柔性生产线机器人组装单元设计*
2016-08-31 05:37罗庚兴冯安平
制造技术与机床 2016年4期
罗庚兴 冯安平
(佛山职业技术学院机电工程系,广东 佛山 528137)
柔性生产线机器人组装单元设计*
罗庚兴冯安平
(佛山职业技术学院机电工程系,广东 佛山 528137)
介绍了一种柔性生产线机器人组装单元控制系统,该系统以PLC为核心进行系统的硬件开发和软件设计。阐述了机器人组装单元的结构、工作原理,合理选取了系统硬件,进行了步进驱动控制系统和气动控制系统的详细设计,实现了机器人组装单元夹放、定位、组装等功能。
机器人;PLC;气动控制系统;步进驱动系统
机械手作为柔性生产线的重要组成部分,具有动作精确、控制灵活、工作可靠、劳动效率高、成品率高等优点而被广泛应用。以机械手为主要部件的机器人组装单元是某柔性生产线的第4个生产环节,其主要用于完成以下功能:将料仓中的盒子抓取至工作台上,然后从传送带上的小车中抓取工件放至盒子中,再将另一料仓中的盒盖抓取至盒上完成组装,最后将组装后的产品搬运到传送带上的小车中。
1 机器人组装单元的结构和工作原理
机器人组装单元的结构示意如图1所示。系统主要由上料模块和组装模块两部分组成。
上料模块主要由2个圆桶料仓、上料气缸、支架和传感器开关等组成。上料模块主要作用是将圆桶料仓的工件盒和盖子分别推送到各自的取料工位,等待组装机械手取料。在每个气缸都各安装有2个磁性开关,用于判断气缸运动的极限位置。工件盒工位和盖子工位均安装有光电检测传感器,用于检测各自的取料工位是否有工件。
组装模块主要由X轴、Y轴、升降气缸、手指气缸、组装台和传感器开关等组成。X轴、Y轴、升降气缸和手指气缸构成组装机械手。组装机械手的工作过程:原位→盒子工位→抓取工件盒→组装位→放置工件盒→小车位→抓取工件→组装位→放置工件→盒子工位→抓取盒盖→组装位→盖好盖子→抓取成品→小车位→放置成品→原位。
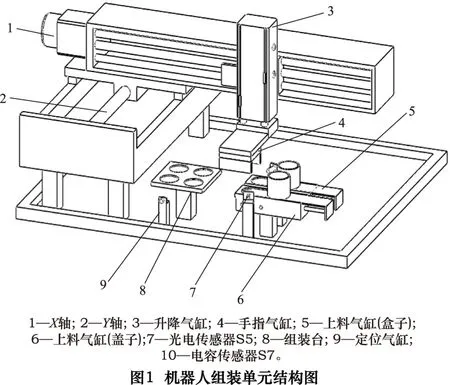
