
履带销套用管SCr440B的开发
2016-09-05 02:52:46张国柱刘江成天津钢管集团股份有限公司天津300301
天津冶金 2016年1期
张国柱,魏 刚,刘江成(天津钢管集团股份有限公司,天津300301)
履带销套用管SCr440B的开发
张国柱,魏刚,刘江成
(天津钢管集团股份有限公司,天津300301)
为满足市场需求,成功开发出规格为Φ73.00mm×14.00 mm的履带销套用管SCr440B。该产品为中碳含硼钢种,生产时要求较高的尺寸精度和淬透性。生产实践表明,该产品的常规性能检验、几何尺寸、淬透性以及发纹试验均能够满足用户要求,实现了履带销套用管的国产化。
履带销套用管;淬透性;发纹试验
1 引言
天津钢管集团股份有限公司(以下简称TPCO)是国内无缝钢管生产基地,连续几年无缝钢管产量居世界第一。其主要产品为石油套管、油管和管线管、高压锅炉管、高压气瓶管、液压支架管等各类专业管材。TPCO凭借领先的生产设备以及多年积累的无缝钢管生产经验,时刻把握市场的脉搏,深入了解用户的需求,成功开发出履带销套用无缝钢管。
建设机械车辆分为两类:依靠轮胎行驶的(如汽车)和依靠铁带行驶的。后一种类型中使用的铁带通常指“履带”。和轮胎相比,履带与地面的接触面积更大,因而能够显著降低单位面积的承受重量(接触压力),这种压力的降低意味着履带能够避免陷入湿地和路况糟糕的道路地面中,确保长距离行驶。履带销和套是连接链轨节的重要环节。推土机作业时,销和销套之间的接触应力是循环变化的,处于摩擦状态,其内部磨损是不可避免的[1]。
履带销套用管的主要生产难度在于其外径小、壁厚大(即径壁比较小),并且要求的尺寸精度高,此外,由于其特殊的使用环境—起到销轴和履带间的连接与支撑作用,长期处于承受滚动摩擦的状态而要求其具有良好的耐磨性,即具有优异的淬透性。为打破长期以来履带销套用管一直依赖进口的局面,更好地占领市场,TPCO根据用户的需求,成功开发出钢种为SCr440B履带销套用管Φ73.00 mm×14.00mm规格的产品,经用户使用后,认为该产品完全满足各项技术指标要求。
2 履带销套用管SCr440B的成分设计、尺寸要求及工艺流程
2.1履带销套用管SCr440B的成分设计
根据用户的要求,该产品最终的交货状态为热轧状态。在交付使用后,用户根据需要切割成特定的长度(约400mm)后进行精加工及淬火处理等方式,以保证其在使用过程中具有足够的耐磨性。因此用户提出该产品的设计成分为SCr440B,主要成分见表1。从表1中可知,该成分与国标中的40Cr类似,属于中碳微合金钢。硼对淬透性的贡献,主要在于硼对奥氏体晶界的偏聚[2-3],使奥氏体分解时新相在奥氏体晶界处形核困难,淬火时推迟了铁素体在晶界上的形核,从而造成奥氏体分解的孕育期增长,使淬透性提高。研究表明:在钢中加入0.002%~ 0.003%硼达到的增加淬透性的作用,相当于加入约0.5%的Mn、Cr或Mo。在40Cr成分的基础上特意增加了硼元素,旨在保证产品具有一定的淬透性。同时保证一定的Ti/N比,保证Ti与N元素能够充分固溶,达到一定的强化作用。
2.2履带销套用管SCr440B的几何尺寸要求
TPCO与用户共同开发的履带销套用管的规格为Φ73.00 mm×14.00 mm,具体几何尺寸要求见表2。从表中可知,该产品的外径公差只有1%(0~+1 mm),尤其是对任一截面壁厚不均的要求,使壁厚的公差范围又缩小在20%的公差范围内,同时要求产品具有良好的直度。
2.3履带销套用管SCr440B的生产工艺流程
TPCO充分利用现有的炼钢和轧管设备,结合履带销套用管SCr440B的化学成分要求,主要生产工艺流程如下:
电炉→精炼→真空脱气→连铸→切割→冷却→管坯加热→穿孔→轧管→减径→冷却→锯切→矫直→探伤→检验→判定→入库。

