生产过程中曲轴连杆颈磨偏解决方案
2016-09-26 07:37覃华郭海生
工业技术创新 2016年4期
覃华,郭海生
(上汽通用五菱汽车股份有限公司,广西柳州,545007)
生产过程中曲轴连杆颈磨偏解决方案
覃华,郭海生
(上汽通用五菱汽车股份有限公司,广西柳州,545007)
高质量、高效率、低成本一直是上汽通用五菱柳州发动机工厂的运行目标。然而,机加工曲轴线发生多起因OP80工件磨偏,导致批量质量出现问题,造成曲轴线工废率偏高。本文分析了机床加工原理以及曲轴加工工序工艺,研究了他们之间的相互影响,提出了更改OP30和OP60加工工艺、更改曲轴线OP60工装夹紧方式以及对OP80定位销进行了优化设计的改进措施。实践证明:改进后由磨偏造成的报废率降为零。
磨床;连杆颈;磨偏;相位角;定位销;防错
引言
本文通过对OP80磨床加工原理、磨削过程、动作步骤及磨床定位销的材料、寿命,尺寸进行分析,找出造成工件磨偏的因素有:OP30、OP60加工工艺、OP60工艺孔相位角尺寸、定位销的形状、定位销寿命。对以上五个影响逐个进行剖解,分析各因素对工件磨削都有何影响,以及产生的原因。对各种因素制定相应措施:(1) 更改OP30加工工艺;(2)更改OP60工装夹紧定位方式;(3) 更改定位销形状;(4) 对OP80相位角进行实时监控。通过措施的有效实施,解决OP80磨床加工时磨偏工件问题。
1 曲轴线工艺与磨床工作原理
曲轴线精磨连杆颈工序采用美国产LANDIS数控双砂轮磨床加工。如图1所示,工艺步骤如下:上料——芯轴侧中心向前推——右侧法兰端工艺孔驱动销插入工艺孔——工件中心架伸出支撑工件——开始磨削。其中,工艺孔由上工序OP60进行加工(工艺要求为30°±0.25°),故工艺孔的尺寸稳定性直接影响到OP80的加工状态。

图1 曲轴线的工艺流程
2 磨床加工磨偏机理分析
针对磨偏现象,曲轴线攻关小组根据质量问题发生时进行了统计。统计发现造成相位角超差有两种状态[1]:(1) 机床定位销无问题,实验室检测工件相位角超差工件磨偏。(2) OP80磨床定位销断裂,造成定位不准,工件磨偏。根据这两种状态,从两方面着手:(1) 上道工序的涉及定位夹紧工艺尺寸的影响;(2) OP80本工位机床自身的定位的原因。最后得出造成工件磨偏的分析结果。
2.1上道工序的作用因素
涉及连杆颈加工的工序有OP30铣连杆颈和沟槽工位(粗加工连杆颈)、OP60加工工艺孔、六个螺栓孔和两个中心孔(加工OP80定位用的工艺孔)。经数据统计和实验数据分析发现存在以下三个问题:
(1) OP30粗加工连杆颈的相位角不稳定OP30加工相位角不超差,变化比较大,变化范围达到0.27°(公差要求±0.217°)(如图2所示)。
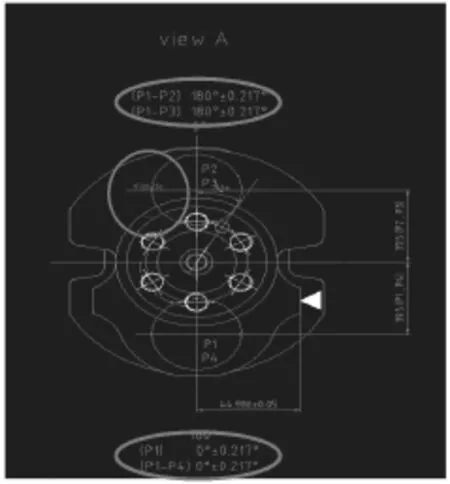
图2 连杆颈的相位角不稳定
(2) OP60加工法兰端销孔的圆周定位基准为工艺小平面,而OP80精磨连杆颈的圆周定位基准面为法兰面工艺销孔,粗加工与精加工不能形成互为基准,造成误差的累积,导致连杆颈精磨时的加工余量不均匀(如图3所示) 。
(3) OP60加工不稳定。由于OP60加工销孔的定位基准与OP30是同一个定位面,所以OP30的0.27°的加工误差直接累积到OP60加工的相位角中,经测量OP60夹具的定位误差经测量为0.13°,所以OP60反映出来的加工误差为0.4°,造成定位误差的原因是:夹紧点距离轴心太近,导致夹紧时扭矩不够,造成定位不准(如图4所示)。

