基于微射流抛光系统的温度精密控制系统的设计
2016-09-16 02:55张远志车英朱万彬鲁秀娥
长春理工大学学报(自然科学版) 2016年3期
张远志,车英,朱万彬,鲁秀娥
(1.长春理工大学 光电工程学院,长春 130022;2.中国科学院长春光学精密机械与物理研究所 应用光学国家重点实验室,长春 130033;3.长春相干光学机电技术有限公司,长春 130022)
基于微射流抛光系统的温度精密控制系统的设计
张远志1,车英1,朱万彬2,鲁秀娥3
(1.长春理工大学光电工程学院,长春130022;2.中国科学院长春光学精密机械与物理研究所应用光学国家重点实验室,长春130033;3.长春相干光学机电技术有限公司,长春130022)
提出了一种超调制冷热补偿技术,解决了由于大功率制冷源导致的控制系统惯性大,系统稳态时间长的难题。该方法克服了传统PID算法参数调整复杂,超调量大的缺点,将传统大惯量时滞温控系统的开机预热稳定平衡时间大范围缩短。运用该技术进行抛光液恒温供给系统的设计,最终实现了液体的温度超高精度的控制。实验结果表明,当系统设定值与环境温度温差值在10℃以内时,采用超调制冷热补偿方法,开机预热时间控制在10min以内,同时系统能够获得优于0.01℃的稳态精度和良好的动态特性,能够满足工业控制领域恒温系统的温度精密控制要求。
超调制冷;热补偿;精密控制
随着光电技术的不断发展,对关键部件表面粗糙度的要求越来越苛刻。尤其是在短波光学应用领域,对光学元件表面粗糙度甚为严格。
不同能量组合方式作用于抛光部件,结合先进的控制方法,对传统抛光方法的提升有了较高的突破,出现了诸多新的方法。其中非接触超光滑液体抛光技术应用了流体力学原理,实现了光学元件的超光滑加工。由于微射流抛光磨料粒子以恒温、恒压、恒流作用于工件表面时,不会对材料产生塑性形变,而只是破坏微观粒子间的相互作用力,可获纳米级粗糙度值超光滑表面[1-6]。
本文在多轴加工数控机床的基础上构建了非接触超光滑磨粒恒温控制系统。通过对抛光液恒温、恒压、恒流综合控制作用,从而满足抛光液对五轴加工中心磨头的供给,实现了脆硬材料的柔缓性加工,获得光滑纳米级表面。大量实验对各工艺参数进行研究,诸如对影响抛光液流动压力的规律,探索出流体压力大小、温度高低、流速快慢对加工效果的影响[7-10]。利用该系统实现了对抛光液各参数的控制,提高了加工质量和加工效率,为实现自动化加工提供实验依据。
如今温控系统中广泛采用的是PLC控制系统,研究发现,PLC控制系统中温度的控制主要是采用PLC自身的控制器,其中PID控制器居多,它是一种控制线性系统的控制器,必须不断地调整PID各参数,才能保持系统的控制性能。在大惯量时滞温控系统中,其工艺控制过程复杂多变,系统惯性较大,延时作用较强,具有较多不确定性。因此先进的控制理论方法对系统稳定性具有较大作用。本文提出一种超调制冷热补偿方法,利用系统自身压缩机进行超调制冷,然后利用PWM方法控制温度加热系统对温度进行连续可调补偿,从而达到精密调节系统温度的目的。
1 微射流温控系统设计方法及原理
1.1传统温控方法的实现
传统温控方法多数采用PID控制,利用精密温度传感模块采集被测物体的温度信号,运用PID控制器并根据被测值与设定值的偏差进行比例、积分、微分运算,将反馈控制信号传送给中央处理单元,对个参数进行调整,促使系统达到设定值,从而实现温度的控制。比例运算反映偏差与控制量的关系,参数设定值越大,系统灵敏度越低,比例设定值越小,系统灵敏度越高。积分运算就是为消除系统自生偏差。积分时间越短,积分作用越强。比例运算和积分运算响应较慢。微分运算目的是为弥补以上作用缺点。微分作用针对偏差速度对输出量进行修正,使系统达到平衡值,微分作用时间是微分作用强度度量,作用时间越长,修正越强。

