
PVG整芯输送带接头热硫化技术的应用
2016-09-18 07:41汪进雅
采矿与岩层控制工程学报 2016年4期
汪进雅
(天地科技股份有限公司开采设计事业部,北京100013)
PVG整芯输送带接头热硫化技术的应用
汪进雅
(天地科技股份有限公司开采设计事业部,北京100013)
根据PVG整芯输送带接头热硫化技术在实际工程中的应用情况,总结了热硫化接头的操作程序、技术要点及注意事项,并同机械接头的优缺点进行对比分析,结果表明整芯输送带热硫化接头在运行寿命、施工成本、使用效果等方面均优于机械接头,在工程应用中有较高的推广价值。
PVC整芯输送带;接头;热硫化;强度;寿命
1 概 述
PVG输送带因其价格低廉、坚固耐用等特点,广泛使用在矿山企业的带式输送机上。因运输条件限制等原因,单卷输送带的长度有限,故输送带接头是使用单位必须面对的问题。通常情况下PVG整芯输送带接头均采用价格低廉、操作简便、施工快捷的机械接头形式。机械接头强度低(其接头强度仅相当于其额定带强的55% ~70%),对滚筒、托辊磨损严重,输送带中心不易找正,容易造成跑偏;寿命短(一般一副新做好的接头2个月左右开始有破损即需维修,4个月到半年时间相当于更换一遍),而且由于机械接头的存在,致使在输送机上不便安装清扫器,输送机回程段环境卫生差,生产条件恶劣。热硫化接头机械强度高(其接头强度达到额定带强的90%以上);接头均匀且不外露织物芯,使用寿命长,接头绕过驱动滚筒时传递驱动力均匀;运行过程中不易漏料,清扫方便,对运输含水率高、黏性大的物料或在相当长的一段时间内不拆卸移动的输送机上优点明显。
2 热硫化接头的施工程序
整芯输送带的热硫化接头一般采用指形或锯齿形搭接等形式,类似于钢绳芯输送带的接头,其技术难度较机械接头及冷粘接头大,施工人员需要经专业培训方可掌握技术要领。具体操作步骤如下:
(1)接头长度的确定 PVG整芯输送带的热硫化接头长度根据其带强确定,这点与钢绳芯输送带的接头类似。通常情况下可从表1中选取;也可采用接头长度等于其带宽的简易算法初步确定,再根据其带强的大小和具体使用工况等条件适当增加或减小,即带强高、运量大、输送机倾角大时适当增大接头长度,反之可适当减小(此时亦应同时减小接头齿形宽度,以保证足够的接头强度)。例如霍尔辛赫煤业有限公司使用的转载带式输送机,采用PVG整芯输送带,带宽B=800mm,带强S=800N/mm,运量Q=120t/h,水平运输,其热硫化接头长度为L=500mm,实际使用效果良好。

表1 PVG整芯输送带热硫化接头长度选用
(2)端头找正裁切 输送带端头的直线度和垂直度一般不满足要求或有损坏现象,端头找正裁切就是要将端头损坏部分裁掉、重新找正并画出中心基准线,给后续接头的找正提供原始基准。如图1所示,在输送带靠近端部的一条边上取一点O,以O为圆心适当长度(现场视实际情况而定,太短容易导致裁切后断面不垂直,太长浪费输送带)为半径画圆与该边交于点O1,O2,分别以O1,O2为圆心,小于胶带宽度为半径(半径越大越精确)画圆弧并相交于点O3,连接O,O3并延长与输送带的另一边交于A点,则线OA即为输送带端头的裁切线,裁切时应保证把所有的损坏点全部去除。
