
面向离散制造业的制造执行系统的设计与实现
2016-09-12 00:24Designandimplementationofmanufacturingexecutionsystemfordiscretemanufacturingindustry
制造业自动化 2016年8期
Design and implementation of manufacturing execution system for discrete manufacturing industry
马天明,蒋 庆,毛 翎,刘 鹏MA Tian-ming, JIANG Qing, MAO Ling, LIU Peng(中国计量大学 计量测试工程学院,杭州 310018)
面向离散制造业的制造执行系统的设计与实现
Design and implementation of manufacturing execution system for discrete manufacturing industry
马天明,蒋 庆,毛 翎,刘 鹏
MA Tian-ming, JIANG Qing, MAO Ling, LIU Peng
(中国计量大学 计量测试工程学院,杭州 310018)
针对离散制造业的生产过程监控困难、数据采集困难以及生产信息反馈迟缓等问题设计开发了一种面向离散制造业的制造执行系统(MES),探讨了该制造执行系统的功能模型、网络结构设计、硬件系统搭建、生产过程监控的实现方式等。本系统已应用在某企业热力膨胀阀生产车间。
离散制造业;制造执行系统;系统设计;过程监控
0 引言
离散制造业产品定制程度和非标准程度较高,来自不同订单、不同批次的产品有着不同的规格、参数及测试验收标准。产品的生产过程多以流程卡进行跟踪控制,每经过一道工序,由相关作业人员签名、标注日期,由于流程卡全由人工操作,产品质量控制效果受人为因素影响严重,难以满足零差错的出厂要求。此外,产品多样化、生产工艺流程复杂、零部件标准不同导致离散制造业生产测试数据庞大,人工记录生产测试数据需耗费较大的人力物力,产品的质量也不便于追溯。生产过程无法实时追踪造成企业上层生产计划无法及时调整,不利于管理者制定运筹计划。
制造执行系统是位于企业上层生产计划和底层工业控制之间,面向车间层的生产管理技术与实时信息系统,它连接着生产计划与制造过程,能够及时反馈生产现场的状况,在计划管理与底层生产控制之间架起了一座桥梁。通过制造执行系统的实施,能够有效提高制造业企业生产效率、产品质量把控能力以及管理水平。
