乙二醇脱水工艺在大型高压天然气处理装置中的优化运行
2016-09-06 07:37崔连来郑天宝中原油田天然气处理厂河南濮阳457001
河南化工 2016年4期
崔连来,张 涛,王 纪,郑天宝(中原油田天然气处理厂,河南濮阳 457001)
·生产实践·
乙二醇脱水工艺在大型高压天然气处理装置中的优化运行
崔连来,张涛,王纪,郑天宝
(中原油田天然气处理厂,河南濮阳457001)
摘要:大型高压天然气处理装置加纳天然气处理厂应用乙二醇脱水工艺,容易产生乙二醇再生系统设备腐蚀、乙二醇大量损耗、换热器冻堵等问题,从而导致管输商品气产品不合格和液化气LPG产品收率降低。分析原因后,采用更换乙二醇再生塔填料,增加乙二醇过滤器滤芯更换频率,提高乙二醇再生温度,控制乙二醇pH值和调整乙二醇加注喷嘴角度的方法逐步解决了问题,使得商品气符合产品要求和液化气收率明显提高。
关键词:乙二醇脱水工艺;大型;高压;天然气处理装置;优化运行
0 前言
加纳天然气处理厂是非洲加纳国家的第一个大型天然气处理装置,其天然气设计处理能力约420 万m3/d,于2014年11月建成,由中原油田天然气处理厂承担投产和运行。该装置采用高压天然气节流制冷工艺,经分离、过滤、制冷和分馏单元回收天然气中较重的组分,产品有管输商品气、液化气LPG和稳定轻烃。
在高压天然气节流制冷过程中,采用加注水合物抑制剂乙二醇的方法来防止形成水合物。经分离和过滤的原料气在进入换热器管程前喷入乙二醇,这样雾化的乙二醇与原料气在换热器中充分混合,然后经J-T阀节流进入到低温分离器中[1]。该低温分离器为三相分离器,吸水后的乙二醇在三相分离器底部的分液包中,此称为富乙二醇。富乙二醇进入到乙二醇再生系统中脱除吸收的水和少量的烃,此称为贫乙二醇。贫乙二醇经加注泵升压后加入原料气换热器内循环利用。