分别以A,O为基准点沿输送带边量取确定好的接头长度,与输送带边交点分别为B,C,连接BC;图ABCO即为接头区,为保证图ABCO为矩形,可采用对角线AC,BO相等的方式对其进行校核。以同样的方式作出线DE为后续接头找正工作提供基准,BD,CE长度约50mm。

图1 输送带的端头找正、裁切及中心基准画线示意
再分别以B,C为圆心,大于1/2带宽为半径做圆弧并相交于点O4,O5,连接点O4,O5,则线O4O5即为输送带的中心线,该中心线与线DE互相校核,以保证输送带接头的直线度。
(3)打磨去除覆盖胶 输送带端头找正裁切完毕后,对接头部分的覆盖胶用电动角磨机配钢丝轮进行剥离去除。在去除输送带覆盖胶过程中要特别注意输送带织物芯的厚度,如果织物芯厚度大于等于10mm时,可将上下覆盖胶全部去除直至露出织物芯。如果织物芯厚度不足10mm时应保留部分覆盖胶,使接头部分有足够的厚度,以免降低接头强度。例如霍尔辛赫煤业有限公司转载带式输送机使用的PVG整芯输送带,含上下覆盖胶总厚度仅有10mm,在现场实际操作中仅对接头部分进行了打毛处理,并没有对覆盖胶进行剥除。
(4)热硫化接头剥头 整芯输送带的热硫化接头一般有指形和锯齿形两种制作形式,分别如图2和图3所示。其中,锯齿形接头强度靠橡胶与织物芯之间的粘接力来实现;指形接头除上述力外,指形接头间还存在较大的范德华力,故在相同的接头长度下,指形接头的强度更大,而且指形接头较锯齿形接头更方便裁切。
PVG整芯输送带带芯骨架坚硬厚实不宜切割,裁切前可将裁切部位在硫化板上加热使其柔软以便于裁切,裁切好的接头应清洗干净。另外,裁切时要特别注意输送带运行方向与接头的关系。
齿形接头的齿根宽度一般均取30~50mm,指形的宽度一般均取20~30mm;带强高(带强>1000N/mm)、运量大、输送机倾角大时取小值,反之取大值。个别情况亦可将宽度取小值以提高接头强度。例如霍尔辛赫煤业有限公司所用输送带虽然带强、运量、倾角均不大,但接头长度仅有500mm,故将其指形宽度取为20mm。
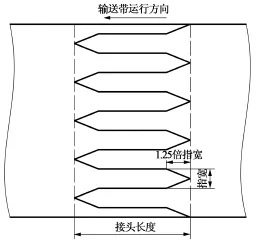
图2 整芯输送带的指形接头示意
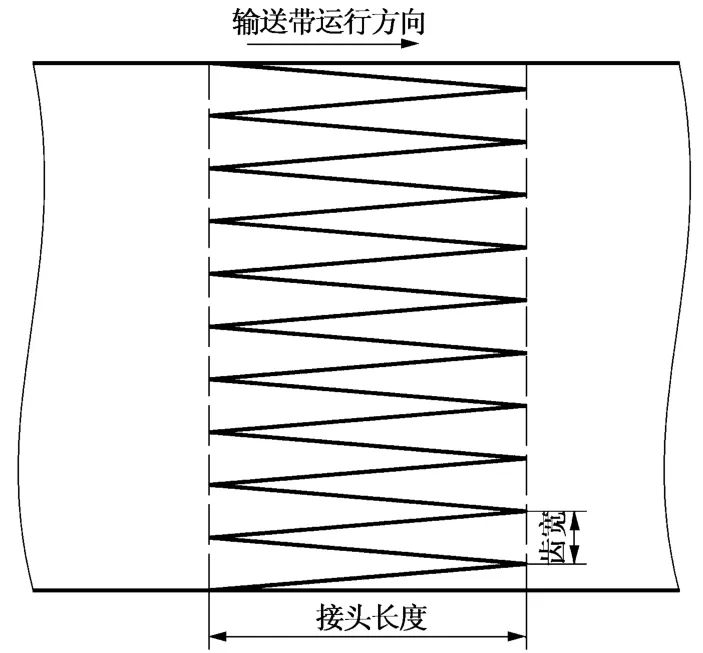
图3 整芯输送带的锯齿形接头示意
(5)接头找正及热硫化 输送带两端头制作完毕后,即可进行接头的找正及热硫化工序。接头找正很关键,接头不正容易造成输送带跑偏、磨损,严重的还可导致输送带撕裂。
通过保证两头已画好的两段中心在同一直线上以及DE′=D′E的互相印证,来保证接头的直线度,如图4。找正完毕后用 “C”型卡将胶带接头固定在硫化机架上(注意 “C”型卡的位置应让开硫化接头位置)。

图4 输送带接头找正示意
掀起接头,依次在硫化机架上铺设水压袋、隔热板、加热板、脱模纸及下盖胶,分别在下盖胶及接头上涂刷PVC糊,然后将接头整齐铺设在下盖胶上,再用PVC糊涂刷接头处,保证PVC糊充分浸透至接头齿缝间;随后依次铺设上盖胶、脱模纸,装好硫化机准备加热硫化。
加热硫化时注意温度及压力比硫化其他输送带的要低,特别是胶带较薄、留有上下盖胶时,以免过硫化导致接头强度降低。硫化温度应保持在120℃,压力1.4MPa。保持30min后切断电源,冷却至70℃以下时拆除硫化机,检查接头外观是否有起泡、缺胶、中心线偏差等异常情况,检查无误后开车试运转。
