在锥面体上制作正方形花纹的工艺方法*
2016-09-23 03:34刘大海朱翠琴余浚文
现代冶金 2016年1期
刘大海, 朱翠琴, 余浚文
(常州宝菱重工机械有限公司,江苏 常州 213019)
在锥面体上制作正方形花纹的工艺方法*
刘大海, 朱翠琴, 余浚文
(常州宝菱重工机械有限公司,江苏 常州213019)
叙述了DIN82标准的正方形花纹的制作方法,解决了在锥面体上滚花的难题。
加工工艺; 锥面; 正方形; 车花 ; 滚花
1 概 述
金属表面滚花在机械加工中经常遇到。国标GB6403.3-86中主要有直纹、网纹两种类形。直纹常用于螺丝端头,网纹常用于量具调节螺母。
而在某些出口项目中,零件顶头需表面压花,要求按DIN82标准制作(如图1所示),需在锥面体上加工正方形花纹,这种正方形花纹的制作在国内很少见,没有相同标准。
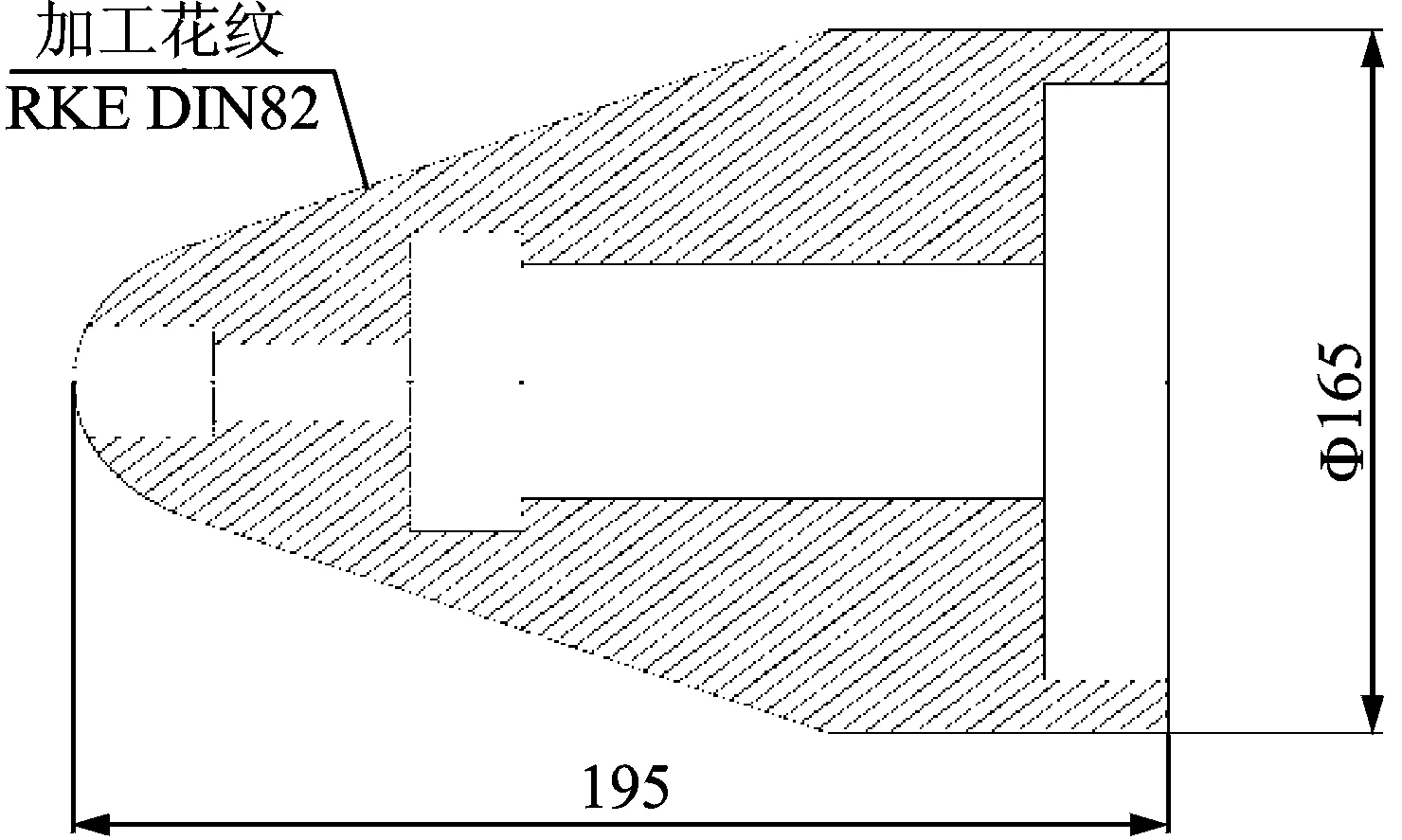
图1 椎面体加工花纹图示(单位:mm)
零件制作的具体工艺流程为:粗车→调质→精车→车滚花槽→滚花。
2 制作难点
(1) 常规花纹制作有直纹、网纹,通常在圆柱端面或圆柱体上压花,普通设备刀具可实现,而DIN82标准是正方形花纹(如图2所示),国内标准(如表1和图3所示)没有类似刀具。
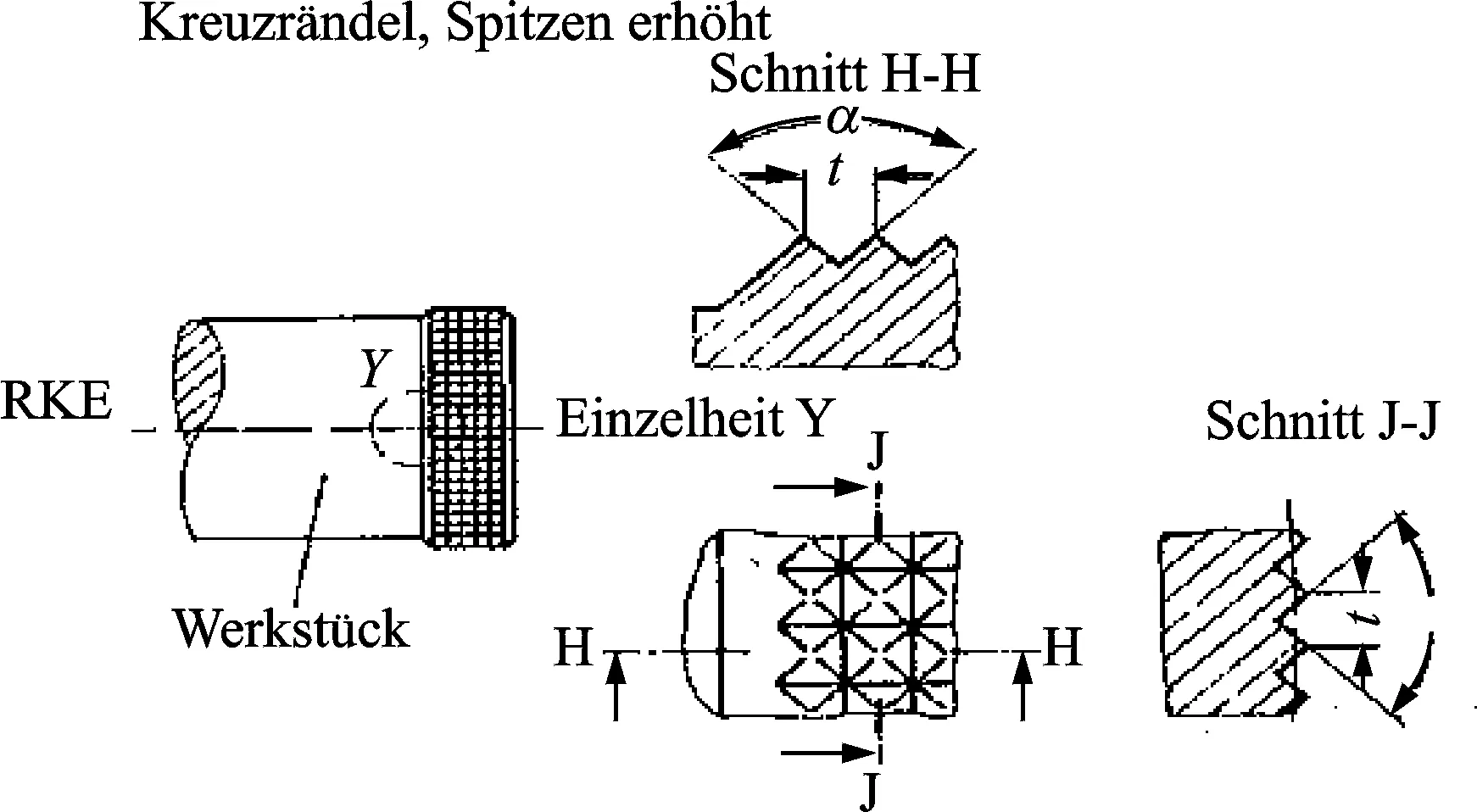
图2 正方形花纹
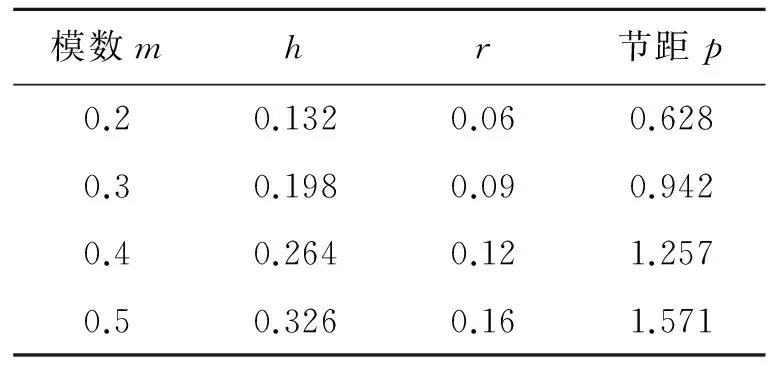
模数mhr节距p0.20.1320.060.6280.30.1980.090.9420.40.2640.121.2570.50.3260.161.571
