随机式凸轮机械手换刀研究与应用
2016-09-21 03:27黎明柱谢钦善
电动工具 2016年3期
谢 鹏,黎明柱,王 虎,谢钦善
( 1.上海交通大学机械与动力工程学院,上海 200300;2.中国中车戚墅堰机车有限公司,江苏常州 213011 )
随机式凸轮机械手换刀研究与应用
谢鹏1,黎明柱1,王虎2,谢钦善2
( 1.上海交通大学机械与动力工程学院,上海200300;2.中国中车戚墅堰机车有限公司,江苏常州213011 )
介绍数控设备机械手换刀宏程序的顺序控制与PMC辅助功能的实现方法。经验证调试,能够准确的调出所需刀具号,保证了换刀的准确性。利用换刀宏程序、PMC程序及加工程序,分析刀具交换故障并快速找出故障点,可缩短维修时间以保证设备的正常运行。
数控;机械手;PMC;故障诊断
0 引言
现代工业生产中,随着设备的智能化水平不断提升,自动化流水线作业应用机械手自动换刀日趋普及。机械手自动换刀能够模拟人手做出各种复杂的动作,按预定的程序、轨迹和要求,实现自动抓取、装载、复位动作,完成各种复杂工件的加工,缩短换刀时间,极大提高了零部件的生产效率。刀库容量大小和机械手的自动程度决定了如数控机床、数控加工中心等设备的多工序加工的能力。本文介绍数控设备换刀宏程序的顺序控制与PMC辅助功能的实现方法,在宏程序及PMC编程后,经过多次验证调试,能够准确的调出所需刀具号,保证了换刀的准确性。
1 原理及流程
1.1 随机式换刀原理
数控设备开机后,必须返回参考点,建立Z轴第一参考点及第二参考点是设备能够正常换刀的前提条件,避免了机械手与Z轴方向的干涉。调试换刀程序时,在MDI方式下输入“M06TXX”,通过参数NO6071设置为6,自动调用换刀宏程序O9001,开始进行刀具交换。执行T代码之后,F7.3刀具选通信号为1,进行T码选通判断,涉及到二进制及BCD码一致性判别时,利用DCNV命令将BCD格式转换为二进制编码。引入COIN判别指令,D0002代表待换刀的刀具号,D0000代表主轴上的刀具号,如果两者相等,表明刀就在主轴上,无需换刀,此时G54.1为1,即变量#1001EQ1时,跳出换刀宏程序。
1.2 换刀动作流程
数控机床自动换刀是顺序控制,图1为凸轮机械手顺序换刀流程。整个换刀过程可分为九个步骤依次相互关联的动作,结合刀具夹紧、松开、刀套位置、数刀开关及机械手到位信号来完成机械手刀具交换的一个完整动作。

图1 机械手换刀流程
需要使用二进制变址数据传送指令XMOVB进行刀具号数据表置换以交换刀号,否则易产生乱刀现象。换刀完成的终止动作是靠COIN判别语句指令,通过判断D0002和D0000内的数据是否相等,来决定是否继续旋转并寻找目标刀具,步距存放在地址数据块中,当计算步距为0时,表明已找到所要更换刀具。
2 设计方案
2.1 换刀宏程序
宏程序即换刀子程序,用于读写CNC内部#1000以上的数据,来表示各种数据的变化,如刀具当前位置和补偿值。宏程序分别通过G54.0,G54.1,G54.2来表示主轴刀号,准备换刀号及T刀,对应的变量为#1000、#1001及#1002,程序运行过程中通过宏程序的变量变化来触发PMC的动作变化输出。在执行换刀指令时,宏程序集合PMC程序进行处理,首先在刀具表中找到所选刀具对应的刀套号,刀库捷径旋转到对应的刀套位停止。执行M06代码,实现刀具交换,所选刀具由水平状态倒至垂直状态,完成倒刀动作,执行M06代码后,机床会自动调用换刀子程序O9001,之后Z轴自动返换刀点,M19主轴定位,机械手自动交换,包括:机械手扣刀,主轴松刀,机械手旋转180度,刀具夹紧,机械手复原。当前刀套内的刀具由垂直状态返回至水平状态,完成回刀动作,交换主轴上的刀号与当前刀套中的刀号,子程序返回,换刀结束。
2.2 换刀宏程序及换刀程序编制
换刀宏程序:
O9001; 调用子程序名称
N10#1003=0; #1003变量为0对应的F54.3为0,主轴无刀,等待换刀
N20 IF [#1002EQ1] GOTO 230;#1002对应PMC输出地址G54.2,T代表主轴换刀结束
N30 G21 G91 G30 P2 Z0; Z轴返回第二换刀参考点,等待换刀状态
N40 M19;主轴定向
N50#1100=1; 对 应PMC输 出 地 址F54.0,刀具套翻下等待
N60 IF [#1000EQ1] GOTO 80; #1000对应G54.0,T代码检索完成,等待换刀
N70 GOTO 40;
N80 M83; 刀具套翻下90°控制/倒刀
N90 M85;机械手电动机第一次启动进行扣刀
N100 M81;主轴松开刀具并内控吹气
N110 M86;机械手第二次启动进行拔刀、旋转、插刀动作
N120 M82;主轴夹紧刀具
N130 M87;换刀机械手第三次启动,返回原位置
N140 #1102=1; #1102对应PMC的输入地址F54.2,换刀完成,刀具套等待上翻
N150 M84; 刀具套翻上90°控制
N160#1101=1; #1101对应PLC输入地址F54.1,即换刀结束,数据表等待更新
N170 IF [#1001EQ1] GOTO 200;#1001=1对应G54.1,刀库及主轴刀具数据更新结束
N180 GOTO 150;
N190 #1100=0; CNC向PMC发送信号F54.0=0
N200 #1101=0; CNC向PMC发送信号F54.1=0
N210 #1102=0; CNC向PMC发送信号F54.2=0
N220 #1103=1; CNC向PMC发送信号F54.3=1
N230 M99; 换刀子程序结束
自动换刀编程举例:
TXX;(预先选择下道工序所需刀具)
