石油套管抗挤毁解决方案及发展
2016-09-09 03:16:33吴永莉焦丽峰
钢管 2016年2期
江 勇,吴永莉,焦丽峰
(中油管道物资装备总公司,河北廊坊065000)
石油套管抗挤毁解决方案及发展
江勇,吴永莉,焦丽峰
(中油管道物资装备总公司,河北廊坊065000)
介绍了套管抗挤毁强度预报方法的演变过程和最新进展,对比了各理论的先进性和局限性;按照K-T理论分析了影响套管抗挤毁强度的主要因素,其中制造质量因素主要包括椭圆度和残余应力;介绍了国内外油气井套管抗挤毁的各种方案和产品;对比了各系列产品和方案的优缺点及控制重点。提出了深井异常高压地层采用特厚壁套管,抗挤毁套管采用调质热处理工艺,以及提高抗挤毁设计安全系数等一系列建议。
石油套管;抗挤毁;径壁比;椭圆度;残余应力;K-T模型
挤毁破坏是套管常见的破坏形式,套管的抗挤毁性能一直是人们关注的焦点,石油专用管(OCTG)的抗挤毁强度预报和应用也一直是研究的热点。
20世纪30年代,美国石油学会(API)采用试验、修正并拟合的方式,研究了计算套管强度的各种经验公式,包括套管管体的抗挤毁强度;20世纪60年代以通报API Bull 5C3[1]的形式给出公式,以API Bull 5C2[2]的形式给出具体的计算值(包括圆整结果)。在很长时期内,上述经验公式成为石油行业管柱设计,尤其是套管柱设计的经典参考。进入21世纪,科研人员开始研究套管质量和复杂工况条件下的载荷分布对抗挤毁性能的影响。
1 API经验公式预报
对于管体的挤毁破坏形式,可根据套管径壁比D/S大小将其分为失稳破坏和强度破坏两大类;API Bull 5C3标准按径壁比将其分为4种破坏形式:屈服挤毁强度PYP、塑性挤毁强度PP、过渡性挤毁强度PT和弹性挤毁强度PE,并给出了相应的计算方法:

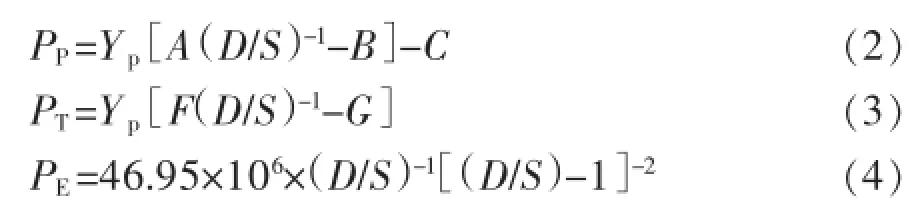
式中Yp——名义屈服强度,MPa;
A、B、C、F、G——拟合系数。
4种API抗挤毁预报曲线如图1所示。
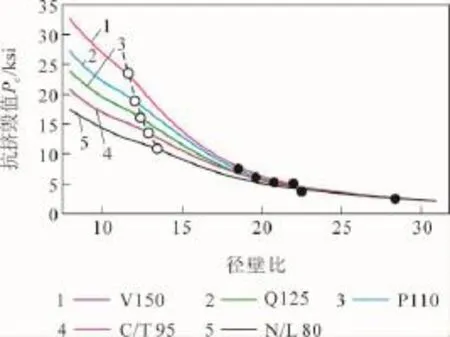
图1 4种API抗挤毁预报曲线
由图1可知:
(1)抗挤毁值Pc仅与Yp、D/S相关。
(2)在4个挤毁形式的弹性区域中(图1所示右侧),抗挤毁值对D/S和Yp均不敏感,但在屈服挤毁和塑性挤毁区域中非常明显,尤其是屈服挤毁。
(3)随着钢级的升高,屈服挤毁临界径壁比D/S的降低幅度比其他3种挤毁形式的D/S临界值降低的幅度更小(图1所示虚线)。
(4)当D/S≥25时,都进入了弹性挤毁区域,但算法已含71.25%的修正系数(修正系数=置信度95%×可靠度75%)。API Spec 5CT标准中,OCTG的大部分规格处在塑性挤毁和过渡性挤毁区间内。
API经验公式预报抗挤毁值的最大缺陷是未考虑套管的制造精度和质量(如不圆度Ova、壁厚不均度Ecc、残余应力σr)。而在实际生产中,由于制造公差,不可避免地存在上述缺陷。因此,人们一直在寻找能涵盖这些因素的最佳抗挤毁预报公式。
2 国内外管材抗挤毁研究进展