目前,对离散制造业执行系统的研究大部分针对功能模型以及软件架构设计方面,鲜有对离散制造业制造执行系统具体的系统设计与实现方案的探讨。针对这种状况,本文设计了一种面向离散制造业的制造执行系统,分析了离散制造业对制造执行系统的功能需求,探讨了制造执行系统的具体实施方案。
1 系统设计目标与设计原则
1.1设计目标
目前,离散制造业对制造执行系统的需求主要体现在以下四个方面:一是生产过程实时监控;二是降低生产成本,这其中包括提高设备利用率、缩短生产周期、减少库存量等;三是产品质量追溯与分析;四是生产任务快速下达。因此,如图1所示,面向离散制造业的制造执行系统功能可以划分为产品质量追溯及防差错系统、产品质量统计分析系统、可视化电子看板系统、智能安灯系统、智能物料管理及配送系统、设备远程维护云服务系统六个部分。
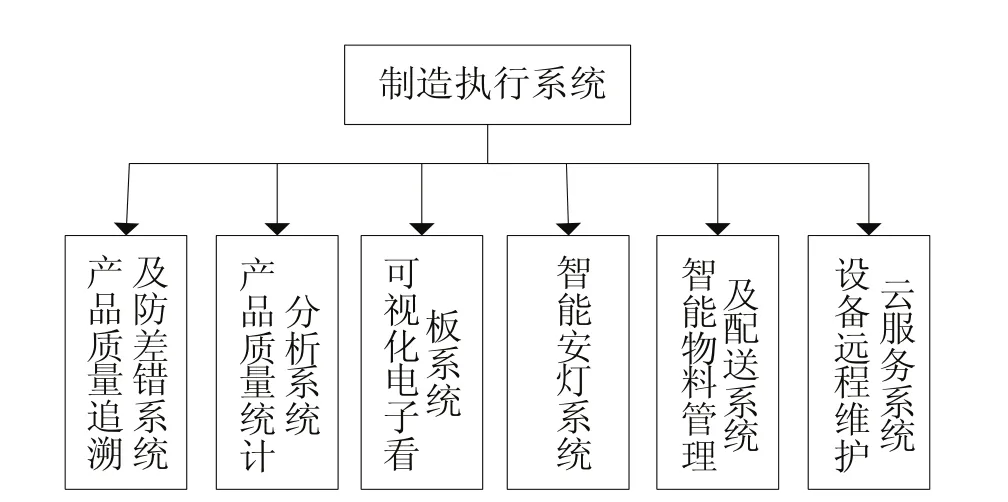
图1 制造执行系统功能划分
1)产品质量追溯及方差错系统以条码为载体,自动上传、下传、记录产品生命周期的各种相关信息,通过在生产节点对生产信息的查询和比对,实现产品质量追溯和生产过程监控,其可分为生产任务模块、数据采集模块、数据查询模块和过程控制模块四个独立的模块。
2)产品质量统计分析系统旨在实现对产品生产测试数据的统计分析和对机器制程能力的分析,其下可划分为生产报表模块、质量报表模块、制程能力模块三部分。
3)可视化电子看板系统将生产测试数据、设备异常信息等生产信息实时显示在车间生产线显示器和管理人员的电脑上,实现车间生产管理的数字化和可视化。
4)智能安灯系统解决设备管理问题,负责将设备异常信息(如缺少原材料、设备故障灯)发送至相关技术人员,并跟踪设备故障的处理进度。
5)智能物料管理及配送系统实现车间、仓库物料管理及配送,可分为库存物料管理模块,生产物料监控模块以及物料配送管理模块三个部分。
6)设备远程维护云服务系统实现使用厂家与制造执行系统解决方案提供商相连,实现设备维护管理的远程化、智能化。
各个系统既可以独立运行,也可以交互运行。系统间的交互关系如图2所示,智能物料管理及配送系统何设备远程维护云服务系统可与智能安灯系统交互,可记录各设备状态信息及物料状态,配合可视化电子看板系统可将信息实时显示,产品质量追溯及防差错系统与产品质量统计分析系统交互形成产品从生产装配测试至出厂售后完整的质量追溯管理。可视化电子看板系统与产品质量追溯及防差错系统交互,可实时显示各工序生产状况;与产品质量统计分析系统交互,可实时显示各生产线产量、不合格率等信息。