表1 SCr440B的化学成分要求/%

表2 履带销套用管SCr440B的几何尺寸要求
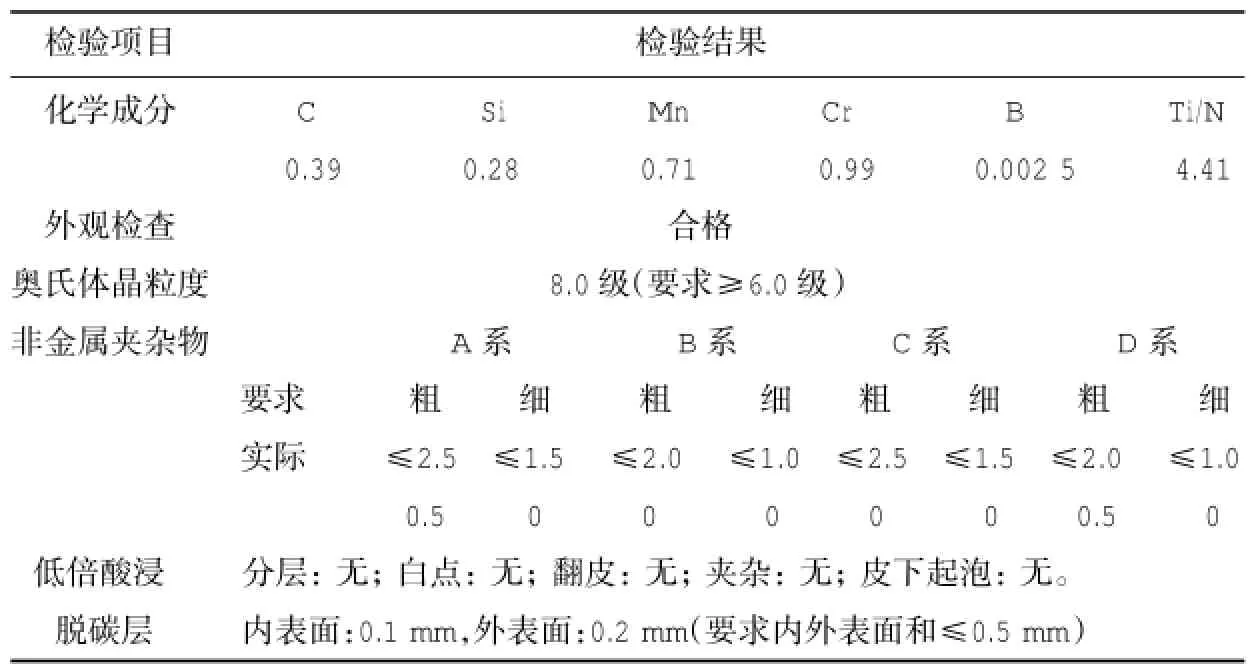
表3 履带销套用管SCr440B的常规检验
3 履带销套用管SCr440B的性能要求及开发结果
3.1常规性能检验
如前所述,由于履带销套用管最终以热轧状态交货,故在成品管合格出厂前需要做常规的检验,如化学成分、外观检查、奥氏体晶粒度、非金属夹杂物、低倍酸浸、脱碳层等。各项检验结果见表3。
从表3中结果可知,各项检验结果均满足用户的要求。
3.2实际测量的几何尺寸结果
TPCO开发的履带销套用管各项几何尺寸均满足用户的要求。表4中的结果是用户随机抽取的2支钢管No.1和No.2的实际交货尺寸。从表4中可知,TPCO生产的履带销套用管的各项几何尺寸均满足用户的要求,并且任一截面的壁厚不均≤5.0%,远低于用户20%的要求。
3.3淬透性试验
按照GB/T 225-2006钢淬透性的末端淬火试验方法(Jominy试验)[4]中对端淬试样的要求进行淬透性试验。在连铸坯上取一段圆坯锻造成Φ70 mm的坯子,以保证有足够的压缩比(标准中建议在连铸产品中取样时,压缩比至少不小于8:1)。按照如图1要求的尺寸加工端淬试样,在WDZ-02自动端淬试验机上进行淬透性试验。在试样加热前将试样表面均匀涂抹防氧化层,以防止加热表面被氧化而影响淬火效果。
具体试验方案为:淬火温度950℃,保温时间30min,之后将加热后的试样放在端淬机上冷却,喷水管正对试样不带凸缘的一端,喷水时间10 min,此后将试样浸入冷水中完全冷却。
淬火后硬度的测定和准备:在平行于试样轴线方向采用机加工的方式磨制出两个相互平行的平面,磨削深度为0.4~0.5mm。之后在AT200 DR洛氏硬度试验机上测定硬度值。淬透性的要求值与实际值见表5。从表5中结果可知:TPCO和用户对淬透性的检验均满足设计要求。
3.4发纹试验
发纹试验按照日标JISG0556钢材的发纹目测试验方法[5]要求执行。对于所开发的Φ73.00 mm× 14.00 mm规格钢管进行D-1 mm(d I)的1个阶梯(即Φ72.00mm)进行加工,试样尺寸见图2,其中阶梯长度l=63.6 mm。阶梯处加工面的粗糙度在Ra 3.2μm~Ra 6.3μm(见JISB0601[6])。将加工好的试样放在加热到65~80℃的工业用盐酸溶液中,加热10~30min。试样浸蚀时,试样表面不得与其他容器或试样接触。试验后参照JISG 0556标准进行发纹的评定,发纹的要求值为:总条数≤7,总长度≤10 mm,发纹最大长度≤4 mm。
在TPCO的发纹试验结果和用户入厂的发纹检验结果为,D-1 mm的1个阶梯中均未发现裂纹。

