细化U71Mn钢轨焊接接头晶粒度的焊后热处理工艺优化研究
2016-09-12 09:52王树青詹新伟中国铁道科学研究院研究生部北京100081中国铁道科学研究院金属及化学研究所北京100081
铁道建筑 2016年8期
许 鑫,王树青,詹新伟(1.中国铁道科学研究院 研究生部,北京 100081;中国铁道科学研究院 金属及化学研究所,北京 100081)
细化U71Mn钢轨焊接接头晶粒度的焊后热处理工艺优化研究
许鑫1,2,王树青2,詹新伟2
(1.中国铁道科学研究院 研究生部,北京100081;2中国铁道科学研究院 金属及化学研究所,北京100081)
焊轨基地利用原感应加热线圈对U71Mn钢轨焊接接头进行焊后热处理时,部分接头出现了轨底三角区温度高、轨底角边侧温度低而导致的晶粒粗化现象。针对此问题对原感应加热线圈进行了优化设计,并提出了使用此新型感应加热线圈对焊接接头进行焊后热处理的最佳工艺参数:加热温度880 ±10℃;加热时间>130 s;风压0.06~0.10 MPa;喷风时间150 s。使用新型感应加热线圈在上述工艺参数下进行焊后热处理后,接头踏面与母材硬度的比值为1.01,轨头、轨底三角区及2个轨底角晶粒得到细化,晶粒度级别可达9级以上。
U71Mn钢轨;焊接接头;焊后热处理;晶粒度;感应加热线圈;优化
随着铁路运输向重载、高速方向发展,对钢轨焊接接头的性能提出了更高的要求。我国无缝线路钢轨焊接广泛采用闪光焊技术,由于受到焊接高温的影响,焊缝附近晶粒粗化,塑性、韧性大幅度下降,脆性增大,容易产生接头低塌、马鞍形磨耗、波浪磨耗等问题,从而影响无缝线路的使用性能和寿命。为解决上述问题,钢轨焊接后必须对焊接接头进行焊后热处理,以改善接头的使用性能,达到与钢轨母材的合理匹配,满足无缝线路的使用要求[1-4]。
鉴于目前焊轨基地U71Mn钢轨焊接接头出现了轨底三角区晶粒粗大、轨底角晶粒未细化的现象,中国铁道科学研究院金属及化学研究所对原中频感应加热线圈进行了优化设计,并使用此新型中频感应加热线圈对U71Mn钢轨焊接接头进行了焊后热处理工艺试验,以优化工艺参数,细化焊接接头晶粒度,进而指导U71Mn钢轨焊接接头的焊后热处理。
1 目前U71Mn钢轨焊后热处理存在的问题
1.1轨底三角区晶粒粗大
U71Mn钢轨在焊轨基地焊后热处理后,通过对焊接接头晶粒度的测试,发现轨底三角区易出现晶粒粗大现象(见图1(a))。焊后热处理时,在U71Mn钢轨焊接接头轨头、轨腰、轨底三角区、轨底角4个部位的温度中,轨底三角区温度通常最高。当加热温度>850℃,轨底三角区晶粒长大趋势十分明显,而当加热温度>950℃,轨底三角区奥氏体晶粒度级别会粗于6级。
1.2轨底角晶粒未细化
为解决U71Mn钢轨焊接接头焊后热处理导致的轨底三角区晶粒粗大问题,通常选择降低感应加热线圈的频率,而由此带来的弊端是焊接接头的轨底角晶粒未细化(见图1(b)),探伤产生异波。

图1 焊接接头焊后热处理后部分区域晶粒粗大
因此,为确保U71Mn钢轨焊接接头在焊后热处理后,轨底三角区晶粒细化的同时轨底角晶粒细化,需要对现有的感应加热线圈及焊后热处理工艺进行优化。
2 细化U71Mn钢轨焊接接头晶粒度的方案
2.1感应加热线圈的结构优化设计
正火机所使用的原中频感应加热线圈(见图2)存在以下缺点:感应加热线圈频率高时,焊后热处理过程中轨底三角区温度会超过950℃,造成轨底三角区晶粒粗化;而通过降低感应加热线圈频率可以解决轨底三角区晶粒粗化现象,但轨底角温度因此降低到800℃以下,由于未达到完全奥氏体化温度,焊缝原粗大晶粒没有重新细化,造成轨底角两侧的粗大晶粒保留。
为解决这一技术难题,优化设计了新型中频感应加热线圈,见图3。新型中频感应加热线圈通过改变轨底中线圈位置,增加轨底中心加热宽度,进而改变轨底三角区磁场强度,降低轨底三角区加热速度,从而有效地保证了钢轨焊接接头的轨头、轨腰、轨底角、轨底三角区的温度控制在 850~950℃内,加热曲线见图4。

