
FH-98型催化剂在焦化汽油加氢精制中的应用
2016-09-12 05:27马洋张博李平吴浩
石油与天然气化工 2016年4期
马 洋 张 博 李 平 吴 浩
中石油克拉玛依石化有限责任公司
FH-98型催化剂在焦化汽油加氢精制中的应用
马 洋张 博李 平吴 浩
中石油克拉玛依石化有限责任公司
对FH-98型催化剂在中石油克拉玛依石化有限责任公司45×104t/a焦化汽油加氢装置上不同工况的工业应用及催化剂实现长周期运行的优化措施进行了分析总结。结合行业同类装置催化剂运行情况进行对比,阐述了FH-98催化剂在焦化汽油加氢精制装置上实现较长周期运转的过程,拓宽了FH-98催化剂的应用范围及汽油加氢精制装置的催化剂选择,对同类装置具有一定的借鉴意义。
FH-98催化剂焦化汽油加氢精制
中石油克拉玛依石化有限责任公司(以下简称克石化)原45×104t/a汽柴油加氢装置于2002年12月建成投产,该装置由中国石化洛阳设计院设计,以焦化汽油、焦化柴油、催化柴油混合后为原料,所产精制柴油作为成品直接出厂,汽油作为催化重整原料。为配合汽柴油的质量升级工作,该装置于2012年6月进行焦化汽油加氢技术改造,提高了原料反冲洗过滤精度,增设密闭反冲洗污油系统,增加原料聚结器脱水系统,优化了全装置的换热网络,调整了气体塔塔板开孔率等。装置催化剂仍使用2009年5月更换的FH-98催化剂(由抚顺石油化工科学研究院研制),改造过程中仅对反应器顶部保护剂进行更换撇头。装置至今运行两年,通过一系列的工艺优化及改造调整,所产汽油符合重整装置原料要求,并实现了较长周期的平稳运行。工业运行结果表明,FH-98型催化剂在焦化汽油加氢精制中完全满足生产要求,具有优异的加氢脱硫、脱氮性能。
在装置升级改造后的第一个生产周期,由于设备条件限制,反应压力为5.7 MPa,因原料不足使用半循环生产方案,共开工120天,加工油品83 030 t。随即由于床层压降快速上涨,装置被迫停工,对反应器再次进行撇头工作,同时更换换热器,消除了管板压差的设备条件限制,操作压力提高至7.0 MPa,反应器压降恢复至0.04 MPa。
2013年4月~5月,对装置进行了相关的换热流程优化改造工作。2013年6月开工,平稳运行至2015年4月,共510天(因公司大检修计划停工),加工焦化汽油原料378 928 t,生产汽油328 601 t,累计收率86%。
1 原料及催化剂
1.1原料性质
本装置改造后,原料为公司延迟焦化所提供的焦化汽油,焦化汽油的主要性质见表1。
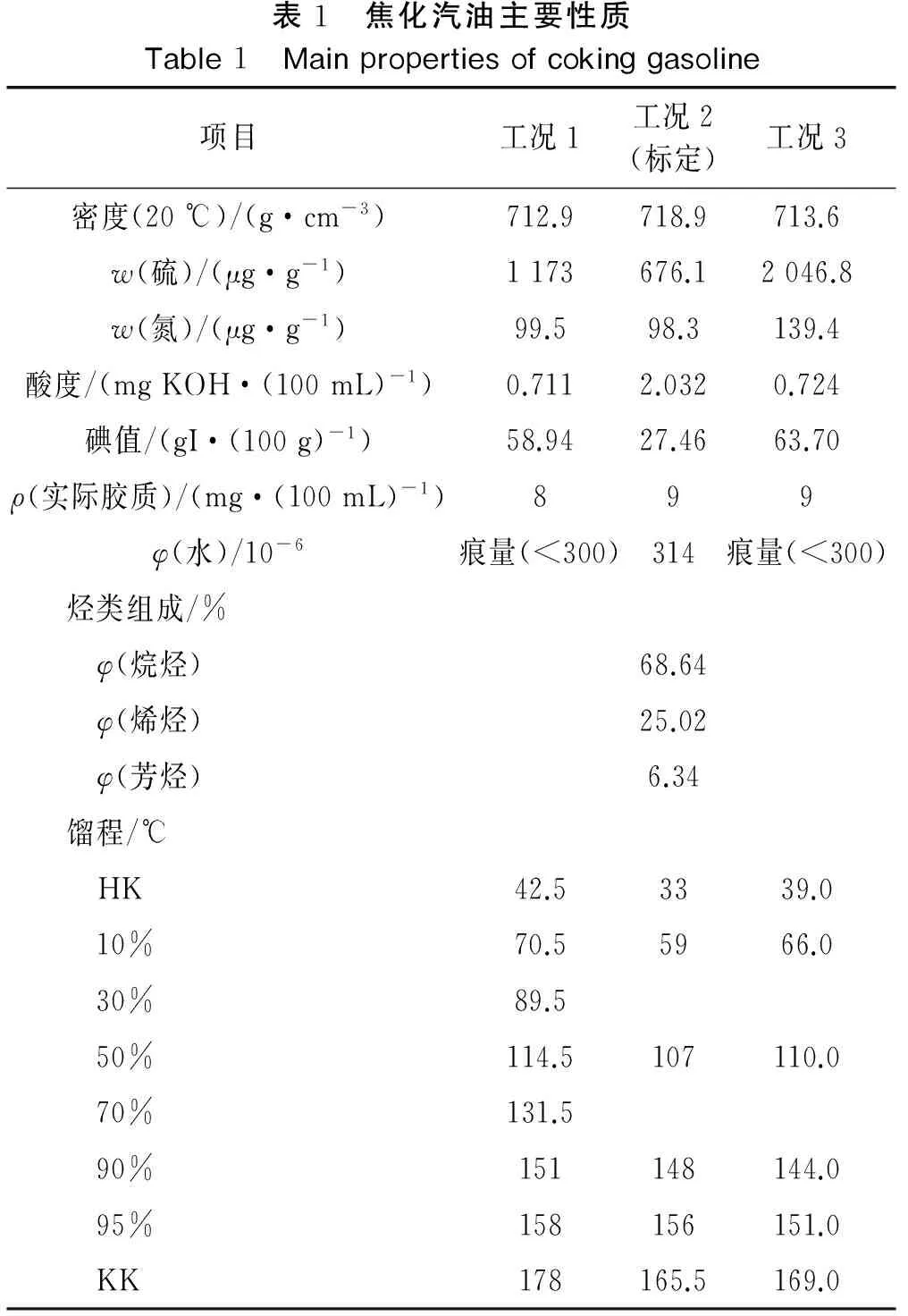