表4 履带销套用管SCr440B的几何尺寸精度及实际尺寸

图1 端淬试样尺寸
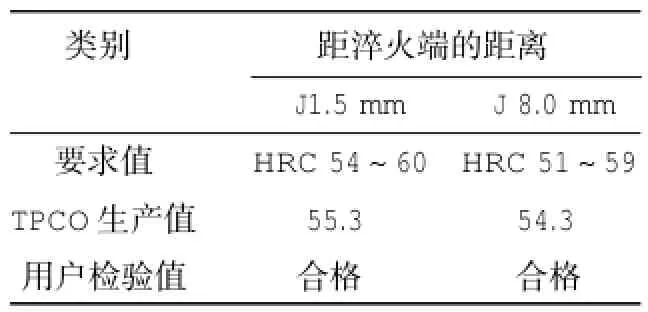
表5 淬透性要求值与实际值

图2 发纹试验用试样(1个阶梯)
4 结论
综上所述,TPCO采用先进的炼钢和轧管工艺,开发的履带销套用管SCr440B,规格为Φ73.00 mm×14.00 mm的产品不仅化学成分等常规检验结果和几何尺寸满足用户要求,而且针对该产品所做的特殊的淬透性和发纹试验均满足用户要求,并且得到了用户的最终认可,彻底打破了履带销套用钢管长期依赖进口的局面,真正实现了履带销套用管的国产化,为今后继续开发其他规格奠定了基础,在完善了TPCO产品结构的同时,亦提升了钢管公司的综合竞争力。
[1]郑桂芸.一种履带式工程机械链轨节销套用钢及其制造方法[J]. 2012(3):3.
[2]许洪新,李文卿,杜斌.微量元素钛和硼对20MnVB钢淬透性的影响[J].钢铁,1991,26(3):46.
[3]吴素君,硼及其它合金元素对钢组织性能的影响[M].北京:航空航天大学:2013.
[4]GB/T225-2006,钢淬透性的末端淬火试验方法(Jominy试验)[S].
[5]JIS G 0556:2014(JISF)Method ofmacro-streak-flaw test for steel[S].
[6]JISB0601:2002(JISF),Geometrical Product Specification(GPS)-Surface texture:Profile method-Terms,definitions and surface texture parameters[S].
Development of SCr440B Pipe for Caterpillar Pin Bush App lication
ZHANG Guo-zhu,WEI Gang and LIU Jiang-cheng
(Tianjin Pipe[Group]Corporation,Tianjin 300301,China)
In order tomeetmarket demands,SCr440B caterpillar pin bush pipe sizedΦ73.00 mm× 14.00mm was successfully developed.The product ismedium carbon boron steel requiring high dimensional precision and hardenability.Production practice showed its normal property test,geometric dimension,hardenability and flake test can allmeet the requirement of the customer,realizing the localization of caterpillar pin bush pipe.
caterpillar pin bush pipe;hardenability;flake test
10.3969/j.issn.1006-110X.2016.01.004
2015-10-13
2015-11-02
张国柱(1984—),男,硕士,工程师,主要从事无缝钢管的设计开发工作。
猜你喜欢
中学生数理化·八年级物理人教版(2023年4期)2023-05-05 07:29:32
中国石油石化(2021年8期)2021-03-30 12:39:14
甘肃教育(2020年24期)2020-04-13 08:25:18
石油化工建设(2019年6期)2020-01-16 08:03:42
健康女性(2017年2期)2017-04-27 08:38:15
橡胶工业(2015年4期)2015-02-23 23:29:38
健康女性(2014年2期)2014-03-12 02:53:28
热处理技术与装备(2014年6期)2014-01-10 12:36:26
热处理技术与装备(2014年6期)2014-01-10 12:36:22
热处理技术与装备(2014年6期)2014-01-10 12:36:20