图2 原中频感应加热线圈

图3 新型中频感应加热线圈
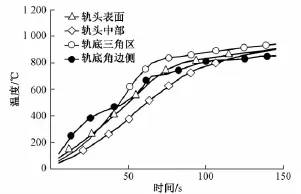
图4 新型中频感应加热线圈加热曲线
2.2焊后热处理工艺参数优化
有研究表明,U71Mn钢轨焊接接头焊后热处理温度控制在850~950℃内,其晶粒度可达到6级以上;850℃时得到的焊接接头冲击吸收功最高,950℃时得到的焊接接头冲击吸收功最低。因此,应将焊后热处理的温度控制在850~900℃。
冷却速度方面,焊接接头通过喷风冷却,喷风后的轨头硬度比母材高,因此冷却速度的选择既要保证硬度上的良好匹配,还要避免冷却速度过快导致出现马氏体等异常组织。
为了优化U71Mn钢轨焊接接头热处理工艺,设定了不同的焊接接头焊后热处理工艺参数,轨头加热温度为860,880,900℃,功率为62,65 kW,风压为0.06,0.11 MPa,喷风时间150 s。共测试攀钢 U71Mn钢轨焊接接头9组,并测得左右轨底角温度,见表1。

表1 工艺参数设定及轨底角温度测得值
3 U71Mn钢轨焊接接头的工艺优化试验结果
3.1硬度及软化区宽度
按照《钢轨焊接第2部分:闪光焊接》(TB/T 1632.2—2014)[5]要求,对9组经不同焊后热处理工艺后的U71Mn焊接接头的轨头纵断面进行洛氏硬度测试(钢轨轨头踏面下5 mm),由此得到的纵断面硬度统计结果及软化区宽度见表2。

表2 纵断面硬度统计结果及软化区宽度
由表2可知,9组不同焊后热处理工艺下的焊接接头的硬度满足TB/T 1632.2—2014规定的技术要求(轨顶面 Hj≥0.90Hp,Hj1≥0.80Hp,软化区宽度 ω≤20 mm)。9组焊接接头硬度与母材硬度的比值在0.98~1.03内,焊接接头与母材硬度达到良好匹配,进而减少使用过程中出现低塌现象导致的马鞍形磨耗和波浪磨耗,从而提高铁路的行车安全。这9组焊后热处理工艺中,2#,4#,8#,9#焊接接头在硬度及与母材匹配上较为理想。
3.2金相组织及晶粒度
U71Mn钢轨经闪光焊焊接后,其接头焊缝处晶粒度为2~3级,钢轨焊接接头经上述9种工艺热处理后,对轨头、轨底三角区、两轨底角4个位置进行了金相组织及晶粒度检验,试验结果见表3。由表3可知,原过热区奥氏体晶粒得到细化,晶粒度可达到8~9.5级,焊接接头轨头轨底侧焊缝及热影响区的金相组织均为珠光体加少量铁素体,其典型组织见图5。

表3 不同热处理工艺、不同位置的奥氏体晶粒级别

图5 焊接接头热处理后典型组织
由表3可知,9组焊后热处理工艺都能显著细化奥氏体晶粒,尤其是焊接接头容易出现粗化现象的轨底三角区和轨底角。在采用新型感应加热线圈后,轨底三角区和轨底角温度得到有效控制,晶粒度级别可达到8级以上。这9组焊接接头金相检验结果表明,1#和8#试样的晶粒度最细,其中8#试样4部位晶粒度见图6。
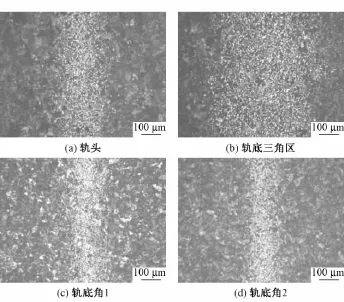
图6 8#试样4部位晶粒度
4 分析和讨论
1)造成目前焊轨基地U71Mn钢轨焊接接头轨底三角区晶粒粗化的主要原因是钢的冶炼方式的改变。传统的钢轨生产是采用模铸技术,在炼钢过程中加入Al作为脱氧剂,而现代钢轨生产则采用连铸技术,在冶炼过程中,一般采用 Si-Ca复合合金脱氧剂进行脱氧,以控制钢轨中的 Al2O3夹杂。这2种不同的冶炼方式,使得钢轨的晶粒度差别显著,如表4所示。在使用模铸生产的钢轨时,钢轨接头焊后热处理只有达到1 100℃以上时,才有可能发生奥氏体晶粒粗化,所以焊轨基地不会发生钢轨接头晶粒粗化现象。而使用连铸生产的钢轨,达到950℃以上时,就有可能发生奥氏体晶粒粗化。