工艺流程如图1所示。
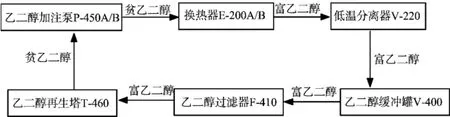
图1 乙二醇再生工艺流程
1 乙二醇脱水工艺存在的问题
自2014年11月加纳天然气处理装置投产以来,乙二醇再生系统存在乙二醇溶液中出现黑色悬浮物、溶液的pH值降低、过滤器滤芯表面被黑色固体颗粒附着、乙二醇损耗量不断增加等一系列严重问题。于2015年4月装置停产检修时发现乙二醇再生设备结垢和再生塔填料腐蚀、换热器堵塞等现象。
1.1乙二醇再生系统设备结垢和腐蚀
在装置检修期间发现乙二醇再生塔再沸器导热油U形管束结垢严重,上面附有大量用高压水枪都很难冲洗掉的黑色固体污垢。乙二醇再生塔内的碳钢散堆填料被黑色固体粉末堵塞而且部分填料被腐蚀成粉末状。根据原料气组分可知原料气中二氧化碳含量为1.4%,同时含有微量硫化氢。乙二醇在脱水的同时还会吸收原料气中部分酸性气体并将其带至乙二醇再生系统[2]。乙二醇加热再生时吸收的酸性气体同水一起被蒸出,因此再生塔内酸性气体浓度相对较高是造成乙二醇设备腐蚀的主要原因。
1.2乙二醇大量损耗
装置运行期间,乙二醇的损耗量最高可达到400 L/d,乙二醇损耗流程见图2。根据装置设计方提供的数据,装置正常运行时乙二醇损耗量应在每周400~600 L[3]。通过对装置运行数据的研究发现,造成乙二醇损耗的主要原因有低温分离器内烃液和气体的夹带、乙二醇再生塔顶的蒸发损失等[4]。
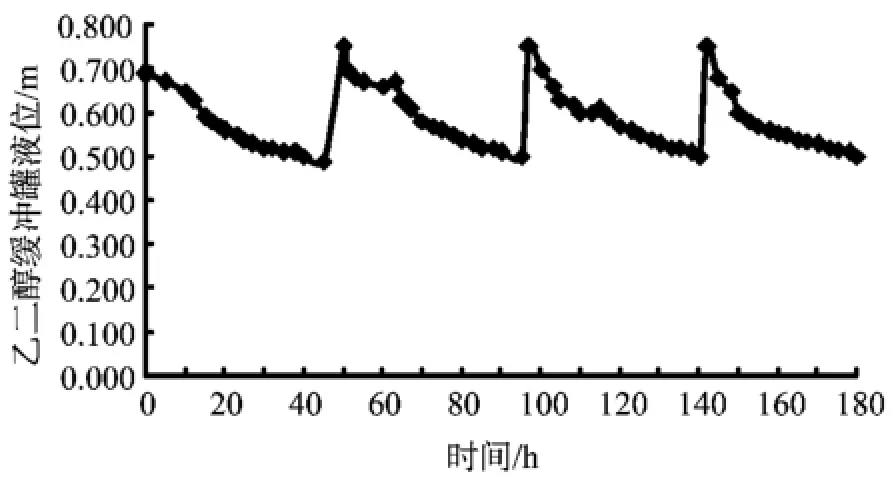
图2 乙二醇损耗统计图
