利用西门子808D系统快速完成蜗杆加工实例
2016-08-31 05:37刘宁
制造技术与机床 2016年4期
刘 宁
(沈阳机床沈一车床厂技术部,辽宁 沈阳 110142)
利用西门子808D系统快速完成蜗杆加工实例
刘宁
(沈阳机床沈一车床厂技术部,辽宁 沈阳 110142)
主要阐述了如何利用西门子808D系统加工蜗杆工件,通过程序的优化缩短蜗杆的加工时间,提高加工效率。
西门子808D系统;固定循环;G64;G33;蜗杆加工
1 蜗杆概述
蜗杆是只具有一个或几个螺旋齿,并且与蜗轮啮合而组成交错轴齿轮副。其分度曲面可以是圆柱面,圆锥面或圆环面。从外形上看,蜗杆类似螺栓,蜗轮则很象斜齿圆柱齿轮。工作时,蜗轮轮齿沿着蜗杆的螺旋面作滑动和滚动。为了改善轮齿的接触情况,将蜗轮沿齿宽方向做成圆弧形,使之将蜗杆部分包住。这样蜗杆蜗轮啮合时是线接触,而不是点接触。根据不同的齿廓曲线,普通圆柱蜗杆可分为阿基米德蜗杆(ZA蜗杆)、渐开线蜗杆(ZI蜗杆)、法向直廓蜗杆(ZN蜗杆)和锥面包络圆柱蜗杆(ZK蜗杆)等4种。
蜗杆机构常用来传递两交错轴之间的运动和动力。蜗轮与蜗杆在其中间平面内相当于齿轮与齿条,蜗杆又与螺杆形状相似。蜗杆传动是由蜗杆和蜗轮组成的,通常两轴交错角为90°。在一般蜗杆传动中,都是以蜗杆为主动件。可以得到很大的传动比,比交错轴斜齿轮机构紧凑,蜗杆传动相当于螺旋传动,为多齿啮合传动,故传动平稳、噪音很小,具有自锁性。当蜗杆的导程角小于啮合轮齿间的当量摩擦角时,机构具有自锁性,可实现反向自锁, 蜗轮蜗杆机构常被用于两轴交错、传动比大、传动功率不大或间歇工作的场合。普通圆柱蜗杆的齿面(除ZK型蜗杆外)一般是在车床上用直线刀刃的车刀车制的。根据车刀安装位置的不同,所加工出的蜗杆齿面在不同截面中的齿廓曲线也不同。
2 西门子808D系统概述
SINUMERIK 808D 是一款面向全球市场、适用于车床和铣床的经济型数控产品。对车床而言,该产品可以控制3个轴,其中包括两个进给轴(通过两个脉冲驱动接口与 SINAMICS V60 连接)和1个主轴(通过1个模拟量主轴接口连接)。对铣床而言,该产品可以控制四个轴,其中包括3个进给轴(通过3个脉冲驱动接口与 SINAMICS V60 连接)和1个主轴(通过1个模拟量主轴接口连接)。SINUMERIK 808D 车削版符合现代普及型车床的所有要求——高轮廓精度和高动态特性,确保了最高的机床生产效率,尤其是在大批量加工车床工件时表现尤为明显。在普及型车床上大规模加工车削工件时,SINUMERIK 808D可以体现出最高的效率。为了减少主轴的等待时间,SINUMERIK 808D 可以实现从主轴模式快速切换至C轴模式,无需主轴静止。SINUMERIK 808D 提供多种加工工艺循环,可以方便用户编写加工程序。SINAMICS V60 驱动模块带有闭环位置、速度和电流控制的 SINAMICS V60 CPM60.1 是专为经济型进给轴而设计的。无风扇、带有涂层的电路板的设计可以使其经受住恶劣环境的考验。由于采用了标准化接口和接头,无需专业技能和特殊工具就可以安装好 SINAMICS V60。通过内置的 7 段数码管显示无需任何电脑工具就可以对参数进行设定。电动机数据会在出厂前预先设置,只有用于特殊应用时,才需要对其进行优化。用于驱动器信号和电动机制动的内置继电器触点可以将电柜成本降到最低。
3 其他数控系统针对蜗杆的传统加工指令
常用的加工指令有G32、G92和G76这3种。
G32为单行程螺纹插补指令,它的特点是适用于小螺距,更多应用于径向进刀方式。G32加工一次螺旋线时,需要4个步骤才能完成,加工一个螺纹进刀次数和所要编制的进刀步骤的程序一致。因此编程人员程序量大,机床加工时间长。