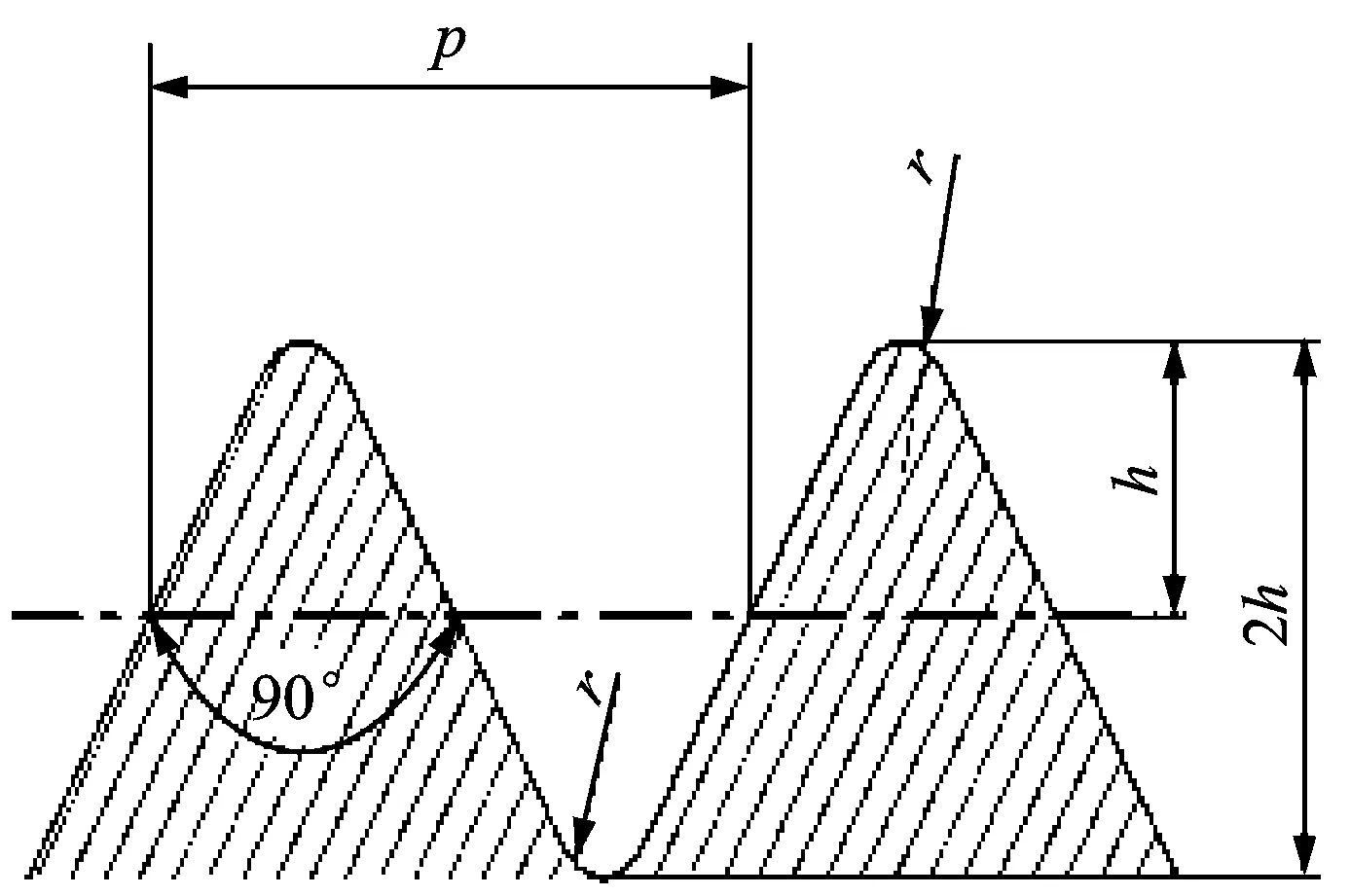
图3 国内标准花纹
(2) 进口刀具不仅价格高,且不易购买。经咨询国外刀具供应商,进口DIN82标准刀具只能在圆柱面上制作花纹或锥面小于45°的斜纹,如要在锥面体上制作DIN82标准正方形花纹,且锥度大于45°,刀具需另外设计试制,试制时间不能保证。
(3) 锥面体由于在圆周上外圆周长不断变化,同样节距也会不断变化(如图4(a)所示)。普通花纹制作主要是通过压花、车花两种方式实现。现零件要求需在锥面体上制作大小一致的DIN82正方形花纹,单用压花、车花两种常规方式都不能达到图面要求。
3 解决方法
(1) 对比标准,图样要求DIN82标准节距t=1.6,与GB6403.3-86中模数0.5/节距1.57相近,通过标准对比、画图分析,可用GB6403.3-86模数0.5