乙二醇溶液中的黑色悬浮物以及沉淀在设备上的黑色糊状物质是乙二醇系统长期运行过程中逐渐产生的。这些黑色固体的形成与原料气中所含的重烃、有机酸、酸性气体等,乙二醇溶液的pH值以及乙二醇再生时的热分解产物有很大关系[5-6]。固体悬浮物的存在也会使乙二醇溶液起泡,导致在低温分离器中乙二醇不能充分地与液态烃分离而增加乙二醇的损耗量[7]。
1.3换热器冻堵
换热器的冻堵直接导致了换热器管程压差增大及气气换热器换热效率降低,最终导致商品气与原料气换热不充分,出现低温分离器温度较高、商品气不合格现象。
1.3.1商品气不合格
商品气温度偏低,其产品要求为0℃以上,而实际运行值为-2℃,导致商品气外输管线上的超声波流量计无法计量,影响了天然气处理厂安全平稳运行。商品气热值超标,下游用户要求商品气热值为37 250~43 582.5 MJ/Nm3,而实际商品气热值为44 104 MJ/Nm3,影响了下游发电厂的稳定运行。
正常情况下,原料气预冷后温度应为-13℃左右,而实际在6℃左右,使得低温分离器的温度高达-15℃(其正常值应在-30℃以下),气气换热器的换热效果大幅降低,导致原料气不能充分预冷,因此直接导致收率降低。
综上所述,乙二醇大量损耗造成了不必要的经济损失,换热器冻堵则直接影响换热器的换热效率,从而导致商品气不合格和的收率明显降低,因此减少乙二醇损耗量和换热器冻堵已成为一个亟需解决的问题[8-9]。
2 解决措施
2.1更换乙二醇再生填料
从上面的分析可看出,在乙二醇再生塔内二氧化碳的存在是再生塔内碳钢填料被严重腐蚀的原因[10-12]。结合现场情况,考虑通过改变填料的材质来增强其抗腐蚀性能。针对二氧化碳产生的腐蚀环境以及检修时填料被腐蚀的情况,将再生塔填料由碳钢换成了不锈钢材质。
2.2调整乙二醇加注喷嘴角度
查阅设备资料可以看出,气气换热器管板上的管子布局近似为椭圆形,对应的乙二醇加注喷嘴喷雾形状为60°的椭圆锥形。气气换热器的乙二醇加注喷嘴的安装角度应水平安装,这样喷出的乙二醇才能刚好完全覆盖在换热器的管板上。
