OPGW外层单丝间隙问题初探
2016-09-26 07:59何文栋邱顺利徐常志陈成杰
工业技术创新 2016年4期
何文栋,邱顺利,徐常志,陈成杰
(1. 深圳市特发信息股份有限公司,广东深圳,518057;2. 国网辽宁省电力有限公司信息通信分公司,辽宁沈阳,110006)
OPGW外层单丝间隙问题初探
何文栋1,邱顺利2,徐常志1,陈成杰1
(1. 深圳市特发信息股份有限公司,广东深圳,518057;2. 国网辽宁省电力有限公司信息通信分公司,辽宁沈阳,110006)
OPGW光缆因复合了不锈钢管光单元,生产中不能简单采用单丝替换的方式。为此,本文分析了OPGW外层间隙的产生原因,提供了外层间隙的理论计算方法;在实践中,通过工艺试验进行验证,并提出针对性的工艺改进措施。结果表明,理论测算与实际生产结果相互吻合。
OPGW;绞合工艺;绞合节距;单丝间距
引言
OPGW光缆既有光纤通信的优点,又承担了输电线路地线的作用,已广泛应用于输配电线路中。目前电力运营商对OPGW的采购方式有两种:1)集中采购,指定光缆具体结构和技术参数,要求生产商满足其要求;2)零散订购,提供光缆敷设和运行条件,由生产商自行设计结构及其性能指标。
相较于传统钢芯铝绞线或铝包钢绞线而言,OPGW光缆因复合了不锈钢管光单元,造成部分结构不能简单采用单丝替换方式,而需重新设计成“内小外大”的非标准结构(如1+5+11结构),生产工艺需要个性化定制。
1 成缆单丝间隙过大原因分析
如果生产绞合过程工艺控制不到位,很容易造成单丝间缝隙明显、外层单丝包覆率低等问题,而且缝隙集中在某两根单丝之间。OPGW光缆外层单丝缝隙过大,造成的危害主要有:1)光缆外观不良,影响产品交付;2)外层单丝受力状态不一致,易出现单丝断股;3)施工过程中易出现单丝散股或内层光单元受压,造成光纤损耗增加、断纤等事故;4)雷击时易产生电弧或电阻热,造成单丝熔断[1]。
下面讨论OPGW光缆在绞合成缆的过程中,会导致光缆外层单丝间隙过大的因素。
1.1单丝绞合节距
成缆节距越大,光缆弯曲时的变形越大,光缆柔软性越差,反之亦然。应选择合适的成缆节距,使光缆有良好结构稳定性和弯曲性,减少变形和皱褶,提高生产效率;在电力行业标准DL/T 832-2003《光纤复合架空地线》第5.3.2条款中规定,“单线最外层的节径比既不小于10,也不大于14”[2],各生产厂家会根据光缆结构进行微调,但一般采用固定值。对于少数特殊结构的缆型,需要进行针对性调整。
1.2单丝放线张力
目前,OPGW成缆设备有笼式绞线机、叉式绞线机、框式绞线机、管式绞线机等几种,不同设备的放线张力控制方式不同,对成缆绞合形变的影响不同。放线张力太大可能使成缆太过紧密,单丝扭转内应力得不到释放,生产过程中易出现单丝断裂,造成质量事故[3];放线张力太小可能使成缆松散,易形成层间缝隙或单丝鼓起。此外,主动放线各摇篮放线张力不一致、浮动值偏大等也会影响成缆的间隙分布及单丝起鼓。
1.3单丝成型高度
OPGW相邻两层绞合方向相反,受力时各层产生的转动力矩相互抵消,防止各层单线向一个方向转动而松股,同时也能使绞线产生转动力矩的分力,避免绞线在未拉紧时打卷[4]。对于OPGW而言,各层铝包钢线绞合在缆芯上,就像一螺旋线绕在轭铁外。当电流通过铝线时会产生磁力线,绞线各层绞向相反,磁力线方向相反,各层磁力线互相抵消,减少交流阻抗。单丝的成型高度不一致使单丝相互作用力集中,进而导致成型单丝间隙集中,易造成单丝鼓起,层间缝隙增大,光缆受力不均,更严重者造成光缆阻抗增大,抗雷击性能下降。
2 外层单丝间隙理论计算方法
在OPGW绞合过程中,外层单丝呈螺旋线绕在缆芯上,从绞线的截面看,单丝截面呈椭圆形,因此合理的绞合间隙设计更有利于生产。为了防止光缆结构过于松散造成成缆工艺控制难度大、外观质量不合格,应在设计环节就对外层单丝间隙进行计算和合理控制。通过查阅相关技术文献,结合《电线电缆手册》第1册中绞合工艺中的内容,推演计算OPGW光缆外层单丝间隙的公式。
光缆结合过程中,外层单丝紧密围绕在缆芯旋转,单丝与径向的夹角为绞合螺旋升角,绞合螺旋升角α的推演方法如图1所示,其计算公式为[5]:其中,H为绞合节距;D'为外层单丝圆心圆直径。

