基于工艺流程的齿轮滚刀生产过程质量控制
2016-09-02 07:12:51马丽心宫运启
哈尔滨商业大学学报(自然科学版) 2016年2期
李 鹭,马丽心,宫运启
(哈尔滨商业大学轻工学院,哈尔滨150028)
基于工艺流程的齿轮滚刀生产过程质量控制
李鹭,马丽心,宫运启
(哈尔滨商业大学轻工学院,哈尔滨150028)
以磨前齿轮滚刀为例,通过对其工艺流程的分析,根据各加工工序的难易程度或产生不合格率的频率可得出滚刀生产过程中的关键工序,针对关键工序中机床的精度、采用的加工方法、切削用量的使用、材料的应用等方面,并综合运用工艺流程图、计数统计、因果图、AtuoCAD等工具,从中找出影响齿轮滚刀质量的关键因素,针对问题采取相应的措施,来达到对齿轮滚刀质量的控制,以此提高齿轮滚刀的精度.
齿轮滚刀;工艺流程;关键工序;质量控制
1 国内外齿轮滚刀质量的发展状况
目前国内广泛应用的齿轮滚刀有高速钢齿轮滚刀、硬质合金齿轮滚刀等,这些刀具不仅切削速度高,使用寿命长,还可以达到大批量生产的水平.由于齿轮滚刀的不断发展,加工齿轮滚刀的机床(包括磨床、铲齿机等)精度也有了大大的提高.我国的涂层技术也日臻完美,基本上都是采用氮化钛涂层,并在不断的开发新的涂层.
而国外的齿轮滚刀在几十年前就比我国先进很多,很早就可以大批量生产高速钢齿轮滚刀,并且应用氮化钛涂层就比我国早20~30 a,国外很多国家开始在齿轮滚刀的结构上做出改变,并研究出很多种可转位滚刀.传统结构的滚刀用钝后均需重磨前刀面,如刀齿损坏后,容易致使整刀报废,而可转位滚刀用钝后换位即可[1],无需重磨,减少了重磨成本,且很大程度上延长了齿轮滚刀的耐用度.
磨前齿轮滚刀作为滚刀的品种之一,其主要应用于硬齿面齿轮的粗加工,其特点是为被加工齿轮留出了一定的磨削余量,目前国内外都推荐使用磨前齿轮滚刀.
2 磨前齿轮滚刀加工过程中的关键工序
2.1齿轮滚刀的工艺流程
以磨前齿轮滚刀为例,如图1所示,磨前齿轮滚刀生产线的工艺流程如图2所示.

图1 磨前齿轮滚刀的基本视图
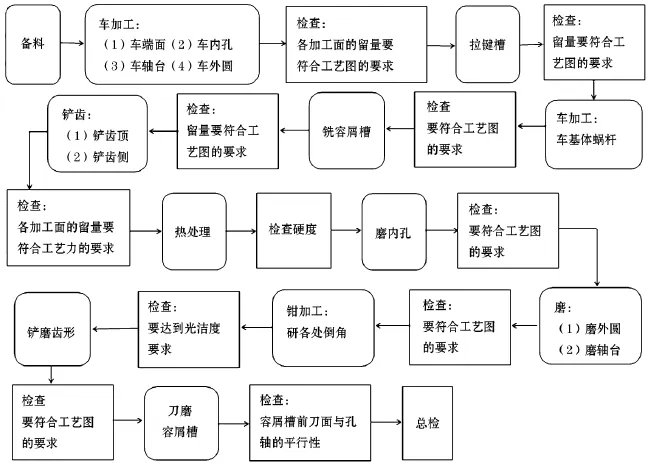
图2 磨前齿轮滚刀的工艺流程图
2.2磨前齿轮滚刀的关键工序及质量问题分析
2.2.1齿轮滚刀的齿形
齿轮滚刀的理论蜗杆为渐开线蜗杆,因渐开线蜗杆的轴向截形是曲线,如图3(A)所示,加工和测量起来都很困难,所以很少采用这种蜗杆滚刀加工齿轮.而磨前齿轮滚刀结合了阿基米德蜗杆(如图3(B)所示[2])对传动有利的修缘特性,同时又要保证其在加工齿轮时要为其留出一定的磨削余量,故磨前齿轮滚刀的轴向截形如图3(C)所示,其在齿顶处有一个凸角,这样滚齿时,齿轮齿根处有适当根切,在后续齿面加工,这点根切就相当于退刀槽,有利于齿轮的啮合.但这却在一定程度上产生了误差,即造型误差.造型误差的存在是不可避免的,但需要控制在合理的范围内.可是滚刀经过多次重磨后直径会变小,齿顶与齿侧连接处的圆角会越来越大,造型误差就会随之增大.