/节距1.57直纹刀在锥面体上压出节距与DIN82标准基本相同,模数不断变化、节距不变的直纹(如图4(b)所示),试制时刀具优先选用国标直纹刀。
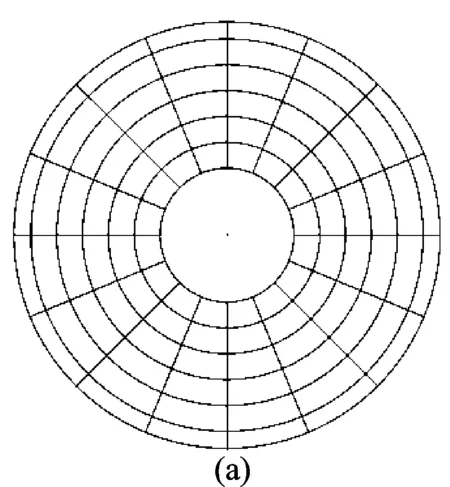
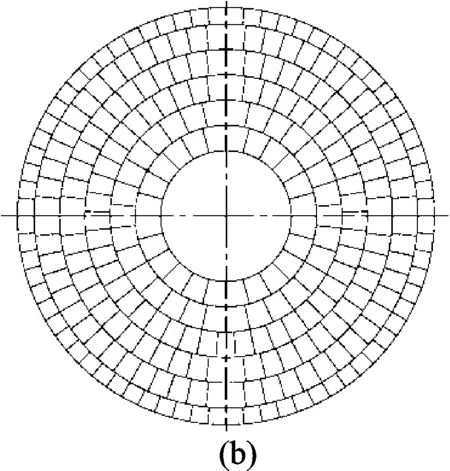
图4 直纹图
(2) 圆周上直纹采用车削的方式解决,由于节距1.6,车削工作量较大,选用数控车床,按锥度轨迹,直径方向间距按1.6车削(如图5和图6所示)。
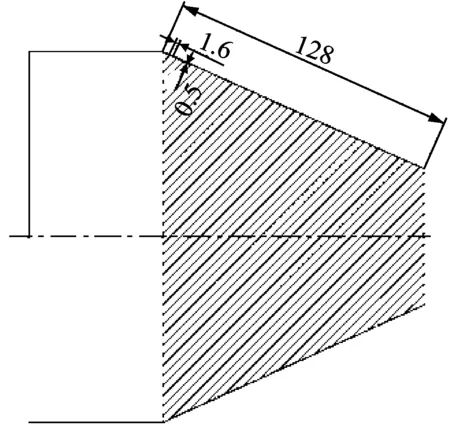
图5 数控车床切削图(单位:mm)
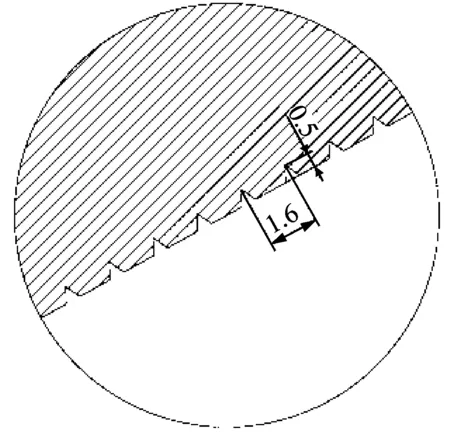
图6 数控车床切削放大图(单位:mm)