假设光缆外层单丝都紧密相连,那么光缆外层间隙将集中于一处,如图2所示。其间隙计算公式为:其中,N为外层单丝股数;d为外层单丝直径;D'为外层单丝圆心圆直径;α为绞合螺旋升角。

图1 螺旋升角计算方法示意图

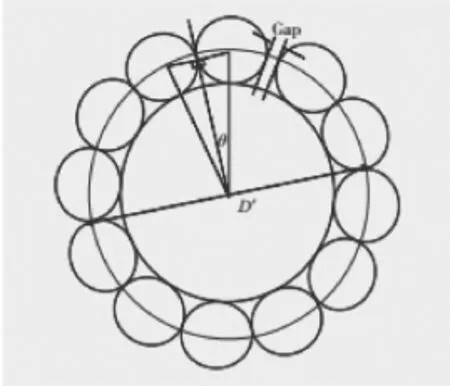
图2 外层间隙计算方法示意图
从式(2)可以看出,光缆外层单丝间隙与绞合节径比、外层单丝直径、光缆直径均正相关。通过计算标准等径结构缆型,可以得知:外层单丝缝隙在0.4 mm~0.7 mm时,绞合线外观均匀良好。因此在设计光缆时,通过该计算方法可以判断设计结构的外层缝隙是否合理。对于松散结构光缆,生产时可通过减小节径比实现间隙有效控制;对于紧凑结构光缆,生产时增大节径比可避免外层间隙不足而造成的单丝鼓起现象。
3 外层单丝间隙影响因素工艺试验
针对光缆成缆生产过程中,因生产设备放线张力、工艺调试成型等主观原因造成的光缆单丝间隙不均或过大问题进行研究验证。为了达到试验验证效果,选取光缆结构为OPGW-24B1-100(126.6;53.1),具体规格参数如表1所示。通过式(1)和式(2)计算,得出当绞合节径比为12时,该光缆该结构缆外层单丝理论间隙为1.52 mm。

表1 OPGW-24B1-100(126.6; 53.1)光缆结构参数表
3.1绞合设备放线张力
OPGW成缆设备对成缆绞合形变影响的主要区别在于主动放线和被动放线的张力控制差别。
试验方法:通过新、旧两条笼绞生产线,试制表1所示光缆,具体成型工艺参数如表2所示。按绞合节径比为10、11、12、13,各生产调试50 m。成型调节及操作为同一组人员,截取样品进行对比。

表2 放线张力对成缆间隙的影响试验工艺参数设置
试验结果如图3所示。
结果分析:单从放线张力控制角度分析,稳定的主动放线方式相比被动放线,在成缆间隙上影响较小,而对成缆的单丝鼓起、层间间隙影响明显。
3.2单丝绞合节距
在DL/T 832-2016 OPGW标准中,要求单线最外层的节径比既不小于10也不大于14,且最外层的节径比不能大于次外层的节径比。

图3 两条生产线成型效果对比
试验方法:生产设备采取主动放线方式。在生产中,按照绞合节距为10、11、12、13分别制取样品5 m。生产时验证并记录实际节距,用色彩笔标记留样。
试验结果如图4、5所示。

图4 LJ-6各节径比成型效果对比
图5 LJ-7各节径比成型效果对比

表3 绞合节距对成缆间隙的影响试验结果记录表
结果分析:单从成缆绞合节径比分析,光缆外层单丝间隙与绞合节距关系较大,可以通过调节绞合节距来实现间隙调节,合适的绞合节距可以通过理论计算的方式来确定。
3.3单丝成型调节高度
当前在绞缆生产时,成型调节高度主要由车间工段长和生产班长根据经验调试,没有明确的操作指南或参考依据,仅是查看调节时光缆绞合外观。
试验方法:通过盲测进行工艺比试,对OPWG车间两名工段长的调节效果进行采样比对,绞合节
距统一为10、11,每人每节距生产50 m。试验结果如图6、7所示。