实践证明,API Bull 5C3标准中的抗挤毁强度计算公式在一定程度上会浪费钢材,即API的挤毁预报值偏低。国内外学者在Timoshenko理论[3]和理想圆管薄壁筒Lame公式的基础上,辅以挤毁试验,经过大量的推导和修正发现,管材的制造缺陷和质量直接影响挤毁强度指标。1983年,Tamano等人采用系数来表征套管的制造质量,将屈服挤毁和弹性挤毁进行统一,建立了抗挤毁值的二元方程,即Tamano挤毁预报公式[4]。1994年,Tamano挤毁预报公式才被API按照参考的形式吸收,最后多名学者修正了其系数。
2002年,在英国BP石油公司、美国Chevoron石油公司和日本住友钢管公司等的资助下,美国西南研究院SwRI研究了套管的抗挤毁问题,包括套管的制造质量和加工硬化等。SwRI的报告肯定了Tamano等人的贡献,但修正了其公式。2004年,Klever等人对比分析了API Bull 5C3、Tamano理论和Timoshenko理论,修正了Tamano挤毁预报公式,建立了K-T模型[5]。Klever等人通过参考各类文献和查阅大量数据,在该模型中采用了修正ke(弹性挤毁系数)和ky(屈服挤毁系数),修正了原API Bull 5C3标准中的屈服挤毁和弹性挤毁计算公式,具体如下:
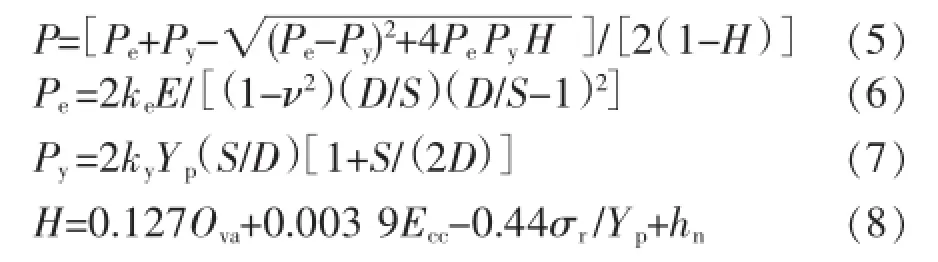
式中P——挤毁值,MPa;
Pe——弹性挤毁极限,MPa;
Py——屈服挤毁极限,MPa;
H——无量纲质量函数;
E——弹性模量,取206 GPa;
ν——泊松比,取0.3;
hn——塑性影响因子。
Tamano理论和Klever修正以及K-T预报公式统一了两大类破坏形式:即屈服破坏到弹性失稳破坏。但K-T模型未考虑材料的硬化指数。2006年,K-T模型被ISO/TR 10400—2007《石油和天然气工业套管、油管、钻杆和作为套管或油管使用的管线管的性能公式及计算》[6]纳入挤毁值算法参考中。该标准总结了各理论的优缺点和相应的模型置信度水平(一般要求≥90%)、可靠度水平(一般要求≥99.5%,意味着接受0.5%的挤毁失效概率)、协方差(COV)以及标准差等统计学指标,指出K-T模型与试验数据的一致性最高(协方差COV最低),K-T模型中的ke=1.089,ky=0.891 1。
与Timoshenko理论一样,K-T模型也认为椭圆度和壁厚不均度等制造缺陷因素对套管极限外压的影响在D/S处于过渡性挤毁区间内最为明显,而这一区间聚集了大量的中等外径常见规格,如Φ177.8~273.1 mm(Φ7~10 3/4 in)。在井下套管柱结构中,这些规格通常是承受较大外挤载荷的规格。
图2所示为110钢级套管在Ova=0.5%,Ecc= 15%,σr=150 MPa(约为名义屈服强度Yp的20%)的质量水平下,API Bull 5C3和K-T模型与试验结果的对比情况(图2中虚线为质量函数H=0的情况,即为理想圆管)。从图2可以看出,K-T模型与实际试验数据吻合程度较高,但在屈服挤毁(D/S越来越小)方面略显不足。其他钢级的分布特征与图2相似,在此不一一列出。另外,不同的制造厂家制造质量水平不同,预报曲线也略有差异。
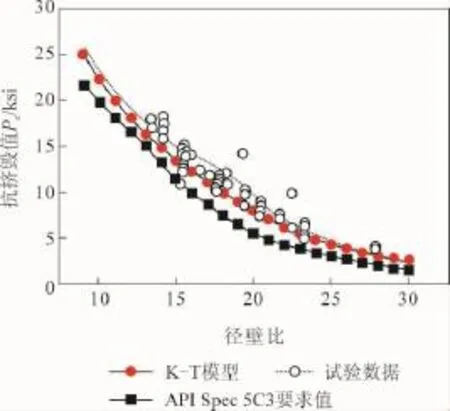
图2 110钢级K-T模型与API Bull 5C3对比