表1 焦化汽油主要性质Table1 Mainpropertiesofcokinggasoline项目工况1工况2(标定)工况3密度(20℃)/(g·cm-3)712.9718.9713.6w(硫)/(μg·g-1)1173676.12046.8w(氮)/(μg·g-1)99.598.3139.4酸度/(mgKOH·(100mL)-1)0.7112.0320.724碘值/(gI·(100g)-1)58.9427.4663.70ρ(实际胶质)/(mg·(100mL)-1)899φ(水)/10-6痕量(<300)314痕量(<300)烃类组成/%φ(烷烃)68.64φ(烯烃)25.02φ(芳烃)6.34馏程/℃HK42.53339.010%70.55966.030%89.550%114.5107110.070%131.590%151148144.095%158156151.0KK178165.5169.0
1.2催化剂
FH-98催化剂是抚顺石油化工研究院研制开发的轻质馏分油加氢精制催化剂。该催化剂以三叶草条型含硅氧化铝为载体,采用两段浸渍方式负载W-Mo-Ni活性金属组分,适用于在较高空速和较低氢油比下针对二次加工柴油进行加氢精制,生产清洁柴油产品。FH-98型催化剂物化性质见表2,此催化剂作为焦化汽油加氢生产催化剂较为少见。
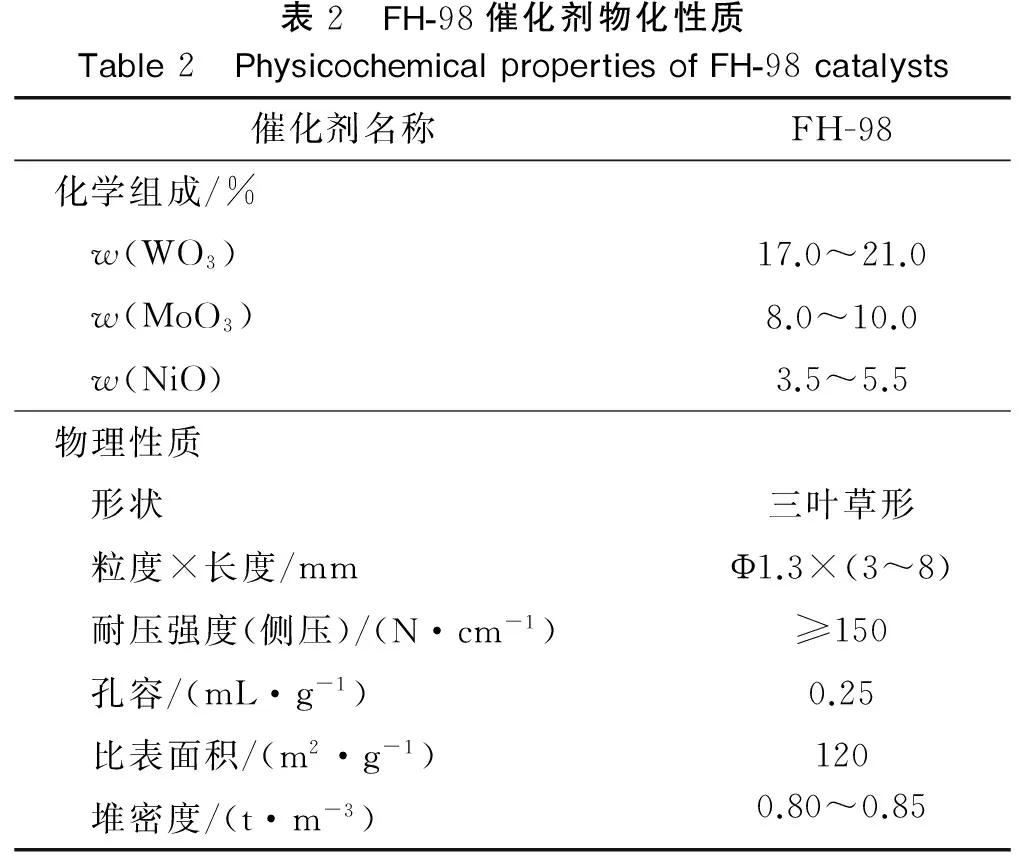
表2 FH-98催化剂物化性质Table2 PhysicochemicalpropertiesofFH-98catalysts催化剂名称FH-98化学组成/%w(WO3)17.0~21.0w(MoO3)8.0~10.0w(NiO)3.5~5.5物理性质形状三叶草形粒度×长度/mmΦ1.3×(3~8)耐压强度(侧压)/(N·cm-1)≥150孔容/(mL·g-1)0.25比表面积/(m2·g-1)120堆密度/(t·m-3)0.80~0.85
装置催化剂采用普通方法装填,催化剂经帆布软管输送至反应器内,管口由人工控制,使催化剂均匀分布,高度每上升0.8 m,将催化剂表面耙平一次,避免催化剂锥形堆积。反应器内作业人员踩在木板上,并控制催化剂自由落体至床层高度小于1 m,下降速度小于1.5 t/h,防止催化剂破碎。催化剂具体装填数据见表3。
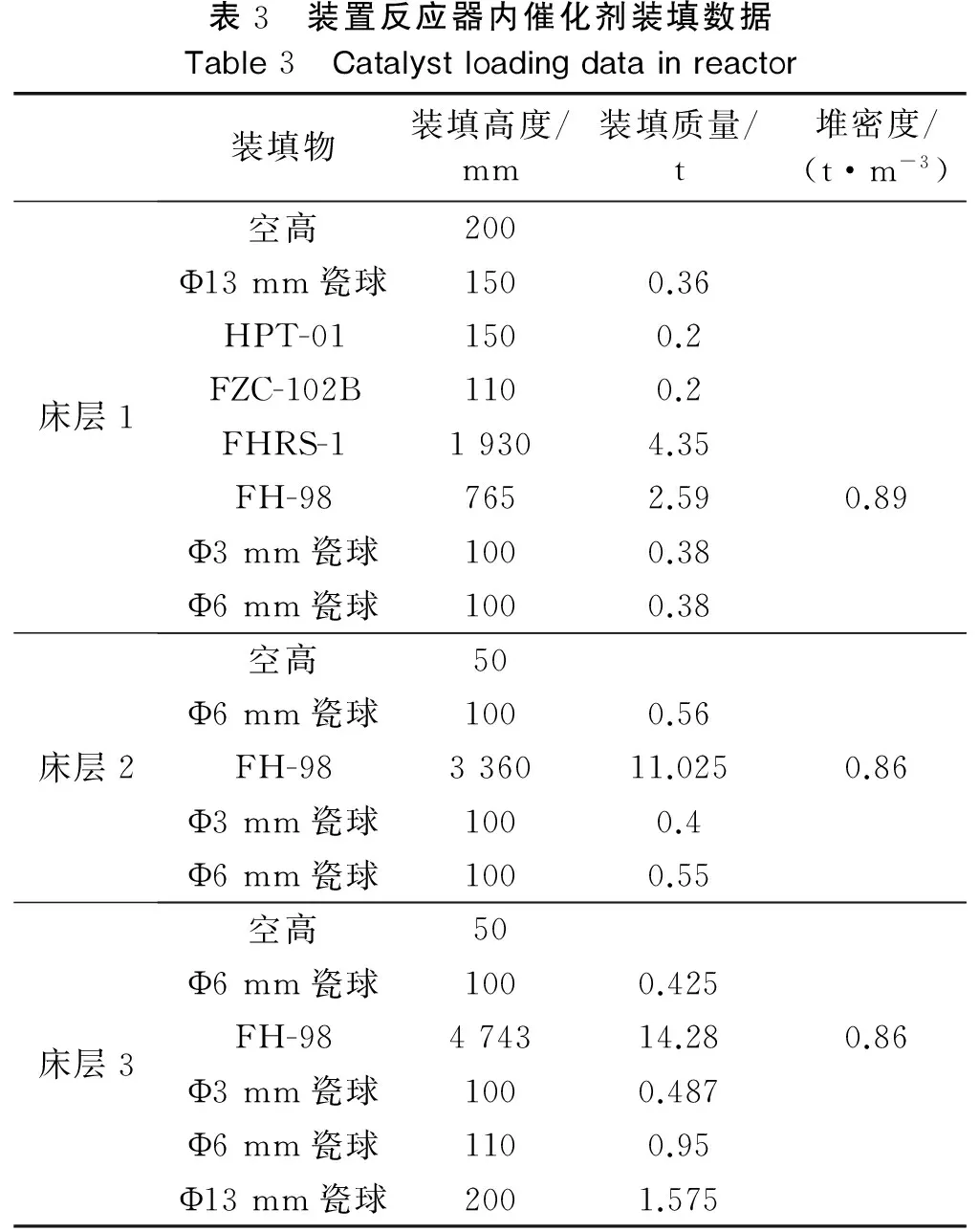