图3 滚刀的轴向截形
2.2.2齿轮滚刀的内孔
内孔作为滚刀设计、加工、测量、使用及修磨的基准,其精度的高低直接影响到滚刀其他工序的精度.影响齿轮滚刀内孔精度的因素有很多:加工齿轮滚刀内孔的工装设备的精度为达到要求会致使内孔的精度不达标,这些精度有形位误差、接触偏移误差等等;齿轮滚刀的内孔在淬火前后由于内部组织的变化容易导致内孔发生胀大变形[3];加工人员对夹具、工件的装夹不牢固,没有及时对机床进行润滑,测量时量具产生倾斜等错误操作也是导致内孔问题的原因之一.
2.2.3齿轮滚刀的容屑槽
为了使齿轮滚刀形成切削刃口,滚刀需要铣出容屑槽.齿轮滚刀的容屑槽都是由前刀面和侧铲面组成的.容屑槽分为两种,一种是直槽的,另一种是螺旋槽的.目前我国用的较多的是直槽滚刀,因直槽可提高刃磨精度且易于检查[4].
加工容屑槽时应注意周节累积误差(如图4所示):由于容屑槽是由前刀面和侧铲面组成的,两个面的交线就是切削刃口,加工切削刃通常用开刃磨床,若滚刀毛坯经过多次磨削和调整的话,磨床的分度盘精度会逐渐降低,就会导致滚刀周节积累误差越来越大[5].

图4 周节累计误差
2)容屑槽深度:容屑槽沟是用来容纳切屑的,如果容屑槽过浅的话,切屑堆积过多会导致刀具崩刃;如果容屑槽过深,滚刀经过多次重磨后,滚刀的耐用度会降低.
3)容屑槽数:还有一个问题就是容屑槽数,容屑槽数过少,每个刀齿所承受的切削力就会过大,导致刀具变形;若容屑槽数过多,切削负荷就会分到更多的刀齿上,这样每个刀齿所承受的力就会减少.
2.2.4齿轮滚刀的铲齿
当滚刀齿侧面的轴向截形为曲线时,因齿形上每一点的斜率都不同,要用轴向铲齿方法才能保证加工后的齿形不变,如图5(A)所示;滚刀齿侧面的轴向截形为直线时,要用径向铲齿方法,如图5 (B)所示[6].除了铲齿侧面外,还要铲齿顶,而且只能用径向铲齿法.

图5 两种铲齿方法
2.2.5齿轮滚刀的铲磨
加工齿轮滚刀的最后一道工序是铲磨.滚刀铲磨时,滚刀相对于砂轮做螺旋运动,就是绕本身轴线旋转一周,同时砂轮不但要进行径向铲磨运动,还要沿着滚刀轴线前进一个导程的距离.
铲磨中易产生的问题有:
1)畸变:我国目前基本上都采用径向铲磨法进行
铲磨,而在铲磨过程中,齿长方向上不能保证铲磨切削刃都在阿基米德基本蜗杆螺旋面上,这样就会造成刀齿侧面产生畸变,致使齿轮滚刀合格长度很短,这样经过几次重磨后齿厚和齿距就会变小,使滚刀耐用度降低[7].
2)径向误差:铲磨时,若砂轮相对于滚刀的安装位置不对的话,刃磨出来的滚刀前刃面就可能偏离滚刀半径的方向,就会使滚刀产生前角或者是后角,那么就使滚刀产生了径向误差[8].
如上所述影响齿轮滚刀质量的主要问题如图6所示.
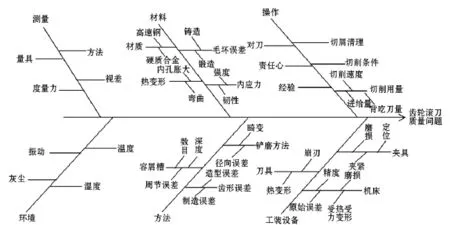
图6 磨前齿轮滚刀质量问题的因果分析图
3 齿轮滚刀的问题改进方法
综上所述影响齿轮滚刀质量的问题看似都在细节方面,但是都是不容忽视的,这些问题不仅仅使齿轮滚刀精度下降、寿命降低,还会影响到被加工齿轮,使加工出来的齿轮不符合机械加工的需要.因此要对这些问题进行及时的改进,使齿轮滚刀达到生产标准.具体改进方法如表1.