文献[7]认为:API Bull 5C3标准中的抗挤毁预报公式缺少理论依据和严密的数学推导,关于决定何种挤毁形式的分类(厚壁、中厚壁、薄壁)的D/S有待进一步探讨;除质量水平因素外,材质的硬化指数也将影响抗挤毁值,当D/S∧25时材质硬化指数较高的钢材(一般通过调质热处理)可以提高极限外压。这表征的不仅是制造精度和质量水平因素,而是延伸到制造工艺过程因素,其意义是:即使是采用中低碳钢设计的低钢级抗挤毁套管也应采取调质热处理工艺,例如80钢级。有学者提出了一种采用贝氏体钢设计的套管,该贝氏体钢套管不经过调质热处理,其管体材质的硬化指数对抗挤毁值的影响尚未有研究报道。
3 影响抗挤毁性能的因素分析
大多数OCTG制造厂家已采纳了最新的K-T模型,也较好地预报了套管的抗挤毁性能指标。由K-T模型可知,在修正项中,钢管的尺寸质量因素里椭圆度对抗挤毁性能的影响最为关键。需要指出的是:在ISO/TR 10400—2007标准中,极限挤毁外压预报和套管柱挤毁设计所采用的K-T模型不尽相同,具体表现在系数取值不同。
3.1椭圆度
按照K-T理论,在Ecc=14%,σr=150 MPa的质量水平下,分析椭圆度对套管极限外压的影响,具体如图3所示。其中,Pco为0.1%~0.7%椭圆度下的实际极限挤毁外压,Pc为理想圆管状态下的极限挤毁外压。根据弹性力学理论,与理想圆管相比,椭圆度降低了截面刚性EI(I是截面的惯性矩),必然会降低极限挤毁外压。文献[7]指出:对于D/S≤12的厚壁管,椭圆度对极限外压的影响很小,与图3所示的规律一致。
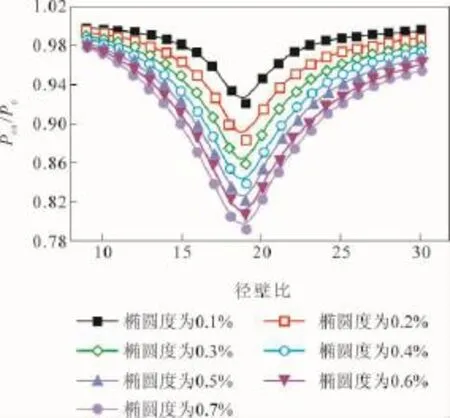
图3 椭圆度对套管极限外压的影响
由图3可知,当D/S为15~23时,椭圆度对抗挤毁强度预报值的影响非常明显,与椭圆度质量较高(Ova∧0.5%)相比降低10%以上;D/S在17~21时更明显,甚至下降20%。上述影响也是由K-T模型本身决定的。通过计算可知,当Pe=Py时,D/S正好在18.5~19.0,说明K-T模型本身就存在着一个奇异点,也解释了图2所示中的虚线存在一个临界奇异点的现象。从理论上讲,在绝对理想圆管的条件下,当D/S为18.5~19.0时,K-T模型与API理论存在最大差距;因此,将两种挤毁失效形式用一个质量函数来统一存在一定的缺陷。
在常见的套管规格中,D/S处在对极限外压影响较为显著的15~23之间占大多数;因此套管的椭圆度是质量保证的重要因素。
3.2残余应力
在生产制造流程中,残余应力主要来源于管材热处理之后的矫直环节,矫直温度过低既会产生应力,还会因包申格(Bauschenger)效应对管体造成加工硬化;文献[5]对此作了详细论述,且与文献[7]的结论相近。其主要结论是:在D/S≥25的情况下,残余应力对抗挤毁强度的影响不明显。需要补充的是,在D/S处在屈服挤毁区间(D/S∧13,具体大小与钢级有关)时,残余应力的影响也非常小。但大多数标准规格套管的D/S都不处在上述这两个区间内,也就是说残余应力的控制水平将显著影响大部分规格的OCTG产品的抗挤毁值。
根据K-T计算公式对比了不同的残余应力对套管抗挤毁值的影响,具体如图4所示,残余应力对极限外压的影响趋势与图3所示椭圆度对套管极限外压的影响类似。图4中的Pcr为残余应力状态下的挤毁值,残余应力符号与K-T模型公式中的意义相同。需要指出的是:K-T理论中残余应力产生于管体内壁处,与一般意义上通过开口法测得的Crampton残余应力并不相同,后者是平均宏观残余应力。
由图4可知:当D/S在15~23时,残余应力对套管抗挤毁值的影响较为明显,椭圆度对抗挤毁强度预报的影响也非常显著,以椭圆度质量较高(Ova∧0.5%)时,抗挤毁值降低10%以上,在这个区间以外影响就不明显;D/S在17~21尤为明显,最高可下降20%。