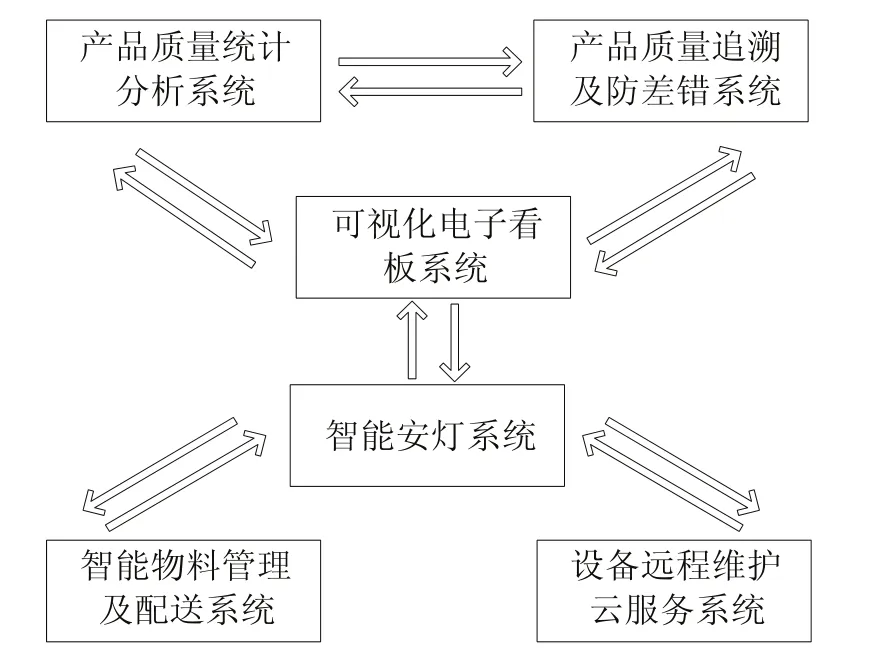
图2 系统交互关系
1.2设计原则
基于目前国内离散制造企业的生产现状,此制造执行系统的设计基于以下原则:
1)可靠性:制造执行系统庞大复杂,工作于制造业生产一线,连续长时间工作于工业环境中,要求软硬件系统具有较高的可靠性。
2)可扩展性:随着制造企业的不断发展,其生产规模也将不断扩大,不断有新设备添加进生产线中,生产线数量也会不断增多。同时,制造业的管理需求也会不断变化。这要求制造执行系统无论在硬件平台搭建还是软件架构设计上都应具有良好的可扩展性。
3)经济性:实现生产测试数据的实时上传下传功能需要较多的采集控制节点,实现生产过程的实时监控反馈需要服务器、显示屏等硬件设施,为此,系统的设计在保证功能正常的前提下,尽量降低实施成本。
2 系统设计方案
2.1硬件系统搭建
如图3所示,硬件系统从功能上划分为计划层、执行层、控制层三个部分。计划层主要用于任务的制订和下达,并与企业ERP系统相连接;控制层针对生产线,主要用于数据的采集和生产过程的监控;执行层起到承上启下的作用,负责数据的处理、存储以及传递。执行层与控制层经由无线局域网相连,执行层与计划层间通过路由器相连。
控制层是制造执行系统的核心,制造执行系统的功能依赖于控制层的数据采集与生产监控,因此制造执行系统的硬件系统搭建主要集中在控制层。制造企业生产线有多个生产区,每个生产区有多条生产线,客户端(生产线上的各种设备)多呈线性或环状排布,为此系统硬件平台搭建设计采用无线方式组建局域网,克服了有线网络的布线工程量大、不易扩展、不便搬移、端口数量有限等缺点,具有网络规划和调整方便,故障定位容易等优点。
生产数据的采集通过无线网络进行,由于生产区域分布可能较为分散,每个生产区域架设一台无线AP作为无线接入点(注:单台无线AP覆盖范围为方圆50米)。所有客户端均留有串行通信接口,通过串口服务器与无线网络通讯,无线接入点以infrastructure模式工作,与客户端交换数据。
系统配置一台无线调度主机,通过以太网交换机与所有无线接入点以及数据库服务器相连,作为控制层无线局域网的中心控制点,用于监视客户端运行状态、记录数据误码信息等。每个生产厂区配置一台查询主机,查询主机通过无线局域网可以访问数据库服务器,查询产品相关生产测试数据。每条生产线的最后配有产品确认主机,用于产品出厂前的最后质量确认,确保产品的每一道工序均合格,满足出厂要求,防止不合格品流出。电子看板采用一体机,通过无线接入点访问数据库服务器,灵活地定制显示各客户端的生产状况,克服了传统LED看板内容单一、不便更改、不够美观大气等缺点。