检修时发现乙二醇的加注器喷嘴安装角度存在问题,使得喷出的乙二醇不能较好地覆盖在换热器的管程区域。对乙二醇加注喷嘴进行角度调整,使喷出的乙二醇全部覆盖在换热器的管板上,这样原料气可充分与雾状乙二醇混合,从而抑制水合物的形成[13]。
2.3增加乙二醇加注泵的加注量
增加乙二醇加注泵的加注量,使喷嘴喷出的乙二醇更好地雾化。由于乙二醇加注泵由变频器控制,所以可通过简单提高频率增加加注泵的排出量。乙二醇泵的频率由以前的20%提高至50%以上,保证喷出的乙二醇能够很好的雾化。
2.4增加乙二醇过滤器滤芯更换频率
为减少固体杂质对乙二醇溶液的影响,增加了乙二醇过滤器滤芯的更换频率。从而减小乙二醇中固体杂质的浓度,减缓黑色固体物质在设备上的沉淀速率。
2.5提高乙二醇再生温度
提高乙二醇再生温度至120℃,保证再生后的乙二醇溶液浓度在80%(乙二醇的质量分数)左右,在此浓度下乙二醇溶液有较好地防止水合物形成的效果。
3 现场应用效果分析
通过对乙二醇再生系统进行优化后,乙二醇损失速率明显降低,溶液pH值有了明显改善,同时解决了换热器冻堵问题。
3.1乙二醇损失速率
乙二醇损耗趋势对比图见图3。
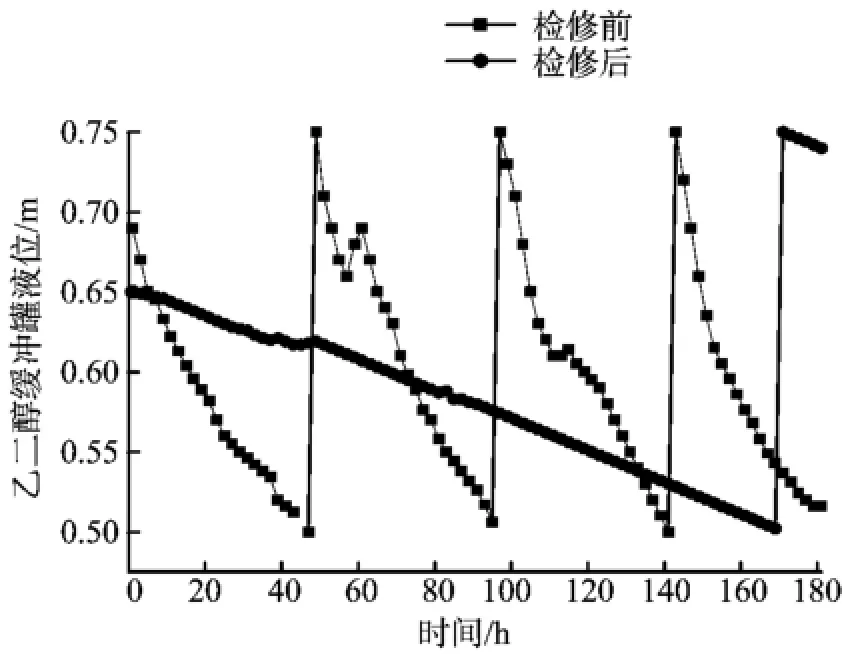
图3 乙二醇损耗趋势对比图
由图3可知,乙二醇的损失量由每周1 500 L降至每周700 L。通过采取上述措施,增加了乙二醇的回收率,明显降低了乙二醇的损耗量。
3.2乙二醇溶液pH值
pH值是乙二醇溶液的一个重要监测指标。由于pH值太高或太低都容易造成乙二醇溶液发泡,增加乙二醇损失[14]。同时pH值过低还会加速设备的腐蚀[15-16]。乙二醇贫液pH值变化趋势如图4所示。