关于残余应力、加工硬化、拉伸曲线形状是否圆滑过渡等因素的研究均可统一,ISO/TR 10400—2007指出,经过调质处理的抗挤毁套管管材大多数在拉伸曲线上都有明显屈服阶段,hn对抗挤毁强度的影响可忽略。对于制造企业来说,应尽量提高回火温度来提高矫直温度,从而降低残余应力。有文献指出,工艺控制上的残余应力应在名义屈服强度的15%以内。另外,API指出除弹性挤毁以外的挤毁失效破坏形式最开始都发生在套管内壁,为薄弱环节,因此要求抗挤毁套管都必须经过调质热处理来实现强度,还应采用外淋+内喷形式的生产设备和工艺使套管内外表面同步发生相变,提高淬透深度和组织均匀性,从而提高其硬化指数。

图4 残余应力对套管极限外压的影响
4 套管抗挤毁解决方案
4.1 HC和T、TT系列高抗挤毁套管
在一些勘探井中,或者在一些盐盖层、碎屑岩和地层压力(破裂压力)较高的情况下都需要选用高抗挤毁套管。
目前国内各大钢管供应商均有高抗挤毁系列产品,国外最高达到140钢级。法国V&M公司和阿根廷Tenaris公司以“HC”命名,日本企业和我国企业则多以“T”和“TT”命名。法国V&M公司的套管产品规格较多,并提供20多个API标准以外的规格。考虑到经济性,阿根廷Tenaris公司还提供ICY钢级套管,其抗挤毁强度与T系列套管水平相当。
不同高抗挤毁套管的抗挤毁强度保证值如图5所示。由图5可以看出:①各厂家的抗挤毁保证值差距不大,基本上超出API Bull 5C3标准中预报值15%~40%,这与D/S分布有关,尤以塑性挤毁区间内超出较多;②国内企业产品抗挤毁水平相仿,起码在此钢级不低于国外企业产品,尤以过渡性挤毁区间最为明显;③Sumittomo和日本NKK公司的数据基本重合,而法国V&M公司的产品在D/S≥25弹性挤毁区间数据偏保守。与图1相比,对于110及以上钢级套管,提高管体强度级别对抗挤毁值的提升不明显。

图5 不同高抗挤毁套管的抗挤毁强度保证值
从公开的数据来看,在钢级方面,国外企业开发的高抗挤毁系列钢级都偏保守,最高到140钢级,且大部分应用于深井。国内则有关于150和160钢级产品研制开发的报道[8]。
4.2 HCS(S)系列抗硫抗挤毁套管
抗H2S腐蚀套管的研发重点在于材质的耐腐蚀性,但在有些工况下对其抗挤毁性能也有相应要求。抗腐蚀管材普遍对其洛氏硬度有上限要求,而且洛氏硬度与管材的抗拉强度的相关性较高,而管材成分和热处理工艺可以提高抗拉强度。因此,这一类管材的平均屈服强度低于相应钢级抗挤毁套管的,意味着抗挤毁保证值低。也就是说,对于特定规格的抗H2S腐蚀套管,要求其在具有较好耐腐蚀性的同时具有较高抗挤毁性能是相互矛盾的,这些规格指的是其D/S处在弹性挤毁区域以外的规格。
据国外部分厂家的产品资料显示,HC或者TT系列套管的抗挤毁性能比HCS、HCSS和TSS等系列套管的高出10%左右。图6所示为不同抗H2S腐蚀套管(NKK-95HC、NKK-95HCSS和VM-110HC、VM-110HCSS)对抗挤毁性能的要求。从图6可以看出,两家企业(日本NKK公司与法国V&M公司)钢级产品之间的抗挤毁保证值不同,在屈服强度控制上也有差异。
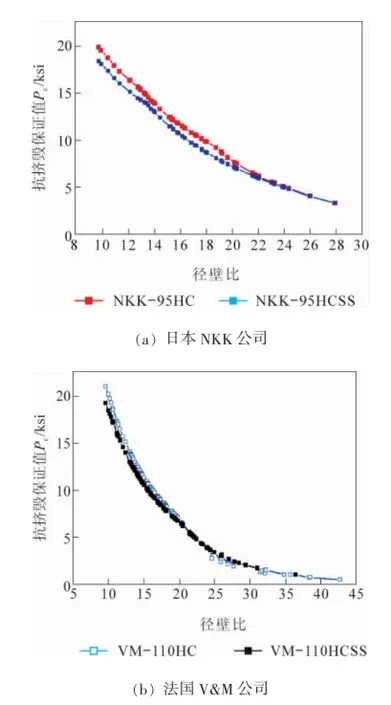
图6 抗H2S腐蚀套管对抗挤毁性能的要求