2.2软件模块设计
考虑到制造执行系统架设在企业内部,系统通信建立在专用的局域网上,且制造执行系统控制实时性、交互性、定制型强,故本系统采用C/S架构模式开发,充分利用两端的硬件优势,尽量为操作人员提供简便、快捷的操作方式。
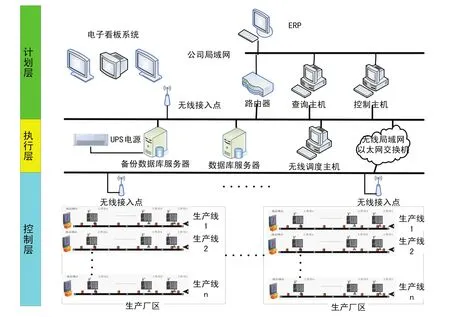
图3 系统硬件架构
软件的功能模块划分对应于设计目标的6个系统功能模块,本文将介绍部分功能模块的软件实现方式。
1)产品质量追溯及防差错系统
(1)数据采集模块:数据采集功能采用UDP通信方式实现,服务器不断侦听端口是否有接收到数据,若接收到数据则进行解析,并向发送生产数据的设备进行回码告知数据处理结果并准备下一次接收过程,其运行流程如图4所示。
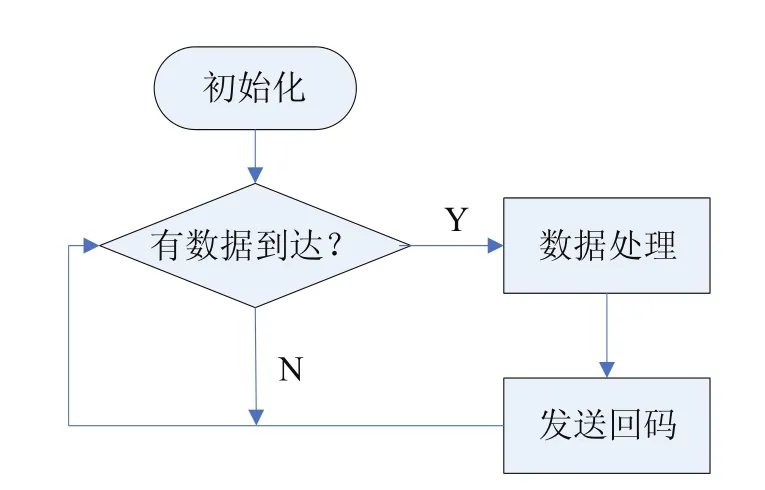
图4 数据采集服务器运行流程
为确保数据可靠传输,在UDP通信的基础上,客户端增加了延时重传机制,即客户端向服务器发送数据后,延时一段时间,若在此期间未收到回码,则重新发送数据,若数次发送失败,做报警处理。
客户端与服务器通信的数据包最大为800字节,其中包括工作模式、生产线号、工序号、设备号、工位号、生产测试数据、校验码、连锁标识等信息,生产数据可根据需要自定义数据格式,连锁标识用于防差错功能。
产品的防差错功能在软件中通过两部分实现,第一部分在连锁标识中实现,连锁标识表示产品的上一道工序,若需要进行防差错检验,则数据包中的连锁标识字节写入需要进行连锁的工序编号,每个产品在完成一道工序后,上传生产测试数据,服务器根据连锁标识查询该产品上一道工序的测试数据,并在回码中标识上一道工序合格与否,这样每个产品在经过每一道工序时都会检验上一道工序的完成情况,大大减少了不合格品产生的概率。另一部分防差错的功能在装箱前的确认主机实现,产品在装箱前需要在确认主机上扫描条码核对生产信息,确认主机根据产品条码向服务器发送查询请求,服务器根据产品条码返回此产品所有工序生产信息,确保不合格品无法出厂。
(2)生产任务模块:生产任务模块以生产批号为载体,实现生产任务状态运行管理,其中最重要的功能是任务下传,即将生产任务以及质量控制参数下载至对应的客户端上。任务下传功能的实现依赖于数据库,下达任务时,无线调度主机向数据库服务器发送请求查询对应客户端的IP地址和质量控制参数,若质量控制参数无误,便向该客户端下达任务。
2)产品质量统计分析系统