表4 2种冶炼方式下晶粒度对比
2)控制U71Mn钢轨焊接接头轨头、轨腰、轨底三角区、轨底角的加热温度在850~950℃是焊后热处理的关键。当焊后热处理工艺参数选择不当,轨底角边侧温度低于800℃时,由于未达到U71Mn钢轨的完全奥氏体化温度,原焊接接头中的粗大晶粒未能重新细化而得到保留,造成轨底角晶粒粗化。所以,U71Mn钢轨接头焊后热处理的轨底角边侧温度必须控制在800℃以上。由表4结果可知,U71Mn钢轨焊缝处晶粒粗化随温度上升十分明显,晶粒度由850℃时的8.5级改变为1 050℃的5级。通常在一定温度下,当晶粒长大到一定尺寸后,即使延长保温时间,晶粒也并不会继续长大,但升高温度后晶粒又会继续长大[6-8]。由于钢轨接头进行焊后热处理时,轨底三角区加热温度最高,因此加热温度必须控制在950℃以下,钢轨接头才不会发生奥氏体晶粒粗化现象。所以,U71Mn钢轨焊后热处理的温度应控制在850~900℃。
5 结论
1)使用新型加热感应线圈对U71Mn钢轨焊接接头焊后热处理,8#工艺(轨头加热温度880℃,加热时间138 s,风压0.06 MPa,喷风时间150 s左右)为最佳工艺。此时,接头硬度比Hj/Hp=1.01,Hj1/Hp=0.88,轨头、轨底三角区及两轨底角晶粒度可达9级以上。
2)考虑到焊后热处理过程中加热温度、风压、加热时间等工艺参数的波动,建议U71Mn钢轨焊接接头焊后热处理最佳工艺参数为:轨头加热温度880± 10℃,加热时间 >130 s,风压0.06~0.10 MPa,喷风时间150 s。
[1]宋甜,夏彬,陈晓琳.钢轨焊后热处理方法的应用与分析[J].电子制作,2014(3):214-215.
[2]马鸿涛.攀钢U75V钢轨焊后热处理工艺探讨[J].西铁科技,2015(增2):275-277.
[3]丁韦,张宪良,赵国,等.钢轨闪光焊接头过热区缺陷的形成机理及预防方法[J].铁道建筑,2015(11):96-99.
[4]俞喆.钢轨闪光焊接头热处理工艺及性能优化研究[D].北京:中国铁道科学研究院,2012.
[5]国家铁路局.TB/T 1632.2—2014钢轨焊接 第2部分:闪光焊接[S].北京:中国铁道出版社,2015.
[6]刘宝升,赵宪明.钢轨生产与使用[M].1版.北京:冶金工业出版社,2009.
[7]ZHAO Y L,SHI J,CAO W Q.Effect of Heating Temperature on Austenite Grain Growth of a Medium-carbon Nb Steel[J]. Transactions of Materials and Heat Treatment,2010,31(4):67-70.
[8]CHEREMNYKH V G,DEREVYANKIN E V,SAKULIN A A. Influence of Heating Temperature of Ferrite Grain Size in Rotor Steel[J].Steel in the USSR,1983,13(2):69-71.
(责任审编周彦彦)
Optimization Study of Post-weld Heat Treatment Process to Refine U71Mn Rail Welded Joints Grain Size
XU Xin1,2,WANG Shuqing2,ZHAN Xinwei2
(1.Postgraduate Department,China Academy of Railway Sciences,Beijing 100081,China;
2.Metals and Chemistry Research Institute,China Academy of Railway Sciences,Beijing 100081,China)
T he temperature of some rail flanges was high in triangle areas and low in the corners,which made crystalline grain coarsening,during post-weld heat treatment process to U71M n rail welded joints via former induction heating coil.T o solve this problem,optimized induction heating coil was designed and following parameters were put out:Heating temperature 880±10℃,heating time>130 s,wind pressure 0.06~0.10 M Pa,air spray time 150 s.T he ratio of joint surface to the base material was 1.01.T he crystalline grain sizes of the railhead,the triangle area and two corners of rail flange were refined,crystalline grain sizes were up to level 9.
U71M n rail;W elded joints;Post-weld heat treatment process;Crystalline grain size;Induction heating coil;Optimization
U213.4+6
A
10.3969/j.issn.1003-1995.2016.08.36
1003-1995(2016)08-0145-04
2016-03-14;
2016-05-17
中国铁道科学研究院金属及化学研究所基金(1552JH0101)
许鑫(1987— ),女,助理研究员,工程硕士研究生。
猜你喜欢
奥秘(创新大赛)(2021年3期)2021-11-27
粉末冶金技术(2021年3期)2021-07-28
有色金属科学与工程(2021年1期)2021-03-04
中成药(2019年12期)2020-01-04
中国交通信息化(2018年4期)2018-08-21
保健与生活(2018年11期)2018-07-11
制造技术与机床(2017年8期)2017-11-27
凿岩机械气动工具(2016年3期)2016-03-01
中国铁道科学(2015年5期)2015-06-21
中国铁道科学(2015年4期)2015-06-21