
基于价值工程的零件加工工序改进与应用
2016-09-23 07:49赵文波李英杰
山东建筑大学学报 2016年3期
赵文波,李英杰
(山东建筑大学 机电工程学院, 山东 济南 250101 )
基于价值工程的零件加工工序改进与应用
赵文波,李英杰
(山东建筑大学 机电工程学院, 山东 济南 250101 )
在生产中,部分产品存在着量大面广、工序繁琐、工艺复杂、原材料和能源消耗高、质量难于保证等问题,可运用价值工程进行技术攻关及技术改造。文章基于价值工程理论对汽车传动轴万向节叉的质量现状进行工艺论证及改进,针对传动轴产品质量和整车性能问题,采用强制确定法对影响万向节叉质量的因素进行了改进对象的选择,万向节功能分析及评价,提出了三种工艺改进方案,对方案用优缺点比较法进行概略评价及可行性详细评价,确定最终可行方案;基于价值工程的选定方案在生产中实施后使万向节叉成为稳定的合格品,在产品质量、技术管理及经济效益等方面都取得了较好的效果。
价值工程;万向节叉;工序改进;方案评价
0 引言
随着汽车工业的发展,特别是前轮驱动轿车大量生产以来,传动轴万向节的设计理论和制造技术获得了飞速的发展。当今国际上,传动轴和万向节生产厂家的竞争日趋激烈:把一种新产品投放市场,不仅要求其强度和寿命用满足各种使用要求的规定,而且还要求产品的价格更具有竞争性和轻量化。被国家列为重点扶持的关键零部件项目之一万向节,与国外相比,无论从产品的设计、还是制造技术都存在一定的差距。有鉴于此,文中是在制造过程中基于价值工程的万向节叉加工工序的改进与应用[1]。
万向节是汽车传动轴上的关键部件。在前置发动机后轮驱动的车辆上,万向节传动轴安装在变速器输出轴与驱动桥主减速器输入轴之间;而前置发动机前轮驱动的车辆省略了传动轴,万向节安装在既负责驱动又负责转向的前桥半轴与车轮之间。车辆在运行中路面不平产生跳动,负荷变化或者两个总成安装位置差异,都会使得变速器输出轴与驱动桥主减速器输入轴之间的夹角和距离发生变化,需要要用一个“以变应变”的装置来解决这一个问题,因此就有了万向节。一般万向节由十字轴、十字轴承和万向节叉等零件组成(如图1所示)[2]。
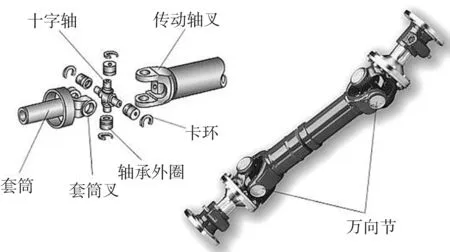
图1 十字轴万向节构造图