产品质量统计分析以数据库服务器中的生产数据表为核心实现,以CPK的计算为例,其流程图如图5所示。

图5 CPK计算流程图
UI界面中,包括生产批次、部件批次、日、周、月、工序、工位等查询条件,系统将根据查询条件以字符串链接的方式自动生成SQL查询语句,并发送至数据库服务器请求数据。为便于不合格品的搜索,系统专门设置不合格品查询,只需要输入日期、工序、工位等搜索条件,系统便列出所有不合格产品的产品条码,点击列出的条码系统自动调出该产品的生产测试数据。根据需要,也可将数据库返回的生产数据统计为生产报表输出。
3)智能安灯系统
智能安灯系统的功能由客户端与无线调度主机的通讯来实现。如图6所示,当客户端出现设备故障、缺料、质量变差等问题时,可以通过客户端上触摸屏的呼叫按钮选择问题类型并向无线调度主机发送呼叫,无线调度主机自动将问题类型、发生时间等相关信息存入数据库服务器并在生产监控界面上进行提示。
待问题解决,工人只需按下客户端触摸屏上的确认按钮,客户端便向无线调度主机发送完成信息,无线调度主机将数据包解析后更新数据库服务器中相关数据表的信息。

图6 安灯事件表
智能安灯系统还具有联系人管理功能,异常问题发生时,无线调度主机可以从数据库服务器中取得相关人员资料,并将呼叫信息发送至相关人员的电脑上。如图7所示,负责处理不同异常问题的联系人可以随时进行修改。
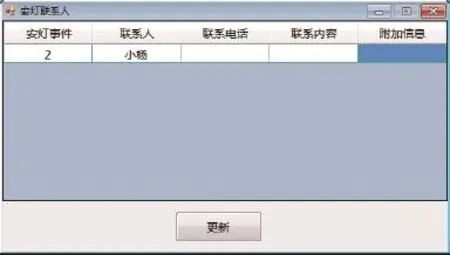
图7 安灯联系人表
4)可视化电子看板系统

图8 电子看板界面
如图8所示,电子看板显示内容包括工序生产完成情况、生产线生产合格率、各工位异常呼叫及处理状态。电子看板显示内容通过实时刷新的方式实现,电子看板通过无线接入点访问数据库服务器,取出与显示内容有关的信息,刷新显示界面,刷新频率可根据实际生产节拍自定。软件中可视化电子看板系统的编程主要集中在定时生成需要的查询语句,并向数据库服务器发送查询请求。考虑到客户端数量较多、数据刷新频率较高,电子看板访问数据库服务器利用连接池技术通过短连接的方式进行。
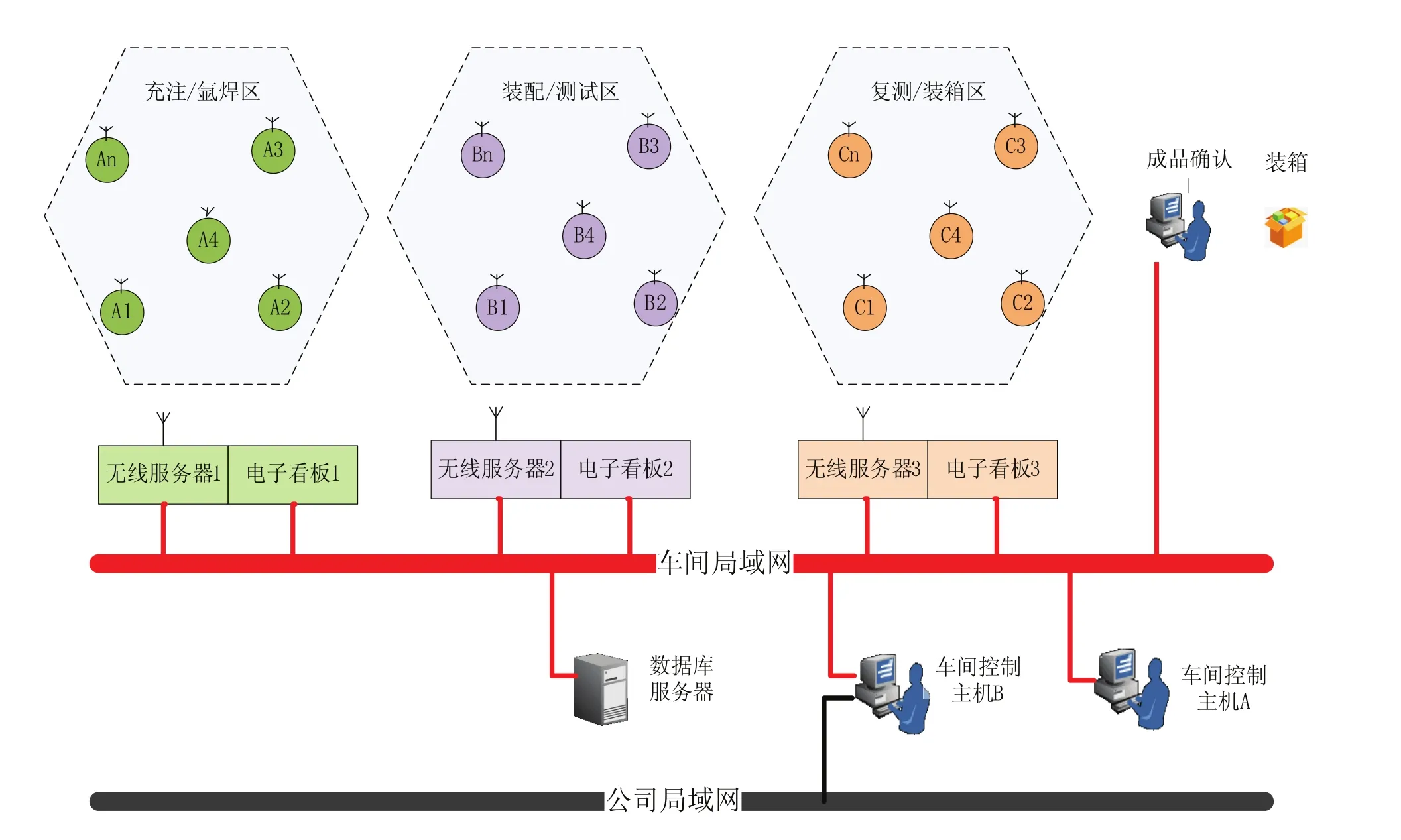
图9 制造执行系统
电子看板每次查询请求后,将其与数据库的连接释放回数据库连接池中,供其他线程使用,这样避免了频繁数据库连接频繁建立、关闭的开销。
3 结束语
目前,该制造执行系统已成功应用于某企业热力膨胀阀车间,如图9所示,该车间有三个生产区域,分别为氩焊充注区、装配测试区和复测装箱区。氩焊充注区进行氩焊、充注等工序,共有30个客户端;装配测试区含有三条生产线,每条生产线有15个客户端,依次进行分选、拧紧、作动、气密性测试等工序;复测装箱区进行作动复测、气密性复测等工序,共有三条生产线,每条生产线有6台客户端。