表1 齿轮滚刀问题的改进方法
4 结语
通过对磨前齿轮滚刀关键工序:齿形的加工、内孔的加工、容屑槽的加工和铲磨加工的分析,分别从人机料法环五个方面入手,找到了影响齿轮滚刀质量的问题(造型误差、形位误差、周节误差、径向误差等),通过使用砂轮修整器、毛坯的合理选择、分度盘的适时调整等合理的措施后,经过检测齿轮滚刀的合格率提高了2%以上.
[1]韩以滨,张国福.几种典型的国外可转位滚刀介绍[J].机械工程师,2012(10):142-143.
[2]刘胜军,杨玲.加工齿轮滚刀齿形过程中如何提高齿形精度[J].工具技术,2012(9):87-90.
[3]李东滨,李滨品.齿轮滚刀内孔和键槽热处理变形研究[J].金属加工(热加工),2013(7):23-25.
[4]袁哲君,刘华明,唐宜胜.齿轮刀具设计(上册)[M].北京:新时代出版社,1983.229-287.
[5]马丽心,刘以翔,郑大宇.齿轮滚刀的重磨和磨后测量的研究[J].计量测试,2002(4):35-37.
[6]孙孟辉.齿轮滚刀的等后角铲磨方法的研究[D].重庆:重庆大学,2012.6.
[7]LIG,SUN M,LIX,et al.Improved relief grindingmethod of gear hob with equal relief angle[J].Chinese Journal of Mechanical Engineering,2001,24(5):842-849.
[8]马丽心,李鹭,董世成,等.齿轮滚刀加工过程中内孔质量分析[J].哈尔滨商业大学学报:自然科学版,2016,32(1):52-55.
Research on gear hob production process quality control based on process design
LILu,MA Li-xin,GONG Yun-qi
(School of Light Industry,Harbin University of Commerce,Harbin 150028,China)
Take the pregrinding gear hob for example,through analyzing the process and the processing density of each processingmachine tool,the key process of hob in the production process can be obtained.according to the key procedures in the precision of the machine tool,themachiningmethod,the use of cutting amount,material application and so on,the key factors affecting the quality of gear hob the integrated use of process flow diagram were found out based on counting statistics,causality diagram,AtuoCAD and other tools.The correspondingmeasureswere taken to control the quality problems of gear hob and improve the precision.
gear hob;technological process;key process;quality control
TG721
A
1672-0946(2016)02-0181-04
2015-08-28.
哈尔滨市科技局科技创新人才研究专项资金项目(2013RFXXJ076)
李鹭(1992-),女,硕士,研究方向:机械工程.
猜你喜欢
中学生数理化·自主招生(2024年6期)2024-06-24 11:15:29
一重技术(2021年5期)2022-01-18 05:42:06
装备制造技术(2021年1期)2021-05-21 07:55:16
中学生数理化·高一版(2020年2期)2020-04-21 07:42:50
制造技术与机床(2019年10期)2019-10-26 02:47:36
制造技术与机床(2017年6期)2018-01-19 02:41:06
凿岩机械气动工具(2017年3期)2017-11-22 07:21:54
中南大学学报(自然科学版)(2016年2期)2017-01-19 07:36:59
时代农机(2016年6期)2016-12-01 04:07:15
凿岩机械气动工具(2016年3期)2016-03-01 04:00:23