此外还有定位气缸、电容传感器等装置。当电容传感器检测到运料小车来到,定位气缸动作,阻挡小车前进。待组装机器人完成产品组成后,定位气缸复位,允许小车前进。
2 气动控制回路设计
机器人组装单元的气动控制回路如图2所示。气动系统由气源、气动三联件OZ、电磁阀、节流阀和各种气缸组成。气源工作压力:最小0.6 MPa,最大0.8 MPa。所有气缸的换向阀采用二位五通单电控电磁阀,电磁阀均选用SMC公司型号为SY5120-5DZ-01的产品。气缸选用SMC公司的产品,手指气缸1A选MHZ2-16D型号,上料气缸2A和3A选MXS10-20型号,定位气缸4A选CDU10-50D型号,升降气缸5A选CXSM10-100型号。为了使各执行元件运动平稳,各气缸的2个气口装有单向节流阀,型号选择为SMC公司的ARJ1020F-M5。升降气缸磁性开关(5S1、5S2、5S3)选用SMC公司的D-Z73L产品,上料气缸磁性开关(2S1、2S2、3S1、3S2)选用SMC公司的D-C73L产品,手指气缸和定位气缸上不用位置检测开关。
3 电气控制系统设计
3.1PLC选型与I/O接口分配
PLC是机器人组装单元的核心控制器。根据控制要求分析,PLC的输入信号有:起、停和复位信号3个,检测信号14个,共17个开关量输入信号;输出信号有:电磁阀控制信号5个,报警信号2个,X轴脉冲和Y轴脉冲及方向信号2组,共7个开关量输出信
号和2组高速脉冲输出信号。输入输出信号的具体作用和地址分配如表1所示。继电器和电磁阀的线圈均为DC24V。选用西门子S7 CPU226型PLC,24点直流输入,16点继电器型输出,2路独立的20 kHz高速脉冲输出,完全可以满足控制要求。
表1机器人组装单元PLC的I/O地址分配表
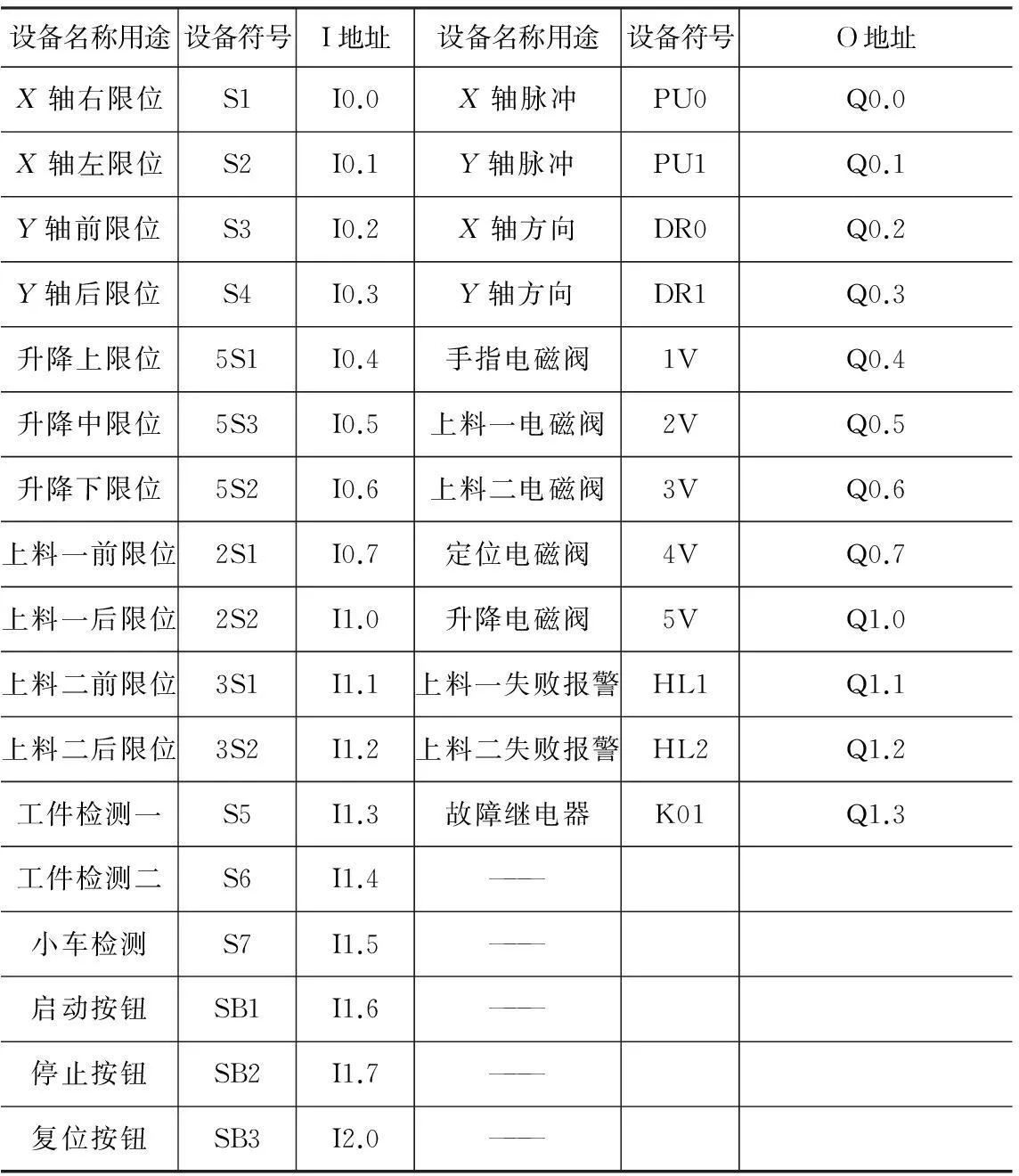