G92螺纹切削单一固定循环指令,其含义与G32相同。G92加工时成为一个循环,与G32相比只需要启动一次就可以完成G32的4个步骤。但是G92编程时,每次都需要输入进刀尺寸,程序编制时需要手工进行分层,编制程序相对繁琐,加工时间长。
G76螺纹切削复合固定循环,采用斜进刀方式,适用大螺距螺纹的加工,而且程序自动进行切削深度调节,吃刀深度递减,不但能很好地保证产品的质量,而且能大大缩短机械加工的生产周期。
4 西门子808D循环CYCLE99指令
在用户现场笔者了解到,一样的产品,西门子808D 系统一天做 280 个,广数 980TDB系统 一天可以做 350 个,具体体现:同样的工作量下,用广数系统的工人每天不用加班,而用西门子808D系统的工人(802C、802DSL、802S、808D)的工人需要加班。或者是上下道工序时,用广数系统的边做边歇,操作西门子808D系统的一刻不歇也赶不上。导致用户在工作安排和给工件计件单价时造成不方便。
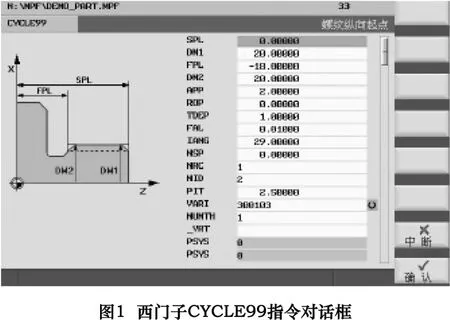
实际操作的时候,西门子808D系统做一个工件(主要是螺纹和几个倒角,由于工件材质比较硬,车螺纹分了12刀),西门子808D系统用 CYCLE 99 需要 21 s,而广数 980TDB系统 用 G92 循环只需要 12 s左右。通过参照此前西门子提供的共享文档,并修改相应的参数,西门子808D系统用 CYCLE 99 加 工的时间变为 14 s,虽然每个工件缩短了近 7 s的加工时间,但是用户觉得 CYCLE 99 循环时 每次X轴退刀和进刀时都有停顿,一个工件 12 刀车螺纹,就会停 24 下,而广数 980TDB系统 却没有这种停顿,用户希望能够将停顿消除,使得加工时间能够更加接近 980TDB的 12 s。可是现场无论是加 G64、修改 CYCLE 99 参数还是用 G64+G291+G92 去加工, 都无法消除停顿。最后用 G64+G33 编程进行加工,没有这种停顿,加工时间也缩短至11 s。西门子CYCLE99对话框如图1所示,对话框含义如图2所示。

5 G64、G33方式特点
连续路径加工 G64,连续路径加工方式的目的就是在一个程序段到下一个程序段转换过程中避免进给停顿,并使其尽可能以相同的轨迹速度,切线过渡,转换到下一个程序段,并以可预见的速度过渡执行下一个程序段的功能。在有拐角的轨迹过渡时非切线过渡,有时必须降低速度,从而保证程序段转换时不发生速度的突然变化。在 G64 连续路径加工方式下,控制系统预先自动确定几个NC程序段的速度,在接近切线过渡的情况下,可以连续几个程序段进行加速或减速,若加工路径由几个较短的位移组成 ,则使用前瞻功能可以达到更高的速度。G64与G60的比较如图3所示。

用 G33 功能可以加工下述各种类型的恒螺距螺纹:圆柱螺纹, 圆锥螺纹 ,外螺纹/内螺纹, 单螺纹和多重螺纹,G33指令一直有效,直到被 G 功能组中其他的指令(GO,Gl,G2,G3,…)取代为止,如果多个螺纹段连续编程,则起始点偏移只在第一个螺纹段中有效,也只有在这里才使用此参数。多段连续螺纹之间的过渡可以通过G64(连续路径方式)自动实现。
6 工件加工实例
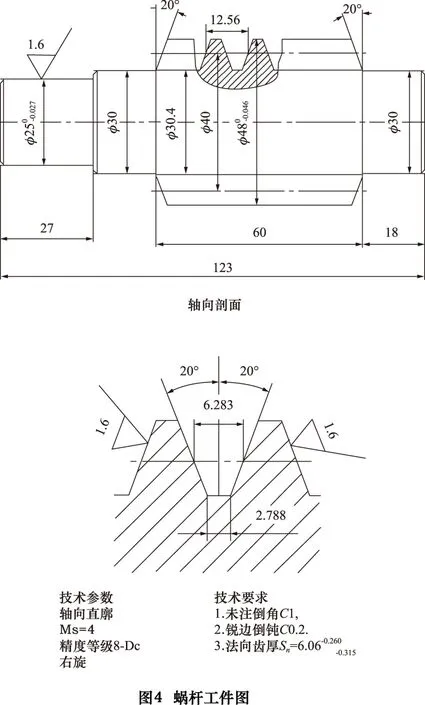
(1)工件图及走刀选择
工件图如图4所示。
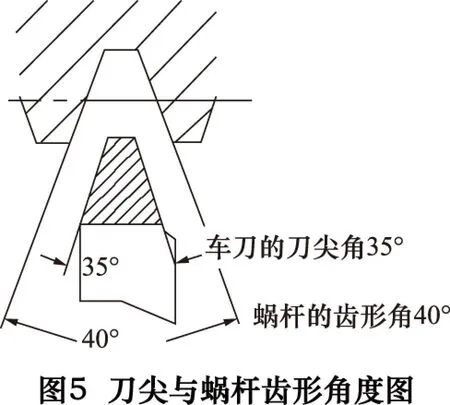
刀尖角为35°,图形如图5所示。
刀具的走到轨迹如图6所示。
(2)粗车蜗杆加工宏程序
MM1.MPF
G64
T03D1
M03S350F100
R1=8.8 (蜗杆全齿高)
R2=2.788 (齿根槽宽W=2.788 mm)
R3=2.4 (刀头宽t=2.4 mm)
WHLIE R1>=0