比例控制是PID控制中最基本的控制,起主导作用。系统一出现误差,比例控制立即产生作用以减少偏差。比例系数P越大控制作用越强,但也容易引起系统不稳定。比例控制可减少误差,但无法消除偏差,控制结果会产生余差。积分作用与系统积分时间有关。积分作用后,波动作用变大,系统动态响应变慢,系统最终消除余差,提高了控制精度。微分输出对比例控制起到补偿作用,抑制了超调,减少了波动,使调节时间变短,促使系统保持稳定。
PID控制器各部分参数的选择,在系统现场调试中最后确定。数学分析表明,系统稳态时间与控制系统的惯量大小有关,系统惯量大,系统的稳态时间就越长,相反系统惯量小,系统的稳态时间就越短,而且对大惯量控制系统,采用传统PID控制方法,其系统波动周期较大,稳态特性较差。
1.2系统温度控制方法
在恒温控制系统中,为了降低稳态时间,往往加热系统与制冷系统的供给源不能太小,对于热源系统,可以改变功率实现非恒量功率,而制冷系统的制冷功率较难实现连续控制。这样由于系统惯量较大相应延时性也大,不仅导致系统稳态时间过长,而且温度波动性很大,从而很难实现超高精度的温度控制。如何精确控制系统的温度,这一问题便成为本文研究的主要内容。
恒温控制系统之所以出现温度波动,主要有如下几方面原因。其一是因为温控系统的制冷速率过大导致系统惯量较大,出现超调、延时现象。其二是因为温控系统的加热源不能对系统进行连续热量补偿,导致系统出现超调现象。针对以上原因本文提出了一种超调制冷热补偿的方法。
设计方法是预先给系统一个微小的制热源,由初始状态进入工作状态后,控制系统进行初步温度调整,当达到基本平衡后,制冷系统给出超调量,与此同时启动PWM控制的加热系统对系统进行连续可调,从而达到温度精密调节。此过程当中,压缩机制冷量不能连续可调,但通过加热量的连续可调实现温度精密控制。
为了对微型加热管的加热功率进行连续控制,系统采用了PWM技术,直接改变PWM方波占空比即电加热管通断占空比,从而可实现对温度的高精度闭环连续控制。
基于PWM控制算法的电加热系统有效地解决了惯性滞后类现象易引起系统产生超调或是震荡,从而使系统稳定性降低的问题。整个系统结构简单,控制精度高、超调小、可靠性高而且PWM周期可调。实际应用过程中可根据具体控制对象测定惯性常数、滞后时间。在调试过程中,根据响应特性作相应调整,即可达到比较理想的结果。系统原理图如图1所示。

图1 系统原理图
针对传统大惯量PID时滞温控系统存在的缺陷,上述方法使系统滞后时间大大缩短,提高了系统的灵活性和稳态精度。
2 微射流温控系统总体设计方法
系统采用浴锅的设计如图2所示。抛光液处于内胆中,内胆外壁通过盛有中间夹层水的容器浴热,中间夹层水浸入加热管与蒸发管,实现系统的热源及制冷源的供给。其硬件结构组成主要由PLC作为控制核心,温度变量经温度传感器采集后,经A/ D转换模块后在PLC中处理,PLC将它与温度设定值比较,并按照系统设计算法对误差进行处理,驱动执行机构,实现系统闭环控制。
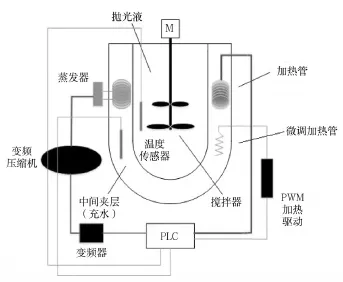
图2 系统总体设计图
系统硬件选择:PLC的选择主要应从PLC机型、电源模块、IO模块、容量、特殊功能模块、通信联网功能等诸多方面进行考虑。实验采用深圳市顾美科技有限公司的触摸屏式PLC一体机,其型号为EX2N-16MR-70-2DA-S。
高精密温度传感器。选择高精密pt100铂电阻,在中低温中区铂电阻是最常用的温度检测器,其主要特点是测量精度高、性能稳定。
温度采集系统采用12路PT100温度采集器。由于系统需要采集多路温度信息,PLC模拟量IO端口有限,所以采用温度采集器。温度传感器采集信号后,经RS232通讯口与PLC系统连接。将温度传感器的输出信号进行采集并处理,通过RS232通讯端口与PLC主机通讯。这样不仅解决端口问题,而且减轻了CPU负担。