4.3深井系列套管
油气开发逐渐向深埋深发展,国内外各大厂商纷纷推出了深井套管[9],这也是OCTG应用的一个热点。在API Spec 5CT早期的版本中列出的V150钢级也是深井套管的应用,20多年前日本企业已能批量供应深井套管。另外,法国V&M公司有VM系列深井套管,阿根廷Tenaris公司有DW系列深井套管。国外供应商将深井套管与高抗挤毁套管严格区分开,当然他们的125钢级以上的高抗挤毁套管也大部分应用于深井。
深井中,在地压梯度的作用下,油气产层部位附近围压非常大,引起地层破裂压力非常大(压力系数可能超过2,甚至有些异常高压地层处在管柱中间)。此时,深井套管既要考虑提高管柱本身拉伸强度,还要考虑抗外挤能力(抗外挤强度也是一项突出的指标)。以22 kPa/m的地压梯度为例,正常情况下,6 000 m深井地层破裂压力高达132 MPa,泥浆密度系数达2.24。按API Bull 5C3计算,若以Φ177.8 mm套管作为生产套管固井,其常见的Q125钢级Φ177.8 mm×12.65 mm规格套管的抗挤毁保证值约为100 MPa,壁厚13.72 mm规格套管的抗挤毁保证值也只能保证在115.5 MPa,远达不到安全要求。如果将强度提高到150高抗挤毁钢级,抗挤毁强度能达到137.9 MPa。因此,提高管体抗挤毁强度有两个途径:一是增加屈服强度;另一个是增加壁厚,但会牺牲内径或者通径,给工程施工带来不利影响。
深井套管在应用时,必须考虑井温对套管性能的影响。正常情况下,若按3℃/100 m的地温梯度来考虑,井深6 000 m的井底温度预计能超过200℃,该温度下管体材料不会发生相变,但其他理化性能有变化。材料强度、弹性模量及泊松比与温度的关系如图7所示。由高温拉伸试验可知,高温下管体强度有一定程度下降,图7(a)所示为实验室测得的采用Cr-Mo低合金钢设计的110和150钢级材料的高温拉伸性能,可以看出110钢级材料在约200℃时强度下降更明显,这是由合金含量不同引起的;与室温拉伸强度相比,两者分别降了约10%和5%。
由K-T理论可知,影响抗挤毁值的另两个因素是弹性模量E和泊松比ν,通常认为这两个参量不变;但实际上温度还会使弹性模量有一定程度地下降,而对泊松比的影响很小。在API Bull 5C3的弹性挤毁公式和最新的K-T模型中,温度对弹性模量的影响比较大。图7(b)所示为实验室测得的由普通Cr-Mo低合金设计的110钢级材料的弹性模量和泊松比随温度升高反而下降的规律。与室温相比,至250℃时,弹性模量和泊松比分别下降了6.1%和6.7%,经拟合可知,弹性模量呈线性下降,200℃时弹性模量下降到约203 GPa。
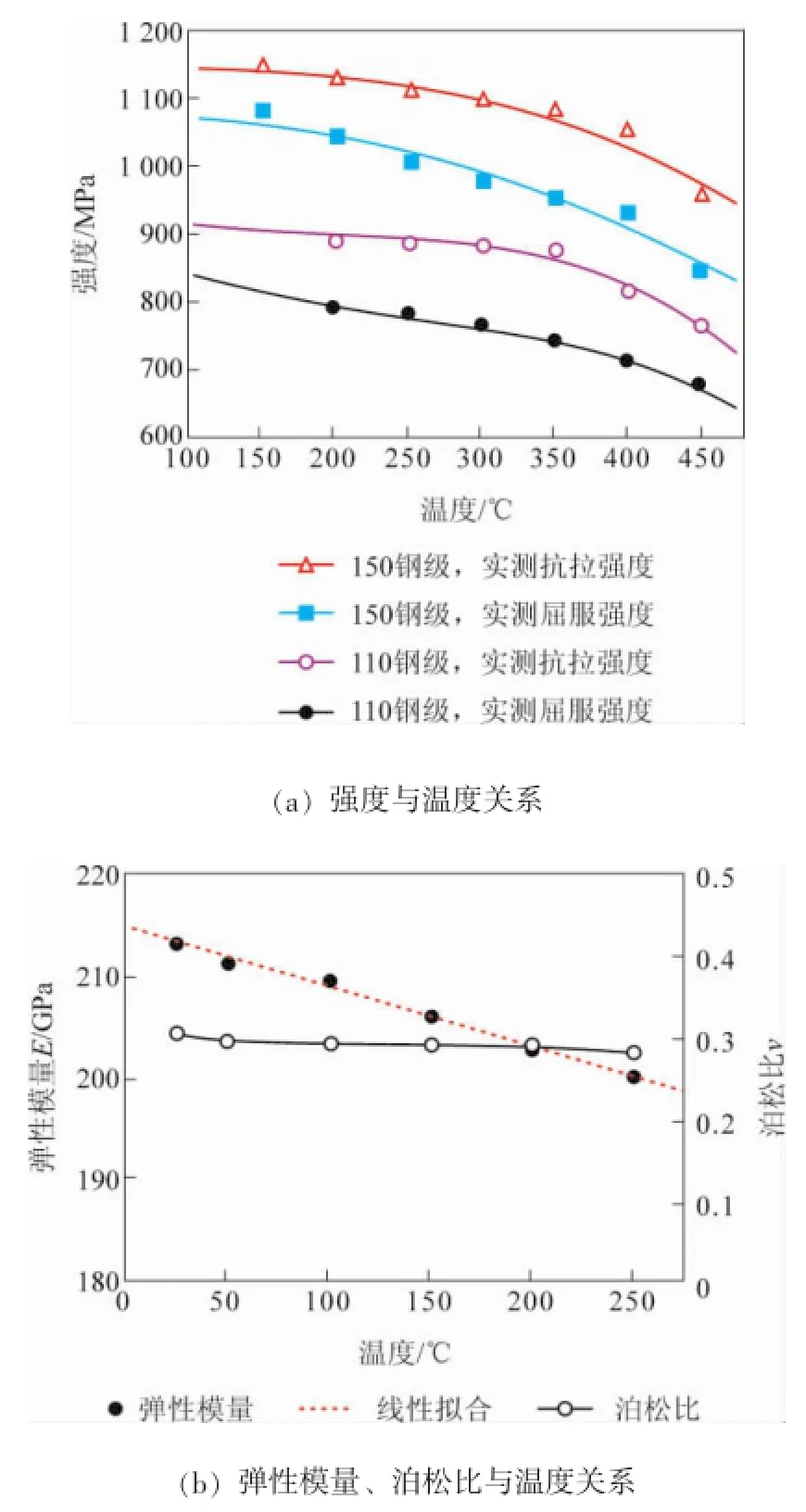
图7 材料强度、弹性模量及泊松比与温度的关系
K-T模型在非室温下的适用性有待深入研究。从普遍情况来看,目前国内外钢管制造企业尚不能进行高温下的挤毁试验和评价。综合考虑温度的影响,在深井的应用中,笔者认为K-T公式中修正系数均应分别下降约6%和5%,使ke=1.024和ky= 0.846 5。
4.4厚壁系列套管