设备名称用途设备符号I地址设备名称用途设备符号O地址X轴右限位S1I0.0X轴脉冲PU0Q0.0X轴左限位S2I0.1Y轴脉冲PU1Q0.1Y轴前限位S3I0.2X轴方向DR0Q0.2Y轴后限位S4I0.3Y轴方向DR1Q0.3升降上限位5S1I0.4手指电磁阀1VQ0.4升降中限位5S3I0.5上料一电磁阀2VQ0.5升降下限位5S2I0.6上料二电磁阀3VQ0.6上料一前限位2S1I0.7定位电磁阀4VQ0.7上料一后限位2S2I1.0升降电磁阀5VQ1.0上料二前限位3S1I1.1上料一失败报警HL1Q1.1上料二后限位3S2I1.2上料二失败报警HL2Q1.2工件检测一S5I1.3故障继电器K01Q1.3工件检测二S6I1.4———小车检测S7I1.5———启动按钮SB1I1.6———停止按钮SB2I1.7———复位按钮SB3I2.0———

当上料一失败,即有上料一动作后,但光电传感器S5没有检测到盒子,报警指示灯HL1闪烁。同理,上料二动作后,光电传感器S6没有检测到盖子,报警指示灯HL2闪烁。
X轴超行程,或者Y轴超行程,故障继电器K01动作,切断步进驱动器电源,步进电动机停止运行,同时发出报警信号。
3.2运动控制
(1)组装机械手运动轨迹
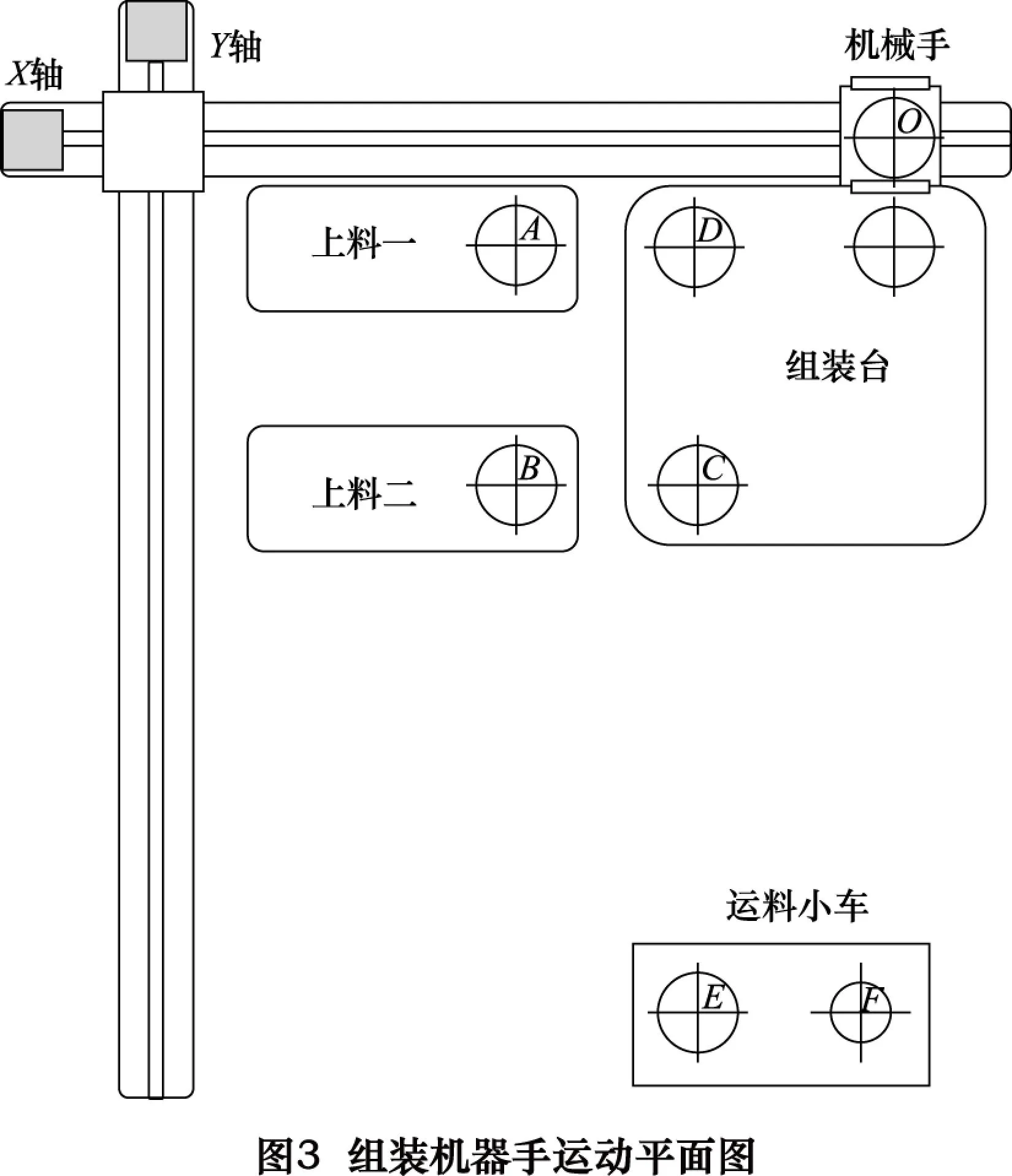
组装机械手运动轨迹如图3所示,机械手复位后位于原点O。系统启动后,运动轨迹如下:O→A→C→F→C→B→C→E→O。其中,A点抓取盒子,B点抓取盖子,F点抓取工件,C点组装,E点放成品。抓放靠机械手实现,运行轨迹靠X轴和Y轴配合实现。
(2)控制器接线
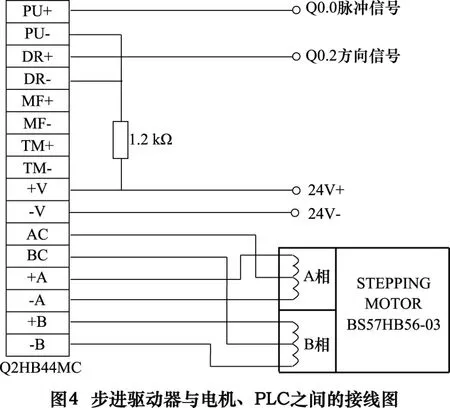
运动控制系统由2台两相混合式6线步进电动机和2台等角度恒力矩细分型驱动器组成。步进电动机型号分别为BS57HB56-03和BS86HB80-04,步距角均为1.8°。前者额定电流3.0 A,保持力矩0.9 N·m,用于驱动X轴。后者额定电流4.2 A,保持力矩3.3N·m,用于驱动Y轴。驱动器型号分别为Q2HB44MC和
Q2HB68MC,电压DC24~80 V,最高200细分,细分数1~200,前者驱动电流从0.5A/相到4A/相连续可调,后者驱动电流0.5~6A。图4所示为X轴步进驱动器与步进电动机、PLC控制信号之间的接线图。