表3 装置反应器内催化剂装填数据Table3 Catalystloadingdatainreactor装填物装填高度/mm装填质量/t堆密度/(t·m-3)床层1空高200Φ13mm瓷球1500.36HPT-011500.2FZC-102B1100.2FHRS-119304.35FH-987652.590.89Φ3mm瓷球1000.38Φ6mm瓷球1000.38床层2空高50Φ6mm瓷球1000.56FH-98336011.0250.86Φ3mm瓷球1000.4Φ6mm瓷球1000.55床层3空高50Φ6mm瓷球1000.425FH-98474314.280.86Φ3mm瓷球1000.487Φ6mm瓷球1100.95Φ13mm瓷球2001.575
2 工艺生产
2.1工艺运行条件
装置运行期间,由于3套焦化装置处于建设阶段,只有两套旧焦化装置生产的焦化汽油,装置为维持最小加工负荷,掺入15%的焦化汽油加氢后的循环油,装置运行平稳。2012年9月底,装置进行48 t/h的全新鲜进料标定工作(48 h),后改为纯焦化汽油进料生产,主要操作参数见表4。
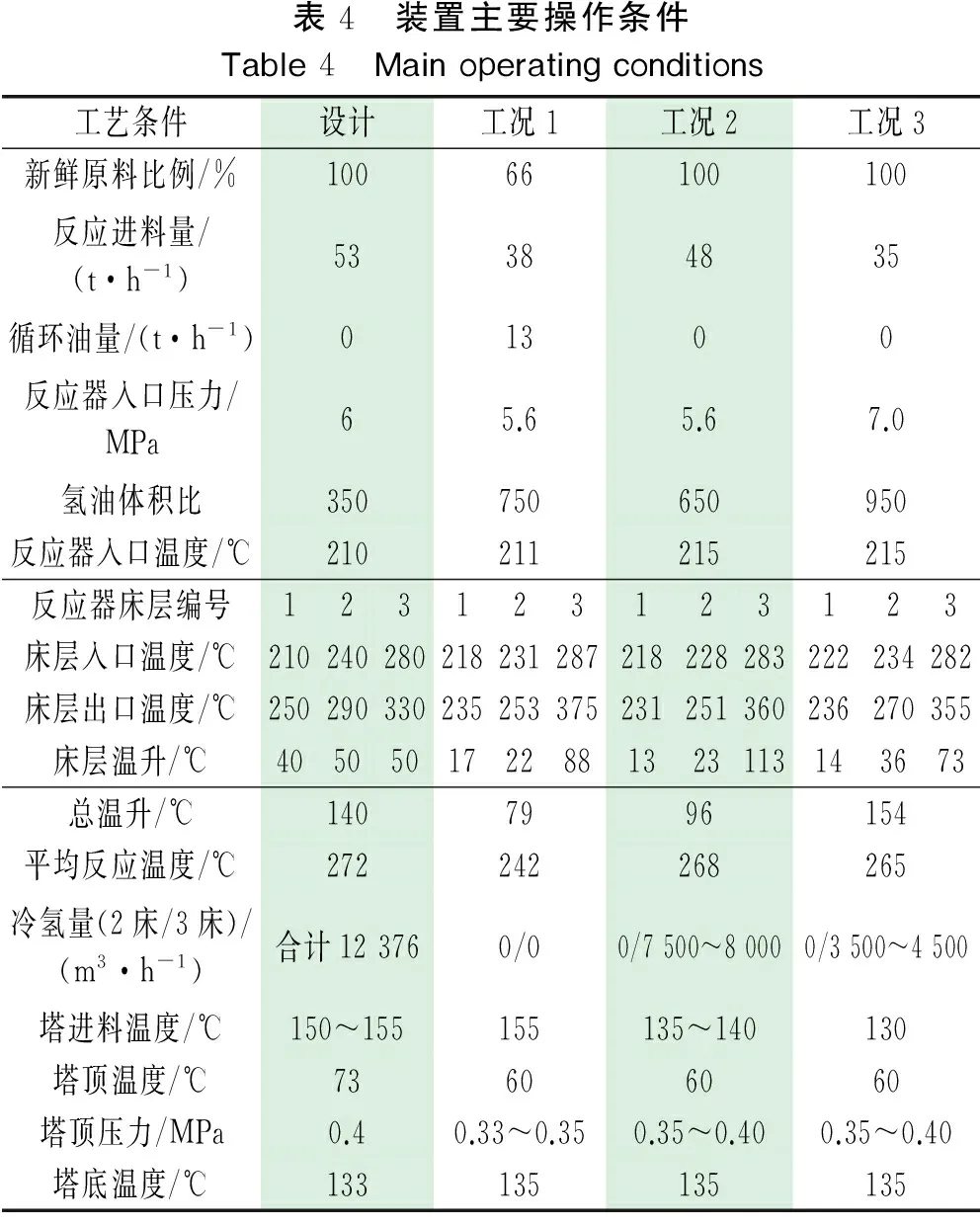
表4 装置主要操作条件Table4 Mainoperatingconditions工艺条件设计工况1工况2工况3新鲜原料比例/%10066100100反应进料量/(t·h-1)53384835循环油量/(t·h-1)01300反应器入口压力/MPa65.65.67.0氢油体积比350750650950反应器入口温度/℃210211215215反应器床层编号123123123123床层入口温度/℃210240280218231287218228283222234282床层出口温度/℃250290330235253375231251360236270355床层温升/℃4050501722881323113143673总温升/℃1407996154平均反应温度/℃272242268265冷氢量(2床/3床)/(m3·h-1)合计123760/00/7500~80000/3500~4500塔进料温度/℃150~155155135~140130塔顶温度/℃73606060塔顶压力/MPa0.40.33~0.350.35~0.400.35~0.40塔底温度/℃133135135135
2.1.1工况1
装置改造完成初期,由于全厂物料平衡,焦化汽油量较少,一方面为维持装置高压进料泵最小流量,另一方面则为减少焦化汽油加氢反应热,以利于摸索出合适的工艺操作条件,装置通过大循环线向原料内补充一定比例的循环油。此外,由于反应器出口换热器设备问题,未能将反应压力提高至设计压力,维持5.7 MPa的系统压力进行生产。