R4=R1*2+30.4(计算X轴尺寸。齿根圆为30.4 mm)
R5=R1*TAN(20*PI/180)*2+R2(计算Z轴尺寸)
WHLIE R5>=R3
G00 X50 Z8 M08 (循环起点)
G00 Z=(8+(R5-R3)/2)(Z轴向右边移动)
G33 X=(R4)Z-87 F12.56 (车蜗杆)
G00 Z=(8-(R5-R3)/2)(Z轴向右边移动)
G33 X=(R4)Z-87 F12.56 (车蜗杆)
R5=R5-R3 (每次循环的切削宽度2.3 mm)
END
R1=R1-0.25 (每次循环的切削深度0.25 mm)
END

G0X150Z8M09
M5
M2
(3)精车蜗杆宏程序
MM2.MPF
G64
T03D1
M03S350F100
R1=8.8(蜗杆全齿高)
R2=2.788+ Sx/2 (齿根槽宽2.788+轴向齿厚Sx/2)
R3=2.4(刀头宽t=2.4 mm)
WHLIE R1>=0
R4=R1*2+30.4(计算X轴尺寸。齿根圆为30.4 mm)
R5=R1*TAN(20*PI/180)*2+R2 (计算Z轴尺寸)
G00 X50 Z8 M08 (循环起点)
G00 Z=(8+(R5-R3)/2)(Z轴向右边移动)
G32 X=(R4)Z-87 F12.56 (车蜗杆)
G00 Z=(8-(R5-R3)/2)(Z轴向右边移动)
G32 X=(R4)Z-87 F12.56 (车蜗杆)
R1=R1-0.1 (每次循环的切削深度0.1 mm)
END
G0X150Z8M09
M5
M2
成功加工蜗杆工件图如图7所示。

7 结语
本文介绍的编程方法,从程序指令的优化出发,利用数控车床的不同指令组合,使加工蜗杆的时间大大缩短,同时,工件质量稳定;数控程序简单、可操作性强,刀具磨损小。大大缩短了生产周期,提高了生产效率,也增加了操作者的收益。
[1] 西门子808D系统操作编程-车床版[Z].2012.
[2] 西门子808D系统调试指南[Z].2012.
[3] 西门子V60驱动手册[Z].2009.
(编辑孙德茂)
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
Examples of using Siemens 808D system to complete worm machining quickly
LIU Ning
(SMTCL, Shenyang 110142, CHN)
Expounds how to use the Siemens 808D system to process worm parts, through the optimization process to shorten the processing time of worm, improve the processing efficiency.
Siemens 808D system; fixed cycle; G64; G33; worm processing
TP273
B
刘宁,男,电气工程师,主要研究方向为电气图纸设计及数控系统PLC编写。
2015-06-30)
160437
猜你喜欢
设备管理与维修(2022年12期)2022-07-21
机械制造(2022年4期)2022-05-10
汽车工程师(2021年7期)2021-08-05
汽车工艺师(2021年7期)2021-07-30
装备制造技术(2020年4期)2020-12-25
制造技术与机床(2019年12期)2020-01-06
中国特种设备安全(2019年8期)2019-10-14
天津化工(2019年2期)2019-04-09
组合机床与自动化加工技术(2018年3期)2018-04-03
能源(2017年7期)2018-01-19