厚壁系列套管可解决特高压地层条件下的抗挤毁问题(印证了4.3节中的结论),厚壁套管一般要求D/S∧12。2002—2003年,天津钢管集团股份有限公司为中原油田解决了盐岩层高压挤毁问题[10],为辽河油田解决了射孔段挤毁问题[11],分别设计了TP130TT钢级Φ152.4 mm×16.9 mm规格和TP120TH钢级Φ193.68 mm×17.14 mm规格套管,且套管投入使用后效果良好。经中国石油集团石油管工程技术研究院检测,TP130TT钢级套管的挤毁外压为167 MPa,达到设备极限仍未压溃;TP120TH钢级套管的挤毁外压为142.9 MPa[11]。
实际上,API Spec 5CT标准本身涵盖十多个D/S≤10的厚壁规格套管,但应用较少,S∧16 mm的套管也很少有应用。由经验可知,对于Q125及以上钢级,在厚壁套管规格区域,提高管体壁厚一个等级获得的抗挤毁值比提高钢级一个等级获得的抗挤毁值效果更为显著(即管材的截面刚度EI对抗挤毁值影响较大),但不能兼顾经济性。
法国V&M公司有专门的厚壁套管系列,并配以特殊螺纹,具有更优良的管体拉伸强度和接头密封性能。该系列产品的径壁比D/S在10附近,最小为5.3,壁厚最大达到31.75 mm。在该产品110钢级中,最大抗挤毁性能为163.4 MPa(23 700 psi);在最高钢级140中,最大抗挤毁性能为207.95 MPa(30 160 psi),且均是按API Bull 5C3预报结果的70%计算的。由此可见,国内超高抗挤毁套管仍有较大发展空间。
对于制造企业来说,厚壁套管有几个突出的问题:①管体径壁比D/S较小,制造难度较大;②壁厚较大,热处理淬透性是个问题,不适合小企业生产;③在螺纹类型设计上,由于管体壁厚较大,要保证接头的连接强度(或者连接效率),除直连型螺纹外,其余接箍的外径和壁厚都较大,给生产制造增大了难度,固井效果也较差;④抗挤毁检测难度较大,除非标准规格影响试验工具备品备件外,挤毁压力过大超出了试验设备的测量范围。
就使用单位而言,由于套管尺寸非标准,需要谨慎处理通径以及下层套管结构程序。施工时,应更换相应的工具;如果不是使用全管柱,容易导致井场管理混乱。由于D/S较小,管柱刚度大,导致下入狗腿度严重处难度较大。由于单个质量较大,还需要考虑起下管柱时井架的承载问题。
4.5双(多)层套管
双(多)层套管是指在大套管内下入小套管,在两套管的环形空间内注入填充介质,填充介质有水泥[12]、原油等液体,形成组合结构,类似于特厚壁管柱,由组合结构整体承担挤毁载荷。
将双(多)层套管应用于盐膏层段,其抗挤毁能力大大提高。国外最早采用双(多)层套管来解决地层高压问题,国内曾在华北、中原等油田有所应用,但该方法需要改变井身结构,大尺寸井眼段较长,增加了钻井费用,现在已经很少使用。在厚壁套管供应困难的情况下可以采用双(多)层套管来提高管柱抗挤毁强度,但提高有限。
4.6大通径抗挤毁套管
大通径抗挤毁套管又名“替换”或者“特殊”通径套管,与API Spec 5CT标准中对应的标准通径套管相比,外径无变化,通径变大,能提供较大的套管内空间。制造企业生产大通径抗挤毁套管时,壁厚控制难度大,常用的方法是降低目标壁厚,可以通过热处理来提高管体的强度,进而保证抗挤毁保值满足要求。
对于API Spec 5CT标准中的特殊通径套管,减小壁厚是有限的,若用百分比x(x=ΔS/S,其中ΔS为壁厚变化绝对值)衡量壁厚减小情况,则径壁比变化为D/[(1-x)S]≈[(1+x)]D/S,即减小壁厚S的百分数在10%以内时约等于D/S上升的百分数。因此,x的选取与径壁比D/S有关,若D/S∧20,应取x∧5%;其他应取x∧3%。在API Spec 5CT标准中特殊通径套管的径壁比D/S大部分都在20以上,即壁厚减小量不宜超过5%。