(3)运动控制参数计算
以X轴为例。设移动速度为12.5 mm/s;丝杆螺距为10 mm;步进驱动器分辨率设置为10 000 脉冲/r,CPU的高度脉冲输出采用PTO单段流水工作方式,Q0.0输出。
控制字节SMB67=16#85,表示允许PTO输出,单段管式,周期单位μs,允许PTO脉冲更新,允许更新周期值。
脉冲周期SMW68的计算公式为:

脉冲数SMD72计算公式为:

由图3及上述公式可以计算出各段运动轨迹X轴的脉冲数 (SMD72)、Y轴的脉冲数 (SMD82)及各轴的方向,如表2所示。*表示停止状态。
表2组装机器人运动轨迹参数表

运动轨迹O→AA→CC→FF→CC→BB→CC→EE→D相对坐标/mm(-190,-51)(90,-120)(80,-265.5)(-80,265.5)(-90,0)(90,0)(0,-265.5)(0,385.5)SMD72/脉冲190000900008000080000900009000000SMD82/脉冲5100012000026550026550000265500385500X轴方向OFFONONOFFOFFON**Y轴方向OFFOFFOFFON**OFFON
3.3PLC控制程序
组装机器人单元分为复位控制和自动控制两种控制功能。
复位控制。一般系统重启后,电磁阀均不得电,所有气缸均为收回状态。因此复位操作仅仅对组装机械手而言。若初始时组装机械手不在原点,即X轴右限位和Y轴上限位。此时,按下复位按钮SB3,组装机械手向上、向右运动,直到X轴运动到Y轴上限位,升降气缸运动到X轴右限位。
自动控制。组装机械手在原位O点。按下启动按钮SB1,上料模块将圆桶料仓的工件盒和盖子分别推送到各自的取料工位,同时上料组装机械手从原位O点出发,先到A点抓取工件盒放到组装位C。若运料小车到位,组装机械手移动到小车F点抓取工件,放到C点的工件盒中,然后从B点抓取盒盖,到C点盖住盒子,再将包装后的成品搬运到E点,放在运料小车上,机械手回到D点等待进入下一工作循环,同时运料小车自动开走。
