旋转速度越快,钢管直径越大相对应的旋转速度越慢,钢管工作转速一般设计为20r/min~120r/min。旋转电机采用变频调速,可以实现正反向旋转,满足不同直径钢管的速度要求。
3.3钢管夹紧力
采用在钢管长度方向上间隔布置油缸单独驱动的压爪紧压钢管,解决了钢管本身弯曲带来的影响。钢管的夹紧力直接影响钢管淬火的直线度,夹紧力的太小取决于钢管的规格,对应的液压系统压力应为2.5MPa~5MPa。
4 技术改进
高效紧凑型石油钢管水淬设备采用外淋+内喷的工艺,对钢管进行整体水淬处理。经过分析比较,其具有以下明显的优点:
(1)可升降输送辊道代替了淬火装置前的输送辊道,钢管直接运送到旋转装置中心上,钢管由淬火设备外面运送改为内部运送,使得设备更加紧凑,占地面积小。
(2)取消了常规设备外面运送,并将其改为内部运送的上料装置,钢管出炉辊道中心与旋转装置中心在一个平面上。节约了成本,节省了上料时间,大大提高了生产效率。
(3)外淋挡水板布置在淬火设备的外面,而且为整体式,防止了钢管淬火过程中大量水的外溅,保护了周围环境。
5 实施效果
高效紧凑型石油钢管水淬设备推出了一套全新的石油钢管外淋+内喷淬火新工艺,取消了常规的上料装置,节省了上料时间,使得钢管在运送过程中的温降大为减小,更加接近于出炉温度,淬火后钢管的综合性能提高了。经过测试比较,钢管的直线度、新增椭圆度、全长方向的金相组织的一致性均有所提高。经过近两年的生产,完全满足生产要求,设备性能稳定,自动化程度高,故障率低,得到了用户的一致好评。
6 结论
近年来投产的国内水淬设备据不完全统计,共有45台,早期的淬火水直接排放,对环境污染严重,同时加大了企业回收水资源的成本,使得企业的运营成本上升。随着人们环保意识的进一步增强,企业既要提高产品质量和生产效率,又要降低成本并保护好周围环境。该设备的成功研发,满足了这些要求,必将得到广泛推广。
[1]杜学斌,徐能惠,毛成斌,等. 浸淬式钢管淬火装置的研制[J]. 热处理技术与装备, 2007(3): 39-42.
[2]成大先.机械设计手册 [M]. 北京: 化学工业出版社,1997.
[3]杜学斌,徐能惠,韩炳涛,等. 钢管整体淬火研究[J].热处理技术与装备, 2013(6): 54-57.
[4]徐能惠,杜学斌,雷刚,等.双排外淋管:中国,ZL200720031743.0.2008[P].
[5]许亚华.日本无缝钢管水淬工艺.钢管技术,1996.
[6]邵国栋,杜学斌,徐能惠,等,石油钢管水淬设备的现状及展望.热处理技术与装备,2015,36(3).
编辑李韦萤
Water Quenching Equipment for High Efficient and Compact Oil Pipe
Li Qi, Shao Guodong, Du Xuebin, Xu Nenghui, Ma Hui
Thewaterquenchingequipmentforhighefficientandcompactoilsteelpipehasbeenresearchedanddevelopedsuccessfullytoimprovetheproductivity,andreducetheequipmentoperatingcostatthesametime,andprotecttheenvironment,whichhasabroadapplicationprospect.
oilsteelpipe;heattreatment;externalshowering;internalspraying;waterquenchingequipment
2016—01—14
李琦(1963—),男,高级工程师,研究方向: 油气输送装备与工艺、锻压设备与工艺。电话: 13909209527,E-mail:xalqcn@163.com
陕西省重点新产品(2014XCP-04)
TG155.3
B
猜你喜欢
政工学刊(2021年12期)2021-12-22
中国金属通报(2021年4期)2021-05-20
中国金属通报(2020年10期)2021-01-06
建筑与装饰(2020年20期)2020-08-20
河北省科学院学报(2020年4期)2020-03-19
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
广西教育·C版(2016年10期)2016-12-07
科学时代·上半月(2015年7期)2015-10-21
建筑工程技术与设计(2015年28期)2015-10-21