万向节装配中,叉头上与相关零件直接配合、连接或关系密切的结构表面(又称为功能面),其尺寸和位置精度直接影响万向节的性能。功能面包括法兰、轴承孔、法兰孔以及法兰端面齿槽或键槽等[3]。各功能面相互间位置度要求高,如轴承孔与法兰止口对称度、与法兰端面的平行度、两轴承孔的同轴度,轴承孔内挡圈槽与法兰止口的对称度及对轴承孔的跳动度,法兰端面齿槽中心与法兰止口中心的同轴度或端面键槽与法兰止口的对称度、法兰孔与法兰止口及轴承孔的位置度等8个位置公差一般要求都在7级或8级,有些场合要求会更高,而加工时如果工件即万向节叉头经多次装夹,这些精度难以同时保证[4]。
在万向节叉零件生产中存在的问题:万向节叉零件的圆柱面表面尺寸为Φ,加工后经检验发现该圆柱表面的圆度误差最大为0.07 mm,严重超过内控圆度为0.02 mm的形位误差工艺要求。在批量生产中发现有大批零件(约占50%)在精车成形工序中报废,如果回用则影响两耳轴线的位置精度、对称度或两项都受影响:当高点在两耳一侧时,则影响对称性;高点在两耳中间时则影响位置精度;高点在与两耳成45 °角位置时,则影响对称性和位置精度(如图2所示)[5]。

图2 万向节零件工序图/mm
生产中,承担该产品加工的CA6140车床工时紧张,车间中CE7120机床尚负荷不满;在CA6140车床上用顶尖夹紧力不够,加工后造成圆度超差;同时需要经常更换活顶尖、工具费用高;生产效率低、废品率高。
1 价值工程的理论依据和实施
1.1价值工程的内涵
价值工程(Value Engineering)又称价值分析,是一门技术与经济相结合的现代化管理科学[6]。价值工程是以提高产品或作业价值为目的,通过有组织的创造性工作,寻求用最低的寿命周期成本,可靠地实现使用者所需功能的一种管理技术。价值工程中所述的“价值”,是指作为某种产品(或作业)所具有的功能与获得该功能的全部费用的比值。从价值工程的定义中,涉及到价值、功能和寿命周期成本这三个基本概念。
(1) 价值
价值工程中所述的“价值”是一个相对概念,是指价值工程分析对象所具有的功能与形成功能的费用之比[7]。它是衡量一个研究对象经济效益高低的尺度,可以表示为:
V=F/C
式中:V为价值;F为研究对象的功能;广义是指产品或作业的功用和用途;C为获得相应功能的寿命周期成本,即从研发、设计、试验、试制、生产、销售、使用、维修直到报废所花费费用的总和。
价值工程中的价值是一种比较价值或相对价值的概念,对象的效用或功能越大,成本越低,价值就越大。
(2) 功能