发热管及PWM加热驱动。发热管材质采用特种金属材质的电热管内芯,外套铁氟龙管(PTFE)制做,因PTFE管耐强腐蚀性及不粘性,所以广泛用于液体抛光等各种高要求化学药液的加热。加热驱动器的选择对系统的控制效果可靠性及使用寿命有着较大的影响。目前,广泛应用的有接触器、可控硅、绝缘栅型晶体管、固态继电器等。PLC可编程控制器自生携带PWM脉冲发生模块,通过改变脉冲方波占空比来控制加热管功率放大模块,从而实现驱动控制器件连续控制热量输出。
制冷装置。制冷装置由PLC控制变频控制器,再由变频器控制变频压缩机制冷。压缩机的转速的快慢决定制冷量的大小,所以通过控制变频器的频率改变制冷量大小。当系统所需较小制冷量时,压缩机低速运转,减少压缩机由于频繁启动造成的能量损耗。同时减少了系统停机造成系统高低压失衡,开机又必须重新建立平衡造成的能量损耗。变频器采用低频低压启动方式,控制系统启动电流,减轻了对电网的冲击,尤其是在用电高峰期,经常由于电网负荷大而使系统不能正常工作。系统框图如图3所示。

图3 系统框图
3 系统性能测试与实验数据分析
实验热源供给系统分为三部分:制冷系统,粗调加热系统,精调加热装置。在对抛光液供给系统进行精密调节控制以前,分别对上述各温控部分进行数据采集,实验过程中抛光液体积为30L,搅拌电机转速为80r/min,实验过程中没有外部突变扰动,得到的实测量数据如图4所示。
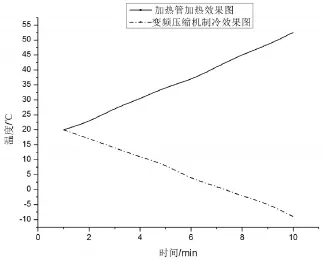
图4 变频压缩机制冷和粗调加热系统加热效果图
图4是变频压缩机制冷和粗调加热系统加热效果图。变频压缩机制冷的工作方式是通过改变压缩机的转速来改变冰箱的制冷量,所以当变频压缩机以固定频率工作时,制冷去曲线图近似为直线。粗调加热系统采用电热管作为系统的加热器件,当加热器一固定功率工作时,加热量一定,所以加热曲线图也近似为直线。
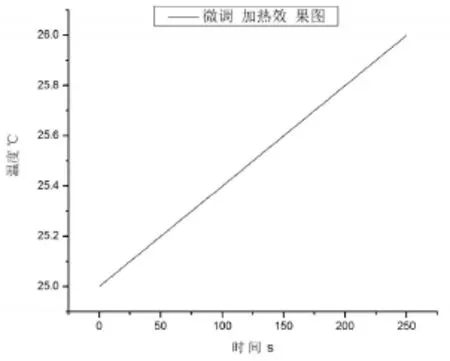
图5 精调加热装置对30L抛光液进行连续加热的加热效果图
图5是精调加热装置对30L抛光液进行连续加热的加热效果图。本控制方法采用PWM控制模块为驱动控制器件,能发出连续方波对系统进行连续加热,同时可以通过改变PWM方波的占空比来改变制热功率。从图中可以看出微调加热装置制热功率非常小,可以看出所以其可以作为整个系统的精密调节装置。
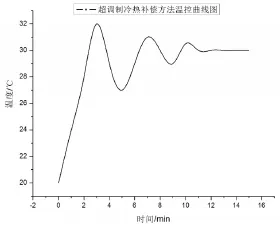
图6 超调制冷热补偿方法温控曲线图
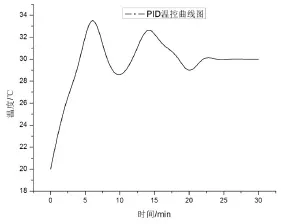
图7PID温控曲线图
图6是整个系统的温控曲线图,图7是PID温控曲线,比较发现,在系统稳定时间和波动性能方面有了较大的提升,初始状态时系统采用粗调加热系统对系统进行连续加热当达到26℃时关闭加热装置,但是由于系统惯量大,温度继续走高,启动制冷装置,变频压缩机开始工作,温度开始慢慢下降,当达到26℃时,PLC改变变频压缩机工作频率,压缩机的转速降低,制冷量控制在一个恒定值,即本文所述的超调制冷,然后启动微调加热系统对系统进行连续可调加热,经过几次温度波动后温度保持在恒定值,从而使系统达到恒温精确控制。
4 结论
针对抛光液供给系统的温度精密调节控制系统的特点,本文以文本一体逻辑可编程控制器作为控制核心,具有编程灵活、操作方便、运行可靠等优点。采用超调制冷热补偿方法对系统进行温度精密调节,克服了系统惯量大致使系统延时较长,温度波动较大的缺点,实现了温度精密调节,取得了良好闭环控制效果。温度控制范围为15~35℃,精度达到±0.01℃。
[1]马占龙,刘健,王君林,等.射流抛光材料去除机理及影响因素分析[J].应用光学,2011,32(6):1206-1211.