各生产区域最多可以配置50个客户端,每个生产区域配置一个无线接入点,客户端通过无线接入点与数据库服务器进行数据通讯。该制造执行系统具有良好的通用性和可扩展性。当新增客户端时,只需将客户端上的通讯模块接入无线接入点即可。当产品或者客户端更换后,系统框架与数据库配置只需根据产品做适当修改即可实现相应功能。该制造执行系统运行稳定可靠,使得该企业热力膨胀阀车间的生产效率和生产质量有了显著提高。
[1] 杨敏.浅谈离散制造业MES系统应用[J].信息安全与技术,2013,4(8):123-125.
[2] 肖力墉,苏宏业,苗宇,等.制造执行系统功能体系结构[J].化工学报,2010,61(2):359-364.
[3] 刁树民,金喜波,杨明远,等.离散型制造业应用MES系统模型设计[J].佳木斯大学学报:自然科学版,2009,27(2):223-225.
[4] 黄刚,李晋航,巫婕妤,等.离散制造业可适应制造执行系统的研究与实现[J].计算机集成制造系统,2011,17(10):2137-2143.
[5] 杨文江,刘蕾.面向离散制造业的制造执行系统[J].机电工程技术,2008,37(7):25-28.
[6] 刘卫宁,黄文雷,孙棣华,等.基于射频识别的离散制造业制造执行系统设计与实现[J].计算机集成制造系统,2007,13(10):1886-1890.
[7] 王军强,周雪明,郭银洲,等.可扩展制造执行系统软件体系结构设计与实现[J].计算机集成制造系统,2014,20(5):1035-1050.
TP278;TP311
A
1009-0134(2016)08-0077-05
2016-07-02
马天明(1992 -),男,吉林人,硕士研究生,研究方向为工业自动化和制造执行系统。
猜你喜欢
山东冶金(2022年3期)2022-07-19
昆钢科技(2022年2期)2022-07-08
网络安全和信息化(2020年9期)2020-12-31
石材(2020年4期)2020-05-25
铁道通信信号(2019年9期)2019-11-25
传媒评论(2019年5期)2019-08-30
网络安全和信息化(2019年8期)2019-08-28
建材发展导向(2019年10期)2019-08-24
传媒评论(2018年4期)2018-06-27
传媒评论(2018年4期)2018-06-27