功能是指价值工程分析对象能够满足人们某种需要的一种属性[8]。比如对产品而言,功能就是指它的用途。任何产品的存在是由于它们具有能满足用户所需求的功能。人们购买产品的实质是为了获得产品的功能。价值工程通过分辨确定各种功能的性质和重要程度,对产品功能进行分析研究,正确、合理地确定产品的必要功能、消除不必要功能,加强不足功能、削弱过剩功能,改进设计,降低产品成本。
价值工程是以功能为中心,在可靠地实现必要功能基础上来考虑降低产品成本的。
(3) 寿命周期成本
寿命周期是指从价值工程分析对象被研究开发、设计制造、用户使用直到报废为止的整个时期[7]。对象的寿命周期一般可分为自然寿命和经济寿命。价值工程一般以经济寿命来计算和确定对象的寿命周期。寿命周期成本是指从分析对象被研究开发、设计制造、销售使用直到报废所发生的各项费用之和。寿命周期成本主要由生产成本及维护成本组成。
价值工程就是要通过着重于功能分析的一系列有组织的创造性活动,提高所研究对象的价值。
1.2价值工程的实施步骤
价值工程有自己独特的一套工作程序[9],其工作步骤及具体内容见表1。
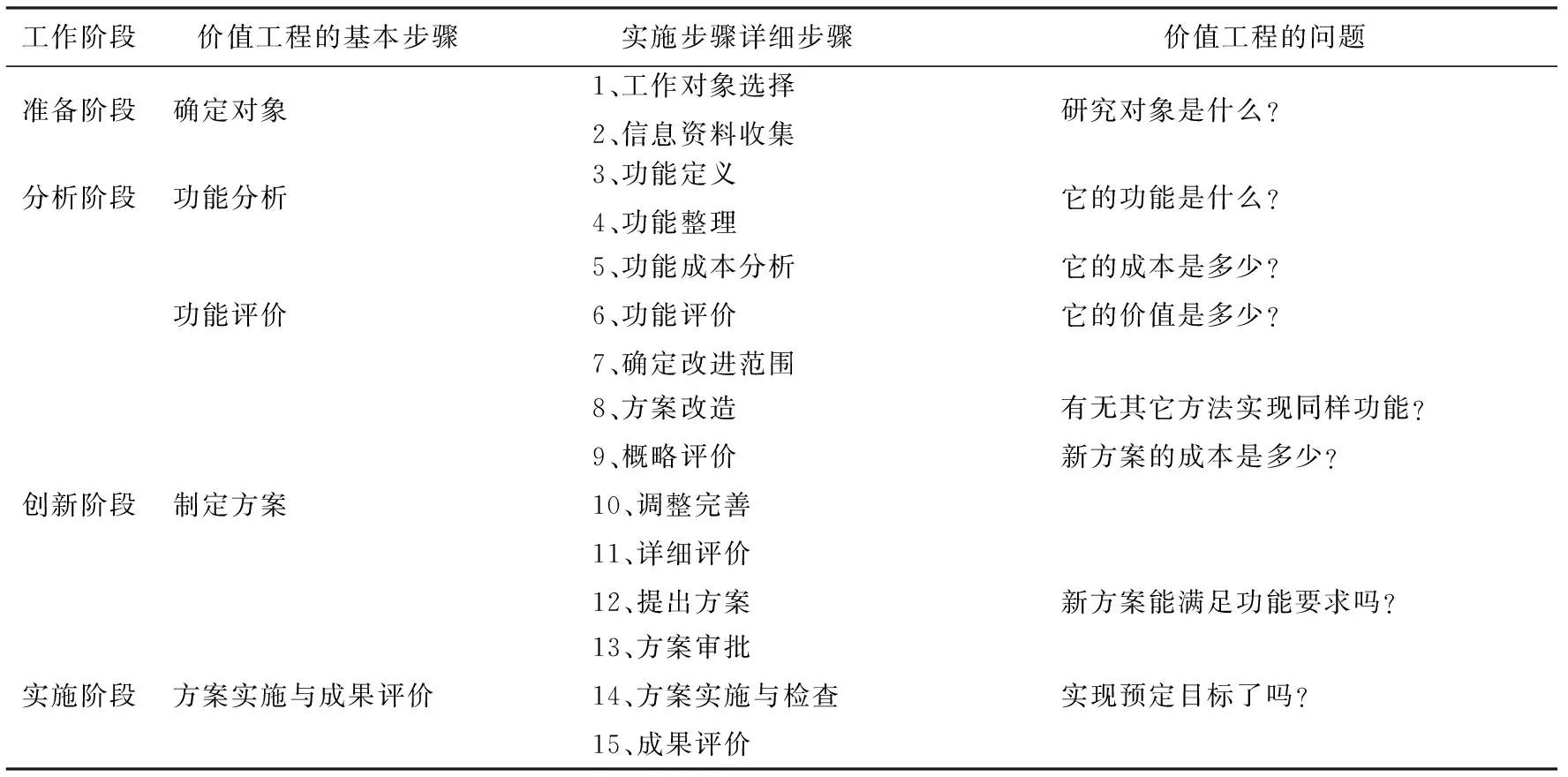
表1 价值工程的实施步骤
2 万向节叉零件加工工序改进与应用
在生产中,对量大面广、工序繁琐、工艺复杂、原材料和能源消耗高、质量难于保证的产品,我们可以运用价值工程进行技术攻关及技术改造[10]。我们依据价值工程理论(以最低的总成本,来切实可靠地达到产品或作业的必要功能)进行对万向节叉的功能分析和有组织的改进活动。
2.1改进对象的选择
价值工程对象选择的方法有很多种,根据不同价值工程对象的特点及企业自身条件选用适宜的方法。常用的方法有经验分析法、ABC分析法、强制确定法、百分比分析法、价值指数法等,我们选择强制确定法(Forced Decision)。
强制确定法是以功能重要程度作为选择价值工程对象的一种分析方法[11]。具体步骤是:首先进行功能评分,求出功能系数和成本系数,依据价值系数的计算结果分析对象的功能与成本是否相称,若不相称,应选为价值工程的研究对象。此方法是从功能与成本两方面来考虑问题的,所以比较全面而且方法简便易行,能够将功能由定性表达提升到定量分析。
按照影响万向节叉质量的六大因素(人、机、料、法、环、检)用一对一比较法作出评价,明确其重要性次序。比较结果表明机械加工方法(即加工工艺)是最大影响因素,人与机床两项次之,因此机械加工方法应为选择对象。