新鲜进料、循环油的比例直接影响反应热平衡,进而影响全装置热平衡。装置试车开工调整初期,操作难度较大,整体装置热平衡稳定时间需求较长。掺入循环油后,反应器入口温度控制在210~215 ℃,床层不用冷氢进行调节,整个反应器床层自然放热,床层温升70~110 ℃,反应器出口最高只达到320 ℃。但第1、第2床层温升均低于设计值,分析与催化剂使用周期和循环油掺入均有关系。由于循环油的掺入,提高反应温度可保证一定的床层温升,使产品质量达到控制要求,但装置整体能耗水平增大,不利于装置节能降耗,且循环油比例的波动对整体反应热平衡影响较大,增加了操作难度。
2.1.2工况2
工况2为纯焦化汽油运行,对装置进行满负荷标定工作。但由于设备限制,仍然维持5.7 MPa的系统压力进行生产。在标定过程中,提量至48 t/h时,新氢压缩机排量已经达到满负荷,未能将加工负荷提至设计数值。
切换为纯焦化汽油进料后,入口温度变化对床层温升的激发非常灵敏,0.5~1 ℃即可引发30~50 ℃的温升变化,床层平均温度控制在268 ℃、总温升150 ℃,反应大部分集中在3床层,在2、3床层间冷氢通入量达到8 000 m3/h(20 ℃,101.325 kPa)时,反应器出口温度仍高达360 ℃。
2.1.3工况3
由于催化剂上部结焦,在装置停工对催化剂进行撇头期间,消除反应器出口换热器设备限制,对装置整体换热网络进行优化后,工况3仍为纯焦化汽油运行,切除循环油的掺炼,由于装置改造后氢气压缩机部分未发生变化,根据设备安全运行条件,装置反应器入口压力由设计的6.0 MPa改为7.0 MPa。反应入口温度由215 ℃降至205 ℃,反应器平均温度控制在约265 ℃,第2、3床层间冷氢量也有所下降。目前,控制反应器入口温度205 ℃即可达到产品质量要求,分馏系统温度有所调整,满足工艺生产要求,产品质量合格。
由装置整体操作情况可知,FH-98催化剂对焦化汽油加氢反应较为剧烈,对反应器入口温度控制要求较高,0.5~1 ℃的波动即可引起较大的反应器温升变化。同时,3床层温度控制必须通过较大量的冷氢才能控制反应器出口温度在设备使用温度范围内。
2.2产品质量情况
表5中对比了各工况的产品质量分析,数据表明,焦化汽油经过加氢精制反应后,脱硫、脱氮效果明显,FH-98催化剂在焦化汽油加氢过程中脱硫率达到99.7%,脱氮率达到98.9%。结合表1,标定数据中烯烃的饱和率达到98.8%,酸性物质的脱除率达到75.9%。
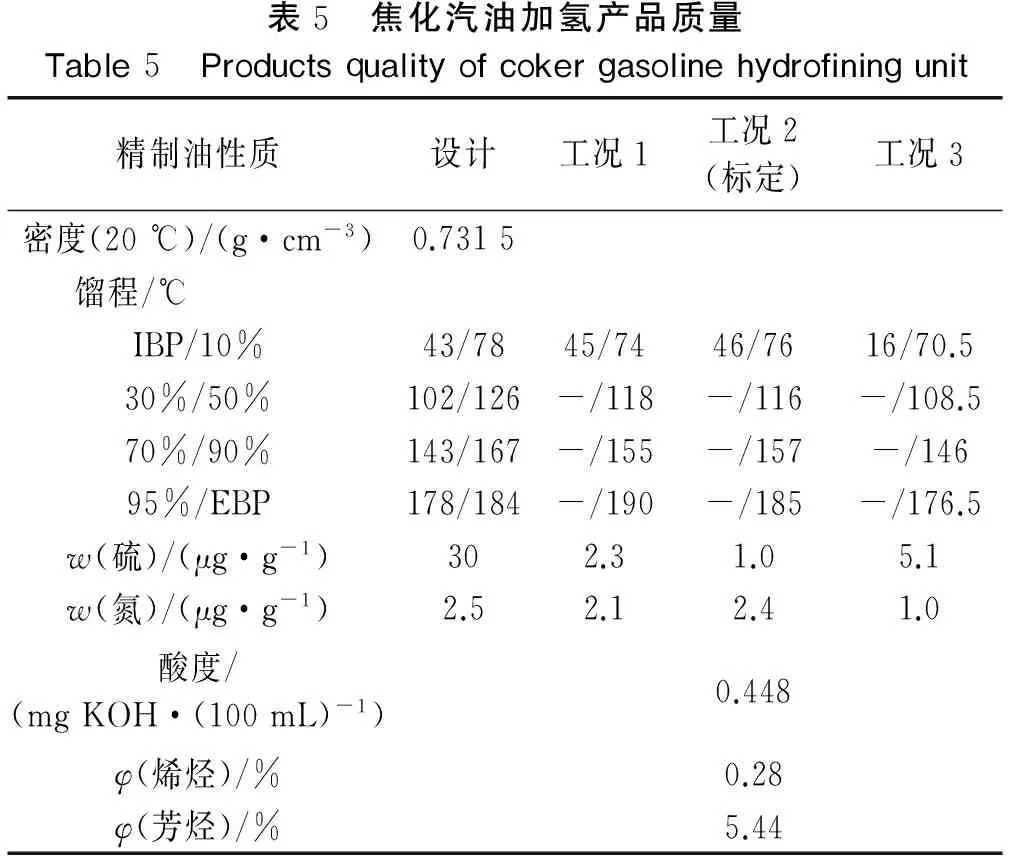