G00 X-100 Y-100;(程序自动加工)
M05;
M06;(自动换刀)
TXX;(预先选择下道工序所需刀具)
G00 X-100 Y-100;(程序自动加工)
由于数控系统提供的可选宏程序功能,较大提高了程序运行的速度,结合宏程序进行PMC编制,减少了编程的内容,充分发挥了PMC进行时序处理的优越性。宏程序控制整个换刀流程和动作,PMC程序控制机床的机械动作,进而辅助机床换刀,两者紧密相连,缺一不可。
执行加工程序时,预先选择下一道工序所需刀具,在选刀的同时设备进行所选择工序的自动加工,即自动选择T刀和自动加工同时执行。工序执行完毕后,执行M06换刀指令,实现刀具的交换。为节约换刀辅助时间,应在下道工序执行之前先进行刀具预选。
3 机械手、刀盘电气控制部分
3.1 控制电路设计
利用PMC程序,通过中间继电器控制KM1、KM2和KM3,实现机械手电动机正转、刀盘正转和反转。宏程序实现换刀流程控制,PMC程序根据宏程序指令,实现具体的动作。
3.2 信号的地址分配
I/O输入信号地址分配见图2。X2.0、X2.1分别为主轴紧刀和松刀到位信号,X9.6、X9.7分别为刀具套翻下90°和翻上90°到位信号,X4.5为刀库计数开关,X4.4、X8.2和X8.3分别为凸轮机械手原位,中间点和停止点接近开关检测信号,X2.2为主轴手动方式主轴松刀输入信号,X7.4、X7.5分别为机床刀库侧手动运行刀库正转或反转的按钮输入信号。这些输入信号利用I/O模块CB104,CB105,CB107接口总线,实现输入信号的采集,结合PMC程序控制换刀过程。

图2 换刀动作输入信号
3.3 动作输出控制
在PMC程序中,刀库电动机正转输出信号为Y3.6,反转输出信号为Y3.7,机械手电动机动作信号为Y5.4。刀具套翻下90°输出控制信号为Y5.0,主轴刀具夹紧输出控制信号Y6.3,主轴松刀后吹气电磁阀控制信号为Y6.4。这些经过PMC程序处理后的信号,保证了每步换刀动作的安全,能够在程序运行后,准确的调出正确的刀号。图3为换刀动作输出电气设计。
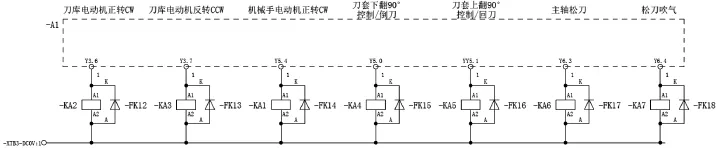
图3 换刀动作输出信号
4 结语
数控设备的刀具数据存储在PMC参数的断电保护寄存器中,每次关机后,仍能记忆当前刀库中各个刀套中的刀号,一般设备当前刀套号的数据记录在计数器中,在日常使用中由于偶然因素造成了机床故障,导致计数器数据与实际刀套号不一致,可以先修改数据使之一致,之后再执行换刀动作,从而可以避免出现撞刀故障。利用换刀宏程序、PMC程序及加工程序,来分析刀具交换故障,更易快速找出故障点,节省维修时间,保证设备的正常运行。
[1]刘胜勇.数控机床FANUC系统模块化维修[M].北京:机械工业出版社,2013.
[2]刘永久.数控机床故障诊断与维修[M].北京:机械工业出版社,2005.
Research and application of random cam manipulator
Xie Peng1, Li Ming Zhu1, Wang Hu2, Xie Qin Shan2
(1. School of mechanical and power engineering, Shanghai Jiao Tong University 200300, China 2. Zhongche Qishuyan Locomotive Co. Ltd. Changzhou City Jiang Su China 213011, China)
This paper introduces the sequence control of the manipulator macro program of CNC equipment and the realization method of the PMC auxiliary function. After verification and debugging, it can accurately select the required tool number, ensuring the accuracy of the tool changing. It is easier to find out the tool exchange fault quickly by using the tool changing macro program, PMC program and processing program, which saves the maintenance time and ensures the normal operation of the equipment.
CNC; ATC; PMC; Fault diagnosis
TP273
A
1674-2796(2016)03-0005-03
2016-03-12
谢鹏(1984—),男,大学本科,工程师,主要从事数控及自动化设备检修工作。
猜你喜欢
智能制造(2021年4期)2021-11-04
湖北农机化(2020年19期)2020-12-14
制造技术与机床(2019年10期)2019-10-26
制造技术与机床(2019年8期)2019-09-03
制造技术与机床(2018年11期)2018-11-23
河北农机(2017年12期)2018-01-20
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年4期)2017-06-22
通信电源技术(2016年1期)2016-04-16
制造技术与机床(2014年4期)2014-04-27