2.2传动轴万向节功能分析
功能分析是用简明的语言对价值工程对象的每一项功能做一个确切的描述,通过这种描述,把功能的本质、内容及其水平准确地表达出来,再用系统的观点将已经定义了的功能加以系统化,找出各局部功能相互之间的逻辑关系,并用图表形式表达,以明确产品的功能系统,从而为功能评价和方案构思提供依据[12]。
我们对汽车传动轴产品的质量功能下的定义:总功能为提高汽车产品质量,重要的是提高在精车成形工序中的定位精度。由此可得出如下功能系统图:

图3 传动轴产品功能系统图
2.3万向节功能评价
经过功能定义与整理后明确了价值工程对象所具有的功能,还要定量确定功能的目标成本是多少,功能的现实成本是多少,改进目标是多少,这些问题都要通过功能评价来解决。
功能评价就是找出实现功能的最低费用作为功能的目标成本(功能评价值),以功能目标成本为基准,通过与功能现实成本的比较,求出两者的比值(功能价值)和两者的差异值(改善期望值),然后选择功能价值低、改善期望值大的功能作为价值工程活动的重点改进对象。
2.3.1功能评价系数
功能评价系数是评价对象的某项功能在总功能所占的比重。功能评价系数越大说明功能越重要[13]。选四名对此万向节叉零件加工工艺较为熟悉的人员分别对五项质量功能进行打分,然后计算得出功能评价系数(见表2)。

表2 功能评价系数
表中“功能”栏的A为两耳孔轴线与外圆轴线位置度0.5; B为两耳端面对中心对称表面的对称度0.1; C为基准端面与外圆轴线垂直度及外圆椭圆度;D为两耳端面及孔的粗糙度; E为两耳宽135,孔径Φ50。表3、4中的A、B、C、D、E所示功能与前述相同。
2.3.2功能成本系数
功能成本系数是将评价对象的功能评价值与功能的现实成本进行比较,求得评价对象的价值系数和成本降低期望值,进而确定价值工程改进对象。按五项质量功能,依各工序进行功能成本系数分配(见表3)。

表3 各功能的成本系数
2.3.3目标成本分配
根据上述表2、表3数据作出“目标成本分配表”(见表4)。
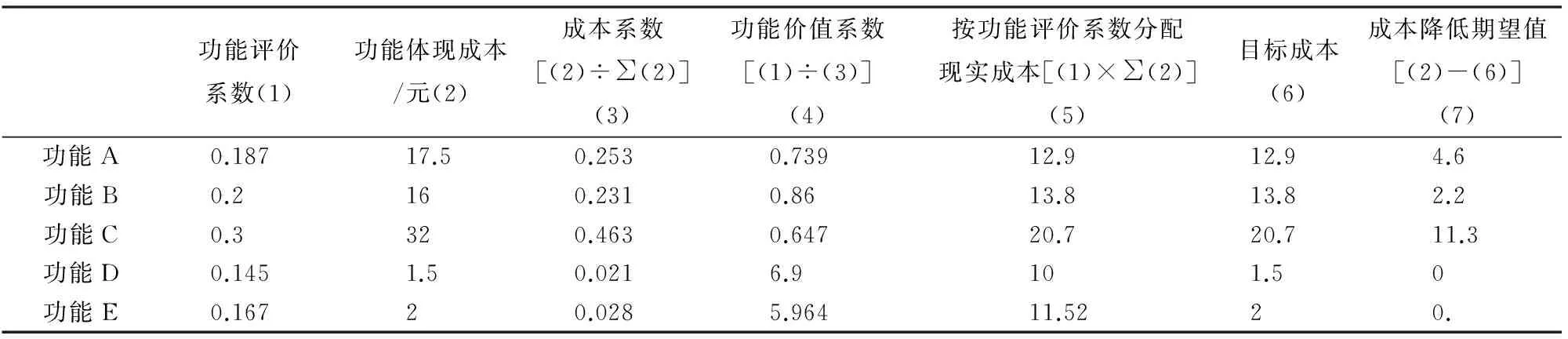
表4 目标成本和成本降低期望值