通过采用先车削、再滚压的加工方法可取得类似正方形的花纹。如图7和图8所示。
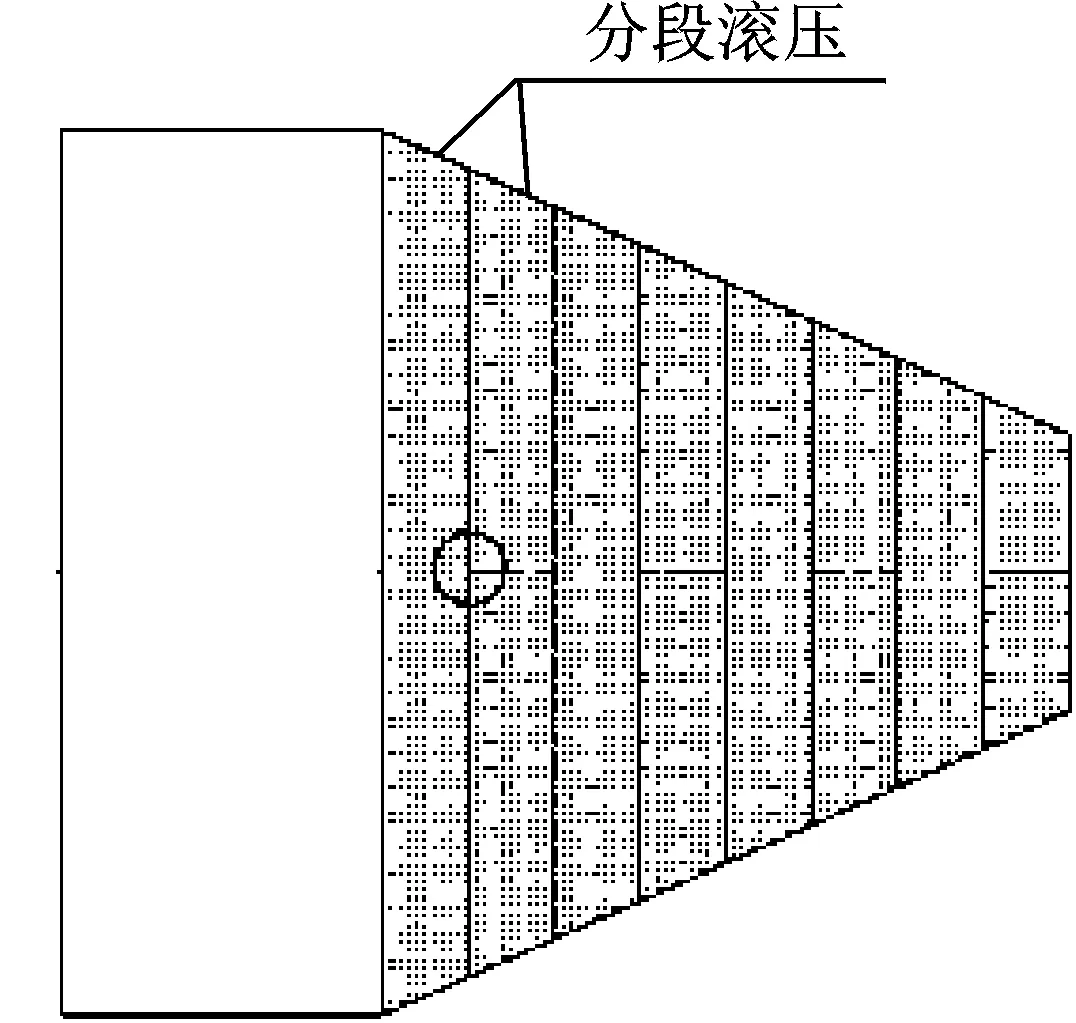
图7 类似正方形的花纹图
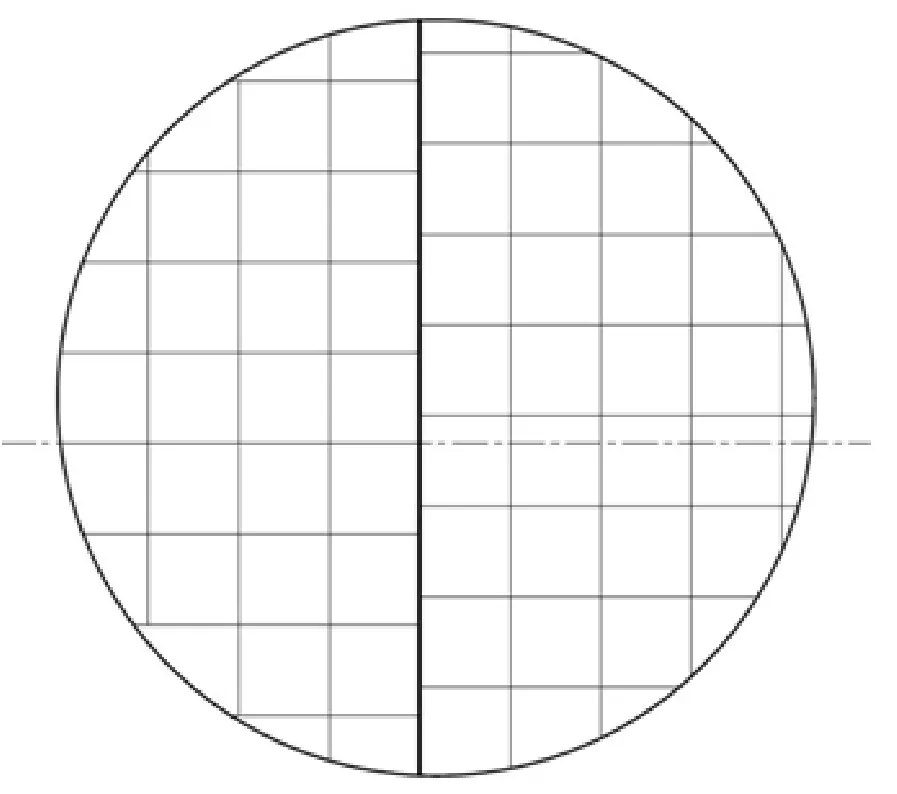
图8 类似正方形的花纹放大图
按以上方法先通过试制,再定制节距1.6,采用普通直纹刀实际制作零件,正方形花纹附合DIN82标准样要求。如图9和图10所示。

图9 正方形花纹产品

图10 正方形花纹产品放大图
4 结束语
选用车花+滚花(节距不变,模数变化)的组合工艺方式,可实现在锥面体上制作正方形花纹。按这种方法,只要定制普通直纹滚花刀,同时调整车削节距,可制作出各种规格的正方形花纹。
[1]成大先.机械设计手册[M].第四版.北京:化学工业出版社,2007.
[2]陈宏钧.机械加工工艺手册[M].北京:机械工业出版社.2003.
[3]吕亚臣.重型机械工艺手册[M].哈尔滨:哈尔滨出版社,1998.
2015-08-04
刘大海(1984—),男,助理工程师。电话:18912335815
TH161
猜你喜欢
发明与创新(2022年27期)2022-09-16
轮胎工业(2022年4期)2022-07-20
科教新报(2022年21期)2022-07-02
现代园艺(2021年15期)2021-12-11
轮胎工业(2021年1期)2021-07-19
哈尔滨工业大学学报(2020年1期)2020-12-21
中国设备工程(2020年3期)2020-03-27
汽车实用技术(2019年21期)2019-11-22
汽车实用技术(2019年7期)2019-04-18
现代园艺(2019年5期)2019-01-06