表5 焦化汽油加氢产品质量Table5 Productsqualityofcokergasolinehydrofiningunit精制油性质设计工况1工况2(标定)工况3密度(20℃)/(g·cm-3)0.7315馏程/℃IBP/10%43/7845/7446/7616/70.530%/50%102/126-/118-/116-/108.570%/90%143/167-/155-/157-/14695%/EBP178/184-/190-/185-/176.5w(硫)/(μg·g-1)302.31.05.1w(氮)/(μg·g-1)2.52.12.41.0酸度/(mgKOH·(100mL)-1)0.448φ(烯烃)/%0.28φ(芳烃)/%5.44
2.3工艺优化操作
2.3.1催化剂结焦分析
装置生产第一周期仅运行120天,加工油品83 030 t,反应器床层压降从初始0.05 MPa,迅速增至0.15 MPa,增压速率为0.001 MPa/d,并处于连续状态,装置被迫停工进行催化剂撇顶检查。揭开反应器封头后,发现积垢篮、分配器内有大量质地松散的杂物。
分析原因为焦化汽油在换热器壳程和加热炉炉管结焦后带入反应器积垢篮内。反应器瓷球上层结焦物较少,但在瓷球与保护剂之间,有少量粉状结焦物,保护剂与主催化剂交界处无杂质存在,确认再无结焦物,补充新的保护剂和瓷球,并对积垢篮、分配器清理后,反应器安装复位,装置再次投入运行。反应器顶部结焦物组成分析见表6。
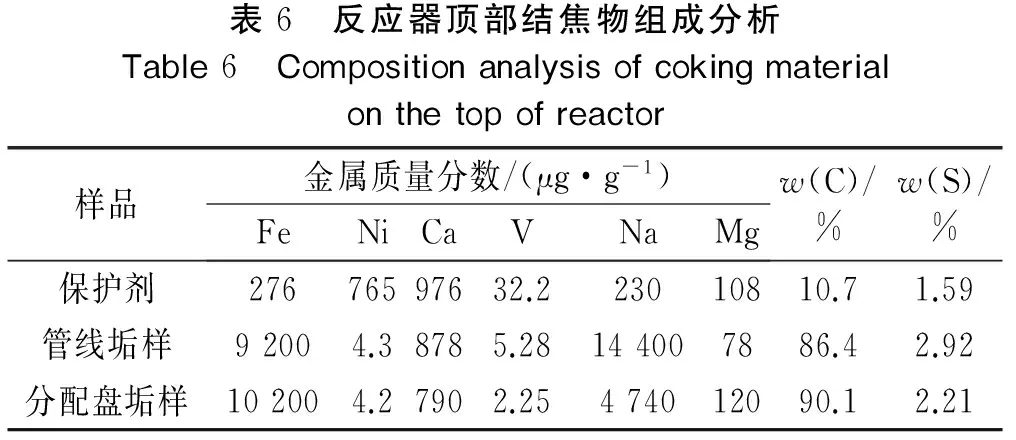
表6 反应器顶部结焦物组成分析Table6 Compositionanalysisofcokingmaterialonthetopofreactor样品金属质量分数/(μg·g-1)FeNiCaVNaMgw(C)/%w(S)/%保护剂27676597632.223010810.71.59管线垢样92004.38785.28144007886.42.92分配盘垢样102004.27902.25474012090.12.21
据文献报道[1-4],焦化汽油原料中含有大量烯烃,这些不饱和化合物极不稳定,尤其是二烯烃(表6中无此分析项目,据文献报道推断),在常规加氢精制条件下,二烯烃易发生聚合,从而堵塞换热器和反应器。当反应温度达到180 ℃时,约90%的二烯烃被还原。
分析管线垢样和分配盘垢样,其碳质量分数分别为86.4%和90.1%,表明该处垢样基本是结焦产生的焦炭。这可能是由于原料油在换热器或加热炉炉管产生结焦,带入反应器上部,造成反应器压降增大,Fe含量也高。其原因主要在于装置为改造施工后开工,改造期间更换了较多的设备与管线,虽然开工前进行了吹扫,但不可避免仍有不少金属杂质残留在系统内,随着物流带入反应器顶部并发生积聚。
2.3.2工艺优化改造