图3 连杆颈精磨时加工余量不均匀
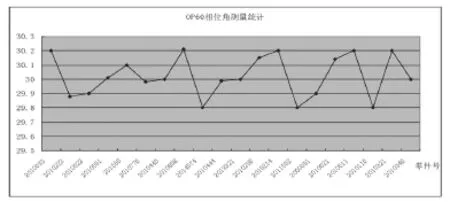
图4 试验件相位角测量曲线
2.2OP80工序的作用影响
(1)工件在各个工序之间的传递采用机械手来完成,OP80定位销采用的是开口销样式(如图5所示),寿命和强度不足。如果工件在传递过程中,因为工序间气动托盘卡死,气缸憋气作用下会存在较大冲击,引起工件的轴向定位变化较大,当机械手把工件放入机床的时候,工件法兰端会与定位销发生干涉,造成定位销被撞弯、撞断。机床目前没有防错功能,即使驱动销断裂也会继续加工造成工件磨偏[2,3]。
(2)定位销的寿命:定位销接触面与工件工艺孔接触久了会造成定位销磨损,造成定位不准,工件磨偏,需要定期更换。

图5 当前使用的开口销样式
3 磨偏改进措施
针对以上原因分析结果,攻关小组针对性地采取相关改进措施[4,5]。
3.1OP30加工工艺改进
针对OP30加工的连杆颈相位角不稳定问题,攻关小组对OP30工艺进行了更改,只控制各连杆颈之间的相位角,对于连杆颈相对于小平面的相位不进行控制,而是通过更改OP60的工艺来避免。
3.2OP60加工工艺改进
(1)更改OP60的定位块定位基准,由小定位块定位改成由第一连杆颈定位加工销孔,如图6和图7所示。
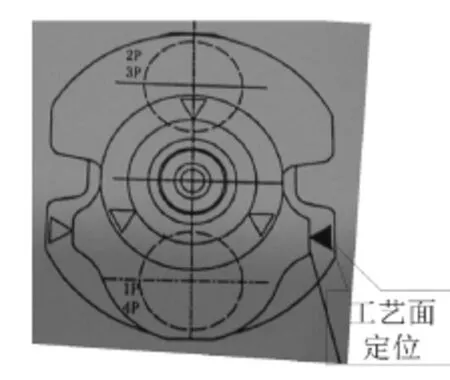
图6 改进前的定位基准
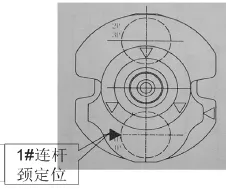
图7 改进后的定位基准
(2) 定位原件改造(如图8和图9所示)。
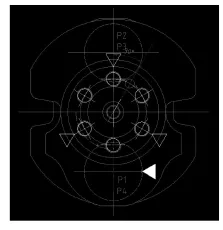
图8 定位原件改造机械图

图9 定位原件改造实物
(3)夹紧机构的改进(如图10、图11和图12所示)。

图10 改造前的夹具

图11 改造后的夹具

图12 改造夹具机械图
3.3 OP80机床改进
(1)OP80定位销断销防错,改进后增加了防错功能,当定位销发生断裂时,机床会报警,停止加工(如图13和图14所示)。

图13 无断销防错的机械手(改造前)
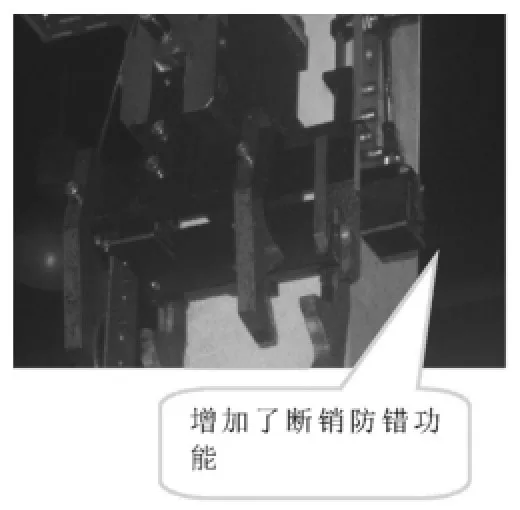
图14 增加检测传感器(改造后)
(2)定位销的改进(如图15和图16所示)。