3 结束语
霍尔辛赫煤业有限公司转载带式输送机使用的PVG整芯输送带3个接头均按上述方式进行了热硫化处理,实际使用效果良好。硫化接头的费用约是机械接头的5倍左右,但使用寿命也是机械接头的5倍以上,中间省去了维修环节,节约了人力物力,经济效果明显。该接头方式在实际应用中还不是很普遍,但其优点突出,随着现代化管理要求的不断提高以及人们对其认知的不断加深,将来PVG整芯输送带的热硫化接头方式将会广泛应用于工程实践。
[1]汪进雅.深槽大倾角带式输送机应用条件浅析[J].煤矿开采,2010,15(6):71-72.
[2]侯 辉,陈家川.PVC/PVG整芯胶带热硫化技术工艺分析[J].江苏经贸职业技术学院学报,2015(4):73-75.
[3]张兆全,韩 岿,张化乾.整芯阻燃输送胶带连接头技术的比较与分析[J].矿山机械,2007,34(1):141-142.
[4]MT 914-2008,煤矿用织物整芯阻燃输送带[S].北京:煤炭工业出版社,2009.
[5]MT/T318-1992,煤矿用阻燃输送带接头检验规范[S].北京:煤炭工业出版社,1992.
[6]MT/T318.1-1997,煤矿用输送带机械接头技术条件[S].北京:煤炭工业出版社,1998.
[7]李咏梅,范全书,任英广.矿用整芯输送带接头技术的发展[J].煤矿机电,1995(6):4-5.
[8]MT/T 319-2006,煤矿输送带机械接头用带扣[S].北京:煤炭工业出版社,2006.
[9]MT/T 317-2002,煤矿用输送带整体带芯[S].北京:煤炭工业出版社,2002.
[10]董宪红.普通输送带接头的冷粘接方法[J].煤矿机电,2001(4):34-37.
[责任编辑:周景林]
Application of Heat Vulcanization Glued Technology in PVC Solid-core Belt Joint
TD528.1
B
1006-6225(2016)04-0053-03
2015-12-01
[DOI]10.13532/j.cnki.cn11-3677/td.2016.04.014
汪进雅(1981-),男,河北唐山人,高级工程师,工程硕士,主要从事煤矿机械设计及选煤厂运营管理工作。
[引用格式]汪进雅.PVG整芯输送带接头热硫化技术的应用[J].煤矿开采,2016,21(4):53-55.
猜你喜欢
设备管理与维修(2021年21期)2021-12-29
山东煤炭科技(2021年9期)2021-10-14
武汉交通职业学院学报(2021年3期)2021-09-23
工程建设与设计(2020年20期)2020-11-08
中国特种设备安全(2019年3期)2019-04-22
山东工业技术(2016年15期)2016-12-01
环境科技(2015年5期)2015-11-08
橡胶工业(2015年10期)2015-08-01
橡胶工业(2015年6期)2015-07-29
电视技术(2014年7期)2014-03-11