对工艺进行优化前,由于原料入炉前温度较低,造成加热炉负荷较高,炉膛温度高达680~720 ℃,原料油在加热炉炉管接触面处产生结焦的可能性增高,由于炉管内原料流速快,结焦物将会带入反应器上部,造成反应器压降增大。
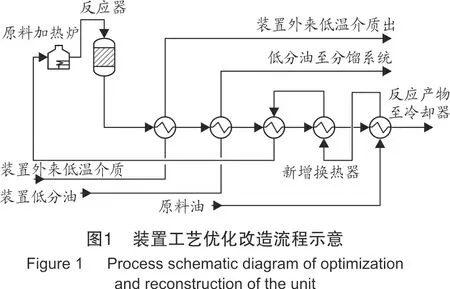
2013年5月,停工进行换热流程优化,新增1台原料油与反应产物换热器,增大了反应产物与原料油换热面积,在降低反应产物至冷却器前温度的同时,提高焦化原料入炉前温度,使加热炉负荷降低。装置工艺优化改造流程示意见图1。
优化后运行时,原料入加热炉前温度达到约175 ℃,加热炉出口温度同样控制在215 ℃,此时炉膛温度仅约480 ℃,大幅度降低了加热炉负荷。虽然二烯烃在加热炉炉管处的结焦不可避免,但此项措施有助于减少焦化汽油原料在炉管内产生二烯烃易结焦的速率。
反应产物至冷却器温度由优化前的150 ℃降至约110 ℃,提高了装置的能量综合利用率。
2.4FH-98催化剂使用特点
焦化汽油加氢装置反应器结焦是目前全国各炼厂普遍存在的问题,研究表明,焦化汽油中的二烯烃等不饱和烃在约220 ℃就会有较为明显的缩合反应,从而产生结焦。表7中对比了国内部分炼厂中不同类型催化剂用于焦化汽油加氢中的使用条件。
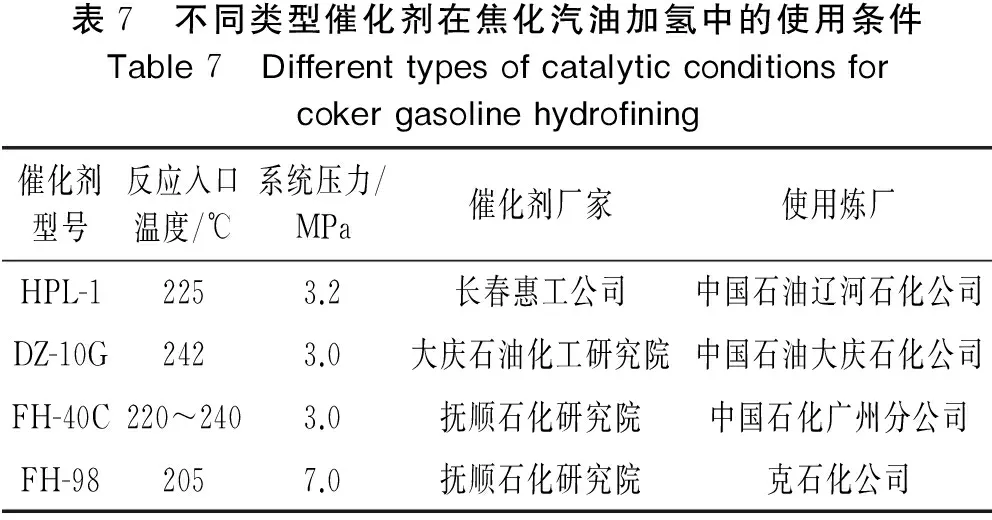
表7 不同类型催化剂在焦化汽油加氢中的使用条件Table7 Differenttypesofcatalyticconditionsforcokergasolinehydrofining催化剂型号反应入口温度/℃系统压力/MPa催化剂厂家使用炼厂HPL-12253.2长春惠工公司中国石油辽河石化公司DZ-10G2423.0大庆石油化工研究院中国石油大庆石化公司FH-40C220~2403.0抚顺石化研究院中国石化广州分公司FH-982057.0抚顺石化研究院克石化公司
统计发现,在本装置使用的FH-98催化剂,具有起始温度低、反应活性高的特点,反应器入口温度仅为205 ℃,较HPL-1、DZ-10G、FH-40C等催化剂低20~40 ℃,较低的入口温度使得流程前换热器、加热炉处结焦的可能性降低,有助于反应器压降的平稳。但HPL-1、DZ-10G、FH-40C等催化剂在其他工厂使用时反应入口压力较低,对设备要求有所降低,可在一定程度上降低投资。
本装置反应器入口压力选择7.0 MPa的主要原因在于装置由原汽柴油加氢装置改造而成,氢气压缩机系统的操作未改变,7.0 MPa的系统压力有利于压缩机的正常运行。
表8为同类装置运行周期对比,对比国内其他焦化汽油加氢装置,限制其运行周期长短的主要原因在于焦化汽油在催化剂床层的结焦。本装置使用FH-98催化剂,在反应压力较高的条件下,降低了反应器入口温度,可在一定程度上减少焦化汽油中的二烯烃在反应器床层上结焦所导致的停工次数。