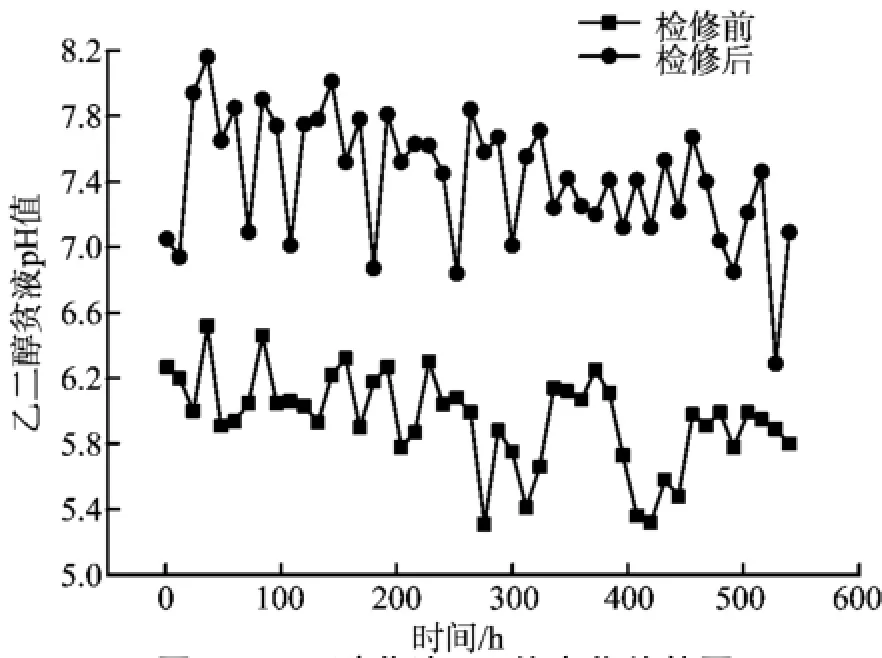
图4 乙二醇贫液pH值变化趋势图
由图4可以看出,乙二醇贫液的pH值有了明显改善。
3.3解决了换热器冻堵问题
矫正了乙二醇加注喷嘴的安装角度,调节了原料气在换热器中的流量分配,解决了换热器压差高、换热效果差的问题。方案实施后,商品气热值符合了下游用户的要求(见表1),提高了装置液化石油气收率(见表2),提高了装置运行稳定性。
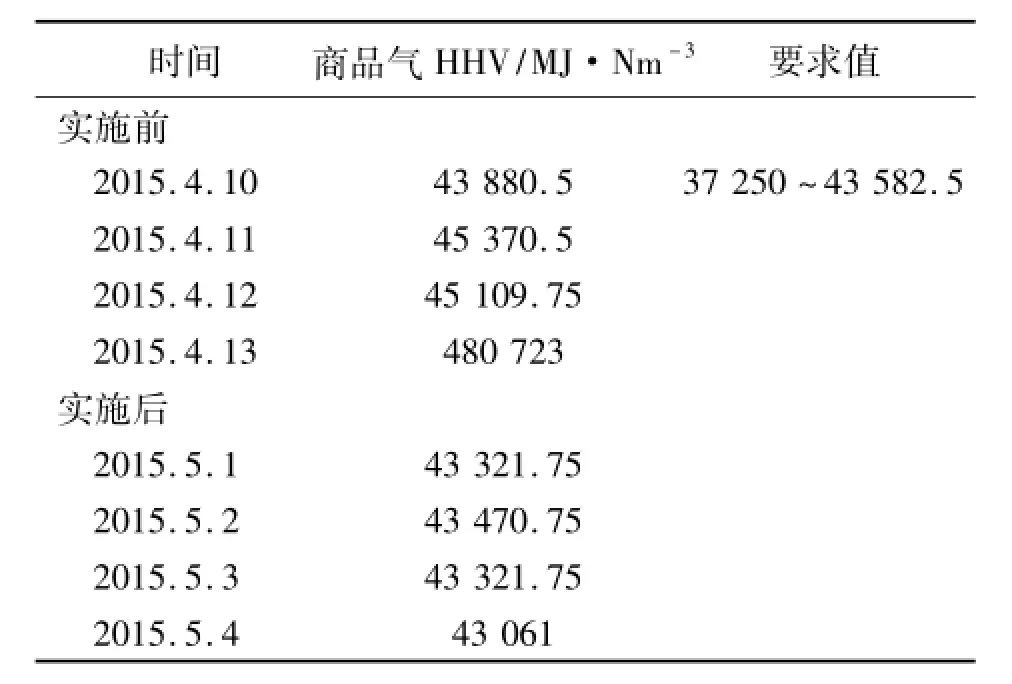
表1 方案实施前后商品气热值与要求值比较表
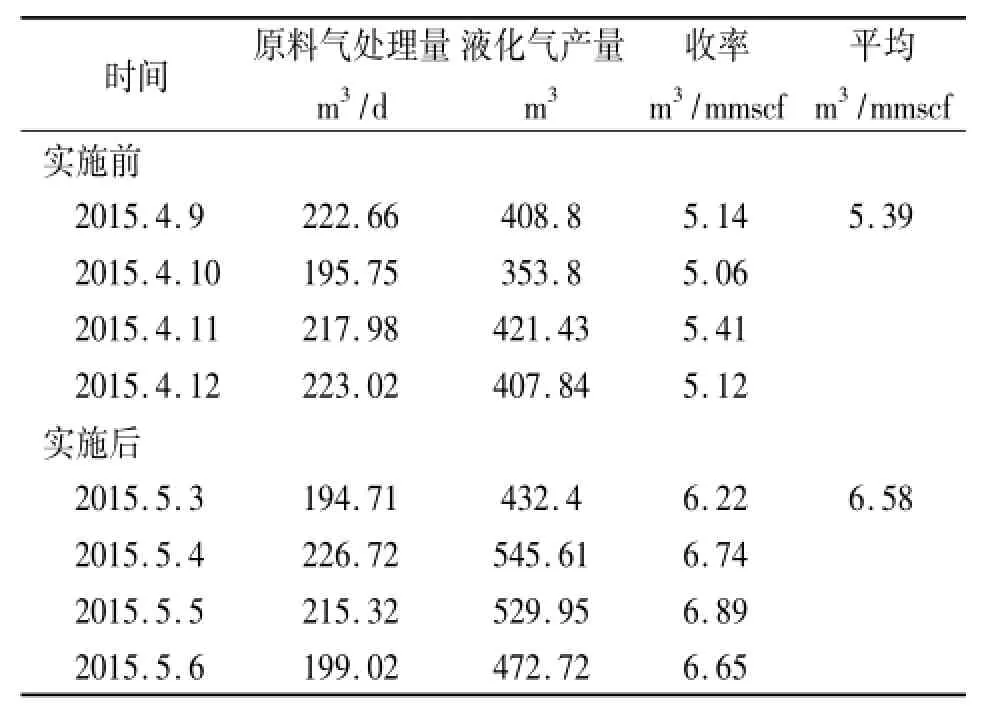
表2 方案实施前后液化气收率比较表
4 结论
根据乙二醇脱水系统运行过程中出现的种种问题,以及装置检修期间发现的问题,查阅相关文献资料,分析问题出现的原因,并根据装置本身的特点,对如何减轻乙二醇溶液对设备的腐蚀及减少乙二醇损耗进行了改进:①更换乙二醇再生填料解决了二氧化碳腐蚀乙二醇再生塔的问题;②调整乙二醇加注喷嘴角度和增加乙二醇加注泵的加注量解决了换热器冻堵的问题,抑制了水合物的生成;③增加乙二醇过滤器滤芯更换频率、提高乙二醇再生温度和控制乙二醇的pH值解决了乙二醇再生系统损耗量大的问题。装置优化后,乙二醇的消耗量明显降低,同样也改善了换热器的运行状况,增加了液化气产品的收率。装置的平稳高效运行为下游用户提供了优质的燃料气,为加纳电力能源供应做出贡献。同时大大缓解了加纳进口LPG的压力,为加纳用户提供高质量的液化石油气产品,取得了很好的社会效益。
参考文献:
[1]李德树,文绍牧,潘旭.引进撬装天然气脱水装置试运分析[J].天然气工业,1999,19(2):108-112.