由表4可以看出功能价值系数小于1(功能价值系数等于1,表示功能与成本达到了合理匹配,一般无需改进;功能价值系数大于1,说明该功能比较重要,但分配的成本较少;功能价值系数小于1,此时成本对于所实现的功能来说偏高。一种可能是存在着过剩功能,另一种可能是功能虽无过剩,但实现功能的条件或方法不佳,致使实现功能的成本过高。这种情形就应列为改进范围。确定价值工程对象的改进范围,应综合考虑功能价值系数偏离1的程度以及成本降低的幅度,优先选择功能价值系数远小于1,而且成本改进幅度大的功能。)的三项中以C种(即精车成形后的基准端面与外圆垂直度及外圆椭圆度)为功能最低(功能价值系数为0.647),应首先选为改进对象,其他两项也应该提高质量功能[12]。
2.4改进方案的选定与评价
我们对改进对象万向节叉在进行功能分析评价基础上,寻找和构思实现功能的新方案,这是价值工程能否取得成效的关键步骤[14]。方案评价是对新构思的方案进行技术、经济和社会三个方面的评价,包括方案的概略评价和方案的详细评价。本着有利于管理、效益高、可行性大的原则,对选定的功能改进对象进行广泛的论证,对提出的三种工艺改进方案进行概略评价及可行性详细评价。
2.4.1方案的概略评价
概略评价是对新构思方案进行初步研究,其目的是从众多的方案中进行粗略的筛选,以
减少详细评价的改进量(见表5)[15]。表5中,×为舍,○为取,△为留。
从工艺改进方案概略评价表可以看出:改变加工工艺、改进定位基准方案具有高质(产品质量高)、高产(生产效率高)、低成本(投资费用低),并且对工人的技术水平要求也不高,可以作为优选的方案。
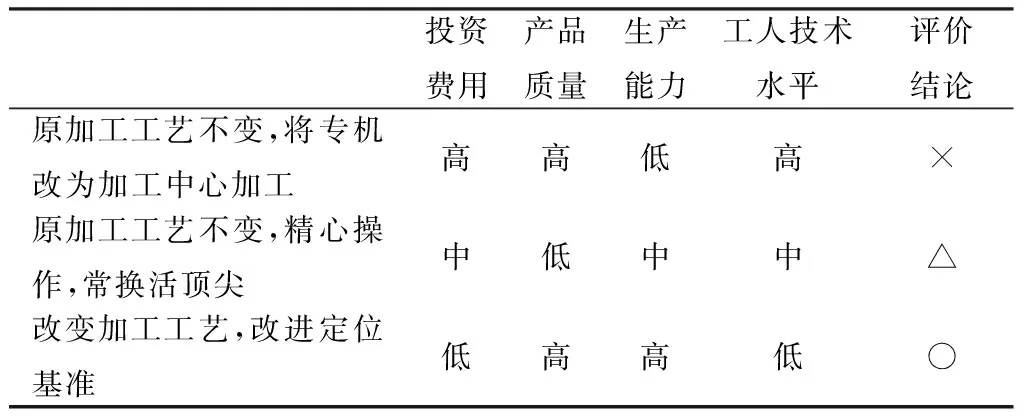
表5 工艺改进方案概略评价表
2.4.2方案的详细评价
详细评价是在概略评价所得的比较抽象的方案中,评选出准备实施的最佳方案。其评价结论是方案审批的依据。
技术评价围绕功能进行,内容是方案能否实现所需功能以及实现程度;经济评价围绕经济效果进行,内容是以成本为代表的经济可行性;社会评价围绕社会效果进行,内容是方案对社会的利弊;最后进行综合评价,选出最佳方案[16]。
方案一 原加工工艺不变,将专机加工改为加工中心加工。若不改进定位基准,即使使用加工中心,位置精度及对称度的要求都因基准误差而受到影响。这种方法加工精度只高在加工中心机器本身,宏观地看,整个零件质量不高。另外,加工中心与专机相比不如专机效率高,故此方案不可取。
方案二 使用原有加工工艺,而经常更换活顶尖的方法虽可保证质量,但废品率高,有时废品率高达50%。因此,此方案采用价值不大。