截至2015年4月,装置因全厂计划性检修停工,装置第二周期生产时间达到510天,与国内同类装置相比已达到较高水平。
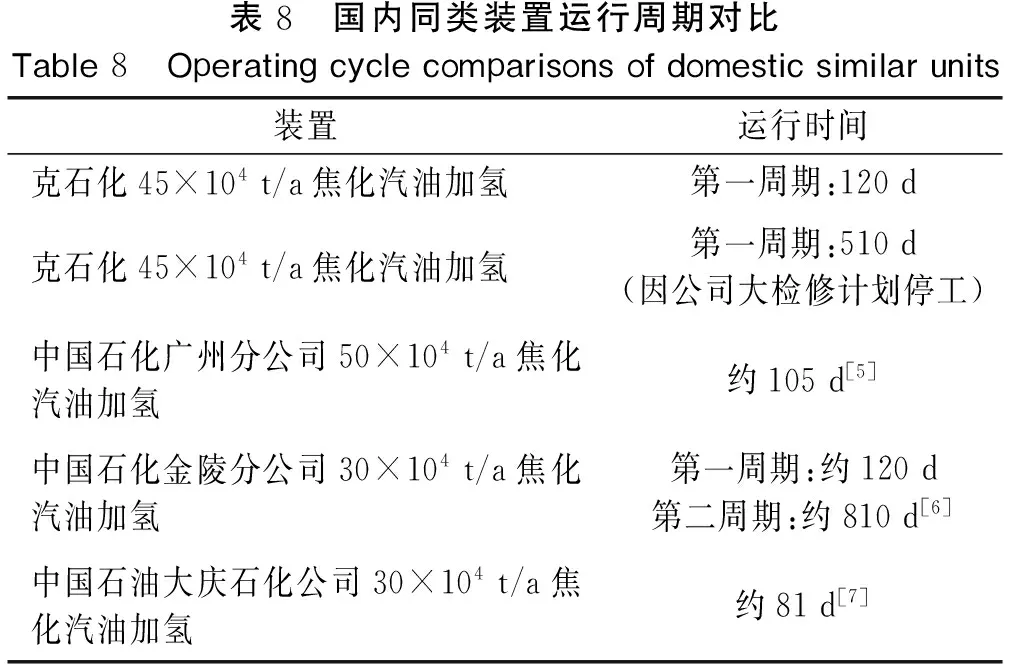
表8 国内同类装置运行周期对比Table8 Operatingcyclecomparisonsofdomesticsimilarunits装置运行时间克石化45×104t/a焦化汽油加氢第一周期:120d克石化45×104t/a焦化汽油加氢第一周期:510d(因公司大检修计划停工)中国石化广州分公司50×104t/a焦化汽油加氢约105d[5]中国石化金陵分公司30×104t/a焦化汽油加氢第一周期:约120d第二周期:约810d[6]中国石油大庆石化公司30×104t/a焦化汽油加氢约81d[7]
3 结 论
焦化汽油经过加氢精制反应后,降低了原料中的硫、氮含量,满足重整原料的需求,达到了利用劣质焦化汽油生产重整原料的技术要求,拓宽了重整原料的来源,较好地解决了焦化汽油的出路问题。
FH-98催化剂对焦化汽油加氢精制有良好的作用,在工业应用中,脱氮率达到99.3%以上,脱硫率达到99.8%以上。但FH-98催化剂对焦化汽油加氢反应较为剧烈,反应器床层温升控制难度较大,需要增加冷氢控制温升。FH-98催化剂作为一款早期的柴油加氢精制催化剂在焦化汽油加氢装置的成功使用,进一步拓展了该催化剂的应用范围及工业催化剂的选择余地,对同类装置具有一定的借鉴意义。
[1] 李立权. 焦化汽油单独加氢技术工程化的问题及对策[J]. 炼油技术与工程, 2012, 41(1): 14-20.
[2] 程华进. 影响焦化汽油加氢装置长周期生产的因素及对策[J]. 安徽化工, 2003, 29(5): 5-7.
[3] 翟琦. 焦化汽油加氢精制过程中存在的问题与对策[J]. 炼油技术与工程, 炼油技术与工程, 2009, 39(10): 29-32.
[4] 雍羽. 焦化汽油加氢精制反应器床层压降升高的原因及对策[J]. 广石化科技, 2006(3): 21-23.
[5] 钟宇峰. 焦化汽油加氢装置长周期运行探讨[J]. 广东石化, 2012, 39(5): 177-178.
[6] 夏民. 延长焦化汽油加氢装置操作周期的方法[J]. 石化技术与应用, 2010, 28(3): 226-228.
[7] 高金龙, 张斌, 郑颖标, 等. 焦化汽油加氢精制系统差压上升原因分析及对策[J]. 炼油与化工, 2008, 19(3): 20-22.