5 抗挤毁安全系数
在油气井套管柱程序设计过程中,优先考虑的是套管的抗挤毁安全系数。SY/T 5322—2000《套管柱强度设计推荐方法》[13]标准规定,套管全掏空的情况下,推荐抗挤毁安全系数为1.000~1.125。笔者认为这一标准中抗挤毁安全系数选择较低,主要从两个方面考虑:①温度的影响,②非均匀载荷的影响。国内外学者经过大量的试验研究表明,在非均匀载荷下套管的抗挤毁值下降20%~30%[14-16],尤其在水平井、定向井、丛式井中更为明显,文献[17]所描述的存在内管壁处偏磨、外管壁存在非均匀载荷的情况。由于地层压力的方向性和各向异性,实际工程中主要受非均匀载荷的影响。
K-T理论给出了挤毁设计模式下的推荐系数,与实际挤毁值的预报模式不一样。在预报模式下,材质的实际屈服强度大于名义屈服强度;在实际情况下,残余应力占屈服强度的比例变小,在设计模式下都不考虑这些因素,因为制造厂家都不报告实际控制水平,且各厂家的取值也不同。如,ke在80及以上钢级时取0.825,ky在80及以上钢级分别取0.855、0.830、0.840和0.870。当然制造企业供应的产品的实际屈服强度大于名义屈服强度有利于提高管体的抗挤毁能力,但从安全角度来考虑,通过提高安全系数来提高管体的抗挤毁能力更具安全性。
实际应用过程中,普通井况下管柱强度校核时抗挤毁安全系数通常能达到4,异常高压地层工况下的抗挤毁安全系数则要求更高。
根据非均匀载荷下套管抗挤毁下降20%~30%的结论,在异常高压地层工况下应该提高设计的抗挤毁安全系数,虽然这会增加用户使用成本,但为了避免油田工作过程中出现挤毁事故,有必要提高安全系数。
需要注意的是,抗挤毁值是套管的固有属性,是在一个标准大气压下测得的,一般还要求长径比,并不能表述为文献[16-17]所述在特定的工况条件下“下降”,即非均匀载荷下挤毁更严重。
6 结语
(1)K-T模型较好地预报了当前套管的抗挤毁性能,但其公式系数依据各企业自身水平而定。由该模型可以看出,当D/S处在塑性挤毁和过渡性挤毁区间时,椭圆度的影响非常明显,椭圆度成为影响抗挤毁值的主要尺寸质量的工艺控制性因素;当D/S处于弹性挤毁区间或者屈服挤毁区间时,残余应力的影响不明显,一般应尽量控制在名义屈服强度Yp的15%以内。
(2)深井中既要考虑高温影响套管强度,还需要考虑高温对管体材料的弹性模量和泊松比的影响,这些因素最终影响服役条件下管体的抗挤毁能力。采用特厚壁套管来解决深井异常高压地层的挤毁问题是最有效的办法。
(3)抗挤毁套管应采用调质热处理工艺,在满足屈服强度的要求下,采取尽可能高的回火温度,从而提高矫直温度,降低残余应力。推荐采用外淋+内喷式同步相变的热处理工艺来提高管体的淬透深度和组织均匀性。
(4)由于地层压力的方向性和各异性,套管的受力环境很恶劣,套管的挤毁破坏更趋严重,建议提高抗挤毁安全系数,但套管的抗挤毁强度是其固有的工程属性,并不能随地层应力分布特征而发生变化。
[1]API Bulletin 5C3—1983 Formulas and calculations for casing,tubing,drill pipe and line pipe properties[S]. 1983.