图15 开口销(改造前)

图16 实心销(改造后)
(3)定位销由开口销改成实心销。强度增加的同时,如果工件法兰端与定位销发生干涉,定位销整体断掉,而非改进前开口销上下两部分可能只有一半断裂的的情况,保证了断销防错的有效性。
3.4定位销寿命监控
OP80相位角工艺要求是控制在30°±0.25°,经统计发现:当销子加工出来的相位角在30°±0.1°范围之内是最稳定状态,在30°±0.12°之外销子磨损速度加快,容易造成相位角超差,所以曲轴线增加了OP80相位角监控系统,当相位角超过30°±0.1°则预警,需停机检查销子有无问题:达到±0.12°,则更换新的定位销。
4 结束语
针对磨偏问题分析得知,由于OP30加工相位角不稳定,加上OP60与OP80定位基准选定不合理,工艺上各工序的加工误差累积是造成问题的根源,解决类似问题的最好办法是,从工艺上的优化,减少各工序加工的累积误差,通过工艺上的更改,重新设计机床定位基准改造机床夹具,能够长久有效地解决这类问题。
实践证明:首先改进后由磨偏造成的报废率降为零,FTQ提升到98%;其次降低了成本,减少了1%的产品报废率,以年产350000台来计算,共节约:
350000×1%×121(每台报废成本)-240(夹具更改费用)=423 260(元)
效益非常可观。
[1]胡劲松, 李佳, 张和平. 曲轴连杆颈的磨削加工[J]. 汽车与配件,2013(10): 26-28.
[2]秦文伟. 车削加工表面振纹的成因及对策分析[J]. 现代机械,2015(4): 86-88.
[3]张国江. 磨削曲轴产生振纹的原因与对策[J]. 现代制造技术与装备, 2002(3): 11-12.
[4]宿航毅. 曲轴连杆颈及过渡圆角磨削不良的解决方案[J]. 现代零部件, 2011(7): 50-53.
[5]张新志. 曲轴主轴颈连杆颈磨削振纹的解决方案[J]. 汽车与配件, 2012(37): 39-40.

覃华(1985-),男,本科,广西来宾人,工程师,现于上汽通用五菱汽车股份有限公司,主要从事现场质量控制工艺优化的工作。

郭海生(1981-),男,大专,广西兴安人,现于上汽通用五菱汽车股份有限公司,主要从事生产现场质量控制和设备效率提升的工作。
Solution of Crankshaft Connecting Rod Neck Grinding in Production Process
Hua Qin, Haisheng Guo(SAIC GM Wuling Auto Co.,Ltd., Liuzhou, Guangxi, 545007, China)
In order to achieve high quality, high efficiency, low cost of running the target, problem of high waste rate must be solved. For machining curved axis occur resulting OP80 workpiece grinding partial batch quality problems, caused by the curved axis and reject rate is high, this paper analyzes the interaction process between the machining principle and crankshaft machining process, change OP30,OP60 processing technology, change the crankshaft line OP60 assembling and clamping way, to optimize the design of OP80 positioning pin. Also, increase the OP80 machine broken pin lock error and phase angle of the function of real-time monitoring. The whole scheme solved the problem of machining and grinding workpiece.
Rod Neck Grinding; Phase Angle; Grinding Machine; Positioning Pin; Error Proofing
U463.6
A
2095-8412 (2016) 04-624-04
工业技术创新 URL: http://www.china-iti.com 10.14103/j.issn.2095-8412.2016.04.011
猜你喜欢
装备制造技术(2020年11期)2021-01-26
哈尔滨轴承(2020年3期)2021-01-26
房地产导刊(2020年12期)2021-01-14
房地产导刊(2020年12期)2021-01-14
河南医学研究(2020年27期)2020-10-18
顺德职业技术学院学报(2020年2期)2020-07-10
装备制造技术(2019年12期)2019-12-25
制造技术与机床(2019年10期)2019-10-26
物理学报(2018年22期)2018-12-18
制造技术与机床(2017年4期)2017-06-22