Application of FH-98 catalyst in hydrofining of coker gasoline
Ma Yang, Zhang Bo, Li Ping, Wu Hao
(PetroChinaKaramayPetrochemicalCo.,Ltd.,Karamay834003,China)
This paper analyzed and summarized the optimized long-term performance of the FH-98 catalyst under variable working conditions in the 450 kt/a gasoline hydrogenation unit of PetroChina Karamay Petrochemical Co., Ltd. By comparing with similar industrial catalysts, the outstanding durability and versatility of the FH-98 catalyst were demonstrated. It expanded the application scope of FH-98 catalyst for coking gasoline hydrofining unit and has referenced significantly to similar units.
FH-98, catalyst, coker gasoline, hydrofining
马洋(1985-),男,新疆乌鲁木齐人,工程师,现就职于中石油克拉玛依石化有限责任公司,主要从事加氢工艺技术管理工作。E-mail:mayangksh@petrochina.com.cn
TE624.9
B
10.3969/j.issn.1007-3426.2016.04.004
2016-02-02;编辑:温冬云
猜你喜欢
四川化工(2020年2期)2020-05-20
山东化工(2019年24期)2020-01-17
兵工学报(2019年6期)2019-08-06
中国特种设备安全(2018年10期)2018-12-18
黑龙江科学(2017年21期)2017-12-14
北京航空航天大学学报(2016年6期)2016-11-16
重庆电力高等专科学校学报(2015年4期)2015-12-24
化工管理(2014年21期)2014-06-11
燃气轮机技术(2014年4期)2014-04-16
汽车与新动力(2014年6期)2014-02-27