[2]API Bulletin 5C2—1987 Bulletin on performance proper-% ties of casing,tubing,and drill pipe[S].1987.
[3]Timoshenko S.Theory of elastic stability[M].Columbus:McGraw-Hill,1936:222-224.
[4]Tamano T,Mimaki T,Yanaimoto S.A new empirical formula for collapse resistance of commercial casing[J]. Journal of Energy Resources Technology,1983,43(5):489-495.
[5]Klever F J,Tamano T.A new OCTG strength equation for collapse under combined loads[J].SPE Drilling& Completion,2006,21(3):164-179.
[6]ISO/TR 10400—2007 Petroleum and natural gas indu-% stries-equations and calculations for the properties of casing,tubing,drill pipe and line pipe used as casing or tubing[S].2007.
[7]仇伟德,赵怀文.影响套管挤压强度的主要因素[J].石油学报,1996,17(2):113-119.
[8]王富强,杨保银,王华,等.TP150TT高强度高韧性抗挤毁套管研制开发[J].天津冶金,2011(1):21-24,52-53.
[9]李鹤林,田伟.面向“十二五”的油井管[J].钢管,2012,41(1):1-6.
[10]张兆盈,张建设,田绍臣,等.TP130TT高抗挤毁套管研究与应用[J].石油钻探技术,2002,30(3):38-39.
[11]宗卫兵,张传友,沈淑君,等.非API标准规格TP120TH稠油热采井专用套管的开发[J].天津冶金,2005(1):15-19,53.
[12]肖国益,王英,郭建强.复合盐膏层双层组合套管设计[J].钻采工艺,2011,6(1):55-59.
[13]SY/T 5322—2000套管柱强度设计推荐方法[S].2000.
[14]谢国民.套管缺陷及高抗挤毁套管抗挤强度研究[J].江汉石油科技,2005,15(3):28-32.
[15]韩建增,张先普.非均匀载荷作用下套管抗挤强度初探[J].钻采工艺,2001,24(3):48-50.
[16]于桂杰,于永南,宋俊立.集中载荷作用下套管抗挤能力分析[J].石油机械,2006,34(12):28-31.
[17]Lin Yuanhua,Qi Xing,Deng Kuanhai,et al.Empirical formula given for collapse of worn casing under non-% uniform loading[J].Oil and Gas Journal,2013,111(2):60-65.
Solution for Oil Casing Collapse Resistance and Relevant Development
JIANG Yong,WU Yongli,JIAO Lifeng
(China Petroleum Pipeline Material and Equipment Corporation Co.,Langfang 065000,China)
Briefed here in the essay is the latest research updates and progressive development on the prediction formulas of collapse resistance of the oil casing.Advantages and limitations of each of the relevant theories are respec-% tively analyzed.According to the new Klever-Tamano(K-T model)equation,main factors affecting the collapse resis-% tance are analyzed,including manufacture quality factors like the pipe’s ovality and the residual stress.Elaborated here are also different solutions for oil/gas well-purposed anti-collapse casings and products as made at home and abroad.Various series of related products and solutions are compared in terms of advantages and disadvantages,and the control tips.Furthermore relevant suggestions are put forward,including using extra-heavy wall casing for deep well in abnormal hi-pressure stratum,having the anti-collapse casing subjected to quench-temper treatment,and enhancing design safety factor of collapse resistance of the casing.
oil casing;collapse resistance;D/S ratio;ovality;residual stress;K-T model
TG113.25;TE931+.2摇摇
B摇
1001-2311(2016)02-0059-08
江勇(1980-),男,硕士,工程师,主要从事油井管的采购工作。
2015-08-21;修定日期:2015-12-22)
猜你喜欢
固体火箭技术(2023年6期)2024-01-12 11:19:50
钢管(2023年4期)2023-10-16 12:12:04
钢管(2023年2期)2023-08-06 05:33:48
中国特种设备安全(2021年5期)2021-11-06 05:09:42
橡塑技术与装备(2021年7期)2021-04-22 15:55:06
科技视界(2020年28期)2020-10-29 09:50:26
四川冶金(2020年3期)2020-02-19 22:14:17
制造技术与机床(2019年10期)2019-10-26 02:47:34
山东工业技术(2019年5期)2019-03-13 14:26:40
石油化工设备(2018年6期)2018-11-26 09:00:42