图6 节径比为10时两位工段长成型效果对比

图7 节径比为11时两位工段长成型效果对比

表4 绞合节距对成缆间隙的影响试验结果记录表
结果分析:单从不同人员成型高度调节分析,不同人员调节确实存在一些差异,工段长1调节优于工段长2;从现场跟踪情况看,操作人员的责任意识和质量意识对成缆调节高度操作影响明显。
4 控制改进措施
通过对OPGW光缆绞合工艺中绞合节距、放线张力、成型调节高度等方面的试验结果,针对成缆过程中外层单丝间隙过大或者不均等问题,可采取以下措施进行质量控制和工艺调节:
1)在结构设计环节,应通过间隙计算公式对非等径绞合结构验算外层单丝间隙是否在合理可控范围,建议外层单丝间隙(累积)应不大于2.0 mm;
2)在生产管理环节,工艺人员应通过间隙计算公式确定光缆适合的绞合节径比;光缆结构松散时,绞合节径比应小于或等于11;等径标准结构(1+6+12)中,绞合节径比建议为12;光缆结构紧密时,绞合节径比应大于或等于13;
3)在排产生产环节,应定期巡检生产设备放线张力稳定性,对于个别结构松散缆型,应优先选择在放线张力控制稳定的笼绞生产线生产,生产线前对放线张力进行巡检和校准;生产时应指定操作素质高、技能强的员工进行成型高度调节。
5 结束语
通过对OPGW外层单丝产生间隙的工艺层面原因进行分析,总结了一种计算光缆外层单丝间隙的方法。针对生产工艺过程中三个影响因素进行试验和分析,提出了工艺控制措施和解决办法,以供同行参考借鉴。
[1]门磊磊, 戴富梁. OPGW外层绞合缝隙的合理设计及正确计算[J]. 电力信息与通信技术, 2013, 11(11): 125-128.
[2]DL/T 832-2003. 光纤复合架空地线[S]. 2003.
[3]沈慈来, 何钟鹍. 层绞式OPGW绞合工艺问题及改进方法[J].光纤与电缆及其应用技术, 2008(3): 30-32.
[4]张光武, 王国忠, 龚欣明. 架空导线的绞合节距和弯曲半径探讨[J]. 电线电缆, 2011(3): 15-17.
[5]王春江. 电线电缆手册: 第1册[M]. 北京: 机械工业出版社,2001.
Exploration on Outer Conductor Monofilament Clearance of OPGW Cable
Wendong He1, Shunli Qiu2, Changzhi Xu1, Chengjie Chen1(1. Shenzhen SDG Information Co., Ltd., Shenzhen, Guangdong, 518057, China;2. State Grid Liaoning Electric Power Company Information Communications Branch, Shenyang, Liaoning, 110006, China)
Due to the conjunction of OPGW cable and stainless steel tube light unit, monofilament replacement cannot be directly adopted during production. In this paper, we analysis cause of outer clearance of OPGW, and provide theoretical computing methods of outer clearance. In practical, through validation of processing technique, we put forward measures with pertinency. The results show that,theoretical computing and actual production are consistent with each other.
OPGW; Stranding Process; Stranding Pitch; Monofilament Clearance
TN-9;TN913.7
A
2095-8412 (2016) 04-760-04
工业技术创新 URL: http://www.china-iti.com 10.14103/j.issn.2095-8412.2016.04.048
何文栋(1987-),男,陕西商洛人,助理工程师,从事光缆技术研究、智能电网监测研发工作。
E-mail: hewd@sdgi.com.cn
邱顺利(1961-),男,辽宁沈阳人,高级工程师,从事电力系统通信规划、计划与工程管理工作。
徐常志(1989-),男,江西萍乡人,助理工程师,从事光缆技术研究、智能电网监测研发工作。
陈成杰(1989-),男,浙江金华人,助理工程师,从事光缆技术研究、光缆质量控制研究工作。
猜你喜欢
传感器世界(2022年4期)2022-11-24
合成纤维工业(2021年5期)2021-10-31
纺织报告(2020年10期)2021-01-19
合成纤维工业(2020年4期)2020-09-16
轮胎工业(2020年11期)2020-07-19
电子制作(2017年23期)2017-02-02
现代工业经济和信息化(2016年7期)2016-05-17
科技资讯(2016年6期)2016-05-14
通信电源技术(2016年6期)2016-04-20
试题与研究·中考化学(2015年1期)2015-06-15