方案三 改变原有加工工艺,将定位基准由下端面改为焊接坡口处平面,在加工两耳端面、两耳内孔后再车坡口(如图4所示)。
这种方案可用菊花顶尖,夹紧力比活顶尖增大,在加工定位圆柱表面时及端面垂直度得到保证,可使定位精度(对称度、位置度)提高幅度为28.6%。
图4 改进后工序图/mm
此方案定位基准的加工可由CA6140普通车床转为CE7120机床加工,这样既可缓解车间CA6140机床工时紧张的状况,又消除了CE7120机床的窝工现象,使管理趋向合理、零件的废品率下降、加工工时下降,并扩大了生产能力。此方案还可使钻、扩专用机床清理铁屑方便,节约辅助工时,改善了工人劳动条件,克服了工具(活顶尖)消耗高的弊端。[17]此方案仅增添一套夹具零件及一件菊花顶尖,投资成本不高,会产生是事半功倍的效果。故将该方案定为可行方案。
基于价值工程的选定方案,在生产中实施后可取得了较好的的综合效益。
(1) 在社会效益方面该件在装车后万向节质量提高,成为信得过产品。即使传动轴总成在装配后的动平衡工序中发现不平衡等异常,也无需考虑该件的原因。
(2) 在经济效益方面采用工艺成本的效用计算经济效益的高低可知,由于夹具、刀具费用的降低、工时的下降、废品的大幅度减少等,致使单件产品成本下降了14.5%。
(3) 在技术效益方面由于定位精度的改善,使工艺安排更加合理,提高了工艺科学管理水平,也是技术进步工作中的一项成果。
3 结语
价值工程以提高产品(或作业)价值和有效利用资源为目的,通过有组织的创造性工作,寻求用最
低的寿命周期成本,可靠地实现使用者所需功能,以获得最佳综合效益。在基于价值工程的万向节叉加工工序创新方案:是以提高价值为目标,以功能分析为核心,以经济效益为出发点,对选定的对象进行分析,从而在产品质量、技术管理及经济效益等方面都取得了较好的效果,在方案实施后使万向节叉成为稳定的合格品,废品率降为千分之一,取得了较好的的综合效益。
[1]周兴器.万向节与传动轴技术发展综述[J].轻型汽车技术,2011(5):10-17.
[2]陈家瑞.汽车构造第三版 [M].北京:机械工业出版社,2011.
[3]卢剑伟, 辛加运, 张士路. 考虑转向操纵机构万向节间隙的车辆摆振系统动力学行为分析[J]. 汽车工程, 2014(7):853-856.
[4]李宁, 李友荣, 周思柱,等. 双十字轴万向节转向传动轴的相位角影响分析[J]. 机械传动, 2015(9):15-19.