[2]刘健,马占龙,王君林.光学元件亚表面损伤检测技术研究现状[J].激光与光电子学进展,2011,47(8):15-21.
[3]袁巨龙,王志伟,文东辉,等.超精密加工现状综述[J].机械工程学报,2007,43(1):35-48.
[4]费祥麟.高等流体力学[M].西安:西安交通大学出版社,1989.
[5]方慧,郭培基,余景池.液体喷射抛光材料去除机理的研究[J].光学技术,2004,30(2):248-250。
[6]章本照.流体力学数值方法[M].北京:机械工业出版社,2003.
[7]Shorey Aric B,Jacobs Kordonski.Experiments and observations regarding the mechanisms of glass removalinmagnetorheologicalfinishing[J].Applied Optics,2001,40(1):20-33.
[8]武建芬,卢振武,张红鑫,等.光学元件离子束加工驻留时间优化求解[J].光学学报,2010,30(1):192-197.
[9]袁巨龙,张飞虎,戴一帆,等.超精密加工领域科学技术发展研究[J].机械工程学报,2010,46(15):161-177.
[10]戴一帆,周林,谢旭辉,等.应用离子束进行光学镜面确定性修形的实现[J].光学学报,2008,28(6):1131-1135.
The Design of Precise Temperature Control System Based on Micro Jet Polishing
ZHANG Yuanzhi1,CHE Ying1,ZHU Wanbin2,LU Xiue3
(1.School of Optoelectronic Engineering,Changchun University of Science and Technology,Changchun 130022;2.State Key Laboratory of Applied Optics,Changchun Institute of Optics,Fine Mechanics and Physics,Chinese Academy of Sciences,Changchun 130033;3.Changchun Coherent Optics,Mechanical and Electrical Technology Co.,LTD,Changchun 130022)
This paper proposes a technology which can adjust the heat and thermal co-mpensation and solve the problem that large refrigeration source of inertia due to big difficult.This method overcomes the disadvantage of traditional adjustment of PID which have complex algorithm parameter and large amount of overshoot of faults.Shortened a wide range of stable equilibrium time large time.Using this technique,the design of the polishing liquid temperature supply system finally achieved the liquid of high precision temperature control.Experimental results show that when the system Settings and temperature difference value within 10℃,environment temperature cold heat compensation methods is made of super modulation control within 10mim warm-up time,at the same time the system can achieve 0.01℃ high steady state accuracy and good dynamic characteristics which can also satisfy the thermostat supply system in the domain of industrial control precision temperature control adjustment.
overshoot refrigeration;thermal compensation;micromanipulation
TH744
A
1672-9870(2016)03-0019-04
2015-11-19
吉林省科技发展计划资助项目(20130101010JC,20150307036GX,20150307039JX)作者简介:张远志(1987-),男,硕士研究生,E-mail:1004045661@qq.com
朱万彬(1963-),男,副研究员,E-mail:13704368108@163.com
猜你喜欢
表面技术(2022年12期)2023-01-09
太原理工大学学报(2022年3期)2022-05-24
现代电力(2022年2期)2022-05-23
原子与分子物理学报(2020年5期)2020-03-17
中原工学院学报(2019年1期)2019-03-15
河南科技(2018年7期)2018-09-10
中国惯性技术学报(2018年1期)2018-05-10
重庆理工大学学报(自然科学)(2017年5期)2017-06-29
现代电子技术(2016年15期)2016-12-01
工业设计(2016年6期)2016-04-17