[2]晁宏洲,王赤宇,马亚琴,等.乙二醇循环系统的工艺运行分析[J].石油与天然气化工,2007(2):110-114.
[3]余斌,姜义民.中七浅冷装置乙二醇再生系统技术改造[J].油田节能,2007,18(3):57-58.
[4]陶波,王同峰,刘永明,等.乙二醇在天然气处理工艺中的损耗分析与研究[J].化学工程与装备,2013 (09):85-86.
[5]张海燕,宁英男,孙开友,等.天然气乙二醇脱水系统监测分析与防腐蚀方案[J].腐蚀与防护,2005,26 (12):518-520.
[6]陈慧娟,张淑芳,于铁成.乙二醇在天然气脱水过程中酸化机理的研究[J].化学工程师,1994(1):12-14.
[7]丁启耀.天然气脱水工艺乙二醇损耗大原因分析及处理[J].广州化工,2013,41(21):133-135.
[8]杨园园,陈晓明,张锋,等.乙二醇净化工艺技术研究应用[C].全国天然气学术年会论文集,2013:382-390.
[9]刘天俊.天然气脱水、脱酸气处理新工艺[J].中国海上油气工程,1994,6(1):67.
[10] 迟东辉.油田伴生气酸性气体脱除技术研究[D].大庆:大庆石油学院,2007.
[11] 高云义.长岭气田高含二氧化碳天然气处理技术研究[D].大庆:东北石油大学,2012.
[12]姚春旭.川东北高含硫天然气脱硫脱碳工艺研究[D].青岛:中国石油大学,2011.
[13] 胡志兴.天然气水合物相平衡研究及其应用[D].秦皇岛:燕山大学,2011.
[14] 贺江波,孙晓飞,徐乐乐,等.乙二醇再生塔操作优化[J].重庆科技学院学报:自然科学版,2011(4):94-97.
[15] 王旭锋,逯国英,张萍,等.盐穴储气库乙二醇+JT阀制冷脱水工艺设计[J].中国新技术新产品,2014 (23):59.
[16] 马全天,王玉,杜福祥,等.牙哈气田凝析气处理装置乙二醇系统工艺优化[J].天然气工业,2006(1):141-142.
中图分类号:TQ028.3
文献标识码:B
文章编号:1003-3467(2016)04-0031-04
收稿日期:2016-02-27
作者简介:崔连来(1985-),男,助理工程师,从事天然气处理技术工作,电话:18338058017。
猜你喜欢
军民两用技术与产品(2022年6期)2022-08-06
能源工程(2021年5期)2021-11-20
廉政瞭望(2018年15期)2018-09-17
教育界·下旬(2016年9期)2017-03-31
中国新技术新产品(2017年7期)2017-03-18
商情(2016年32期)2017-03-04
中国经贸(2016年22期)2017-01-16
民生周刊(2015年6期)2015-03-23
专用汽车(2015年7期)2015-03-01
纺织导报(2014年9期)2014-10-31