[5]潘宇, 何云峰, 何志兵,等. 双十字轴万向节转向传动系统的优化设计[J]. 机械传动, 2015(1):83-86.
[6]斯图尔特.价值工程方法基础[M].邱菀华,译.北京:机械工业出版社,2007.
[7]王乃静.价值工程概论 [M].北京:经济科学出版社,2006.
[8]孙玮, 姜忠辉, 刘成浩. 基于价值工程的项目成本控制研究[J]. 项目管理技术, 2015, 13(1):15-19.
[9]王乃静.价值工程概论 [M].北京:经济科学出版社,2006.
[10]于涛 .工业企业管理教程 [M]. 济南:山东科学技术出版社,2003.
[11]胡艳营,师忠秀.基于价值工程的机械产品创新设计对象的确定[J].机电工程技术,2006,35(6):26-28.
[12]唐稳生.价值流分析和价值工程在制造加工中的应用实例[J].橡塑技术与装备,2015(18):87-93.
[13]王飞.基于价值工程原理、方法的装备价值评估研究[J].北京航空航天大学学报(社会科学版),2010(6):48-51.
[14]任晓耕.万向节星形套磨削加工中存在问题与改进[J].机械制造与自动化,2012(3):79-80.
[15]张向宏,王明明.价值工程方法在业务流程重组实施中的应用[J].科学学研究,2002,20(4):420-427.
[16]丁永位 XK公司万向节质量改善研究 [D].广州:华南理工大学,2014.
[17]Leschied J. R., Glazer D. I., Bailey J. E.,etal. Improving our product: A quality and safety improvement project demonstrating the value of a preprocedural checklist for fluoroscopy[J]. Academic Radiology, 2015, 22(3):400-407.
(学科责编:吴芹)
Improvement and application of part machining process based on VE (value engineering)
Zhao Wenbo,Li Yingjie
( School of Mechanical and Electrical Engineering, Shandong Jianzhu University, Jinan 250101, China)
The article, based on the theory of value engineering (i.e. the total cost, the lowest in order to reliably achieve product or operation necessary function), demonstrates on the status quo of the automobile drive shaft universal joint fork and improve. Quality status of automobile drive shaft universal joint fork is demonstrated and improved based on value engineering theory in the article. By using the forced decision method, the factors of affecting the quality of universal joint fork in improving object selection, universal joint function analysis and functional evaluation for transmission shaft product quality and vehicle performance issues are explored. The selected functions improve extensive argumentation, put forward three kinds of process improvement scheme, the scheme with the advantages and disadvantages of the comparative method of outline evaluation and detailed feasibility evaluation and determine the final feasible scheme. Through the research on the application of value engineering in the production practice, the paper explores the production in large quantity and wide, process cumbersome, complex process, difficult to guarantee the quality of the parts, the use of value engineering technology research and technological transformation. The results show that the selected scheme based on the value engineering in the production makes the implementation of the universal joint become stable qualified product, in terms of the quality of the products, technology management and economic benefits have achieved good results.
VE; universal joint; innovation of process; scheme evaluation
2015-10-26
赵文波(1968-),男,副教授,学士,主要从事机械制造等方面研究.E-mail:zwb@sdjzu.edu.cn
1673-7644(2016)03-0270-06
TH186
A
猜你喜欢
设备管理与维修(2022年9期)2022-07-14
湖南税务高等专科学校学报(2021年4期)2021-08-30
中学生数理化·七年级数学人教版(2018年11期)2019-01-31
娃娃乐园·综合智能(2018年23期)2018-12-26
精密制造与自动化(2018年1期)2018-04-12
娃娃乐园·综合智能(2018年3期)2018-03-22
意林(2018年3期)2018-03-02
厦门理工学院学报(2016年1期)2016-12-01
湖南城市学院学报(自然科学版)(2016年2期)2016-12-01
中国照明(2016年6期)2016-06-15