任何时候按下停止按钮SB2,组装机械手在完成当前工作周期,返回D点后自动停止工作。
组装机械手的工艺流程如图5所示。

初始化操作用于设置Q0.0和Q0.1的控制字节SMB67和SMB77,设置X轴和Y轴的移动速度(脉冲周期SMW68和SMW78)等。
机械手转移可以编写子程序,通过修改不同运动轨迹下的参数,实现Q0.0和Q0.1脉冲输出数量和方向的改变。比如A→C的运动轨迹,在机械手转移(A→C)处理框中的程序为:
LD SM0.0
MOVDW 90 000,SMD72//设置X轴脉冲数
MOVDW 120 000,SMD82//设置Y轴脉冲数
S Q0.2,1//设置X轴方向
R Q0.3,1//设置Y轴方向
CALL 机械手转移子程序//调用子程序,启动Q0.0和Q0.1脉冲输出
机械手转移到位信号,由PTO空闲标志位SM66.7(=1,Q0.0空闲)和SM76.7(=1, Q0.1空闲)相与的结果产生。
4 结语
机器人组装单元是较复杂的一个控制系统,主要体现在它的机械动作复杂,电气控制联锁关系较多,需要进行精确定位控制。采用PLC对机器人组装单元进行自动控制,既解决了本系统上料模块、组装模块和运料小车之间的互锁关系,实现了组装机械手精确定位。控制系统经过运行调试,设备动作顺畅、性能稳定、可靠性高。
[1]罗庚兴,宁玉珊.气动安装机械手的PLC控制[J].制造业自动化,2011,33(1):82-84.
[2]罗庚兴,欧阳锡畅.基于PLC的气动安装搬运机械手设计[J].机电工程技术,2010,39(7):33-35.
[3]周鸿杰,骆敏舟.基于步进电机的工业取料机械手的定位控制[J].自动化与仪器仪表,2010,147(1):123-125.
[4]张铁轶,何国金,黄振峰.基于PLC控制的混合型气动机械手的设计与实现[J].液压与气动,2008(9):6-8.
[5]罗庚兴,宁玉珊. 基于PLC的步进电动机控制[J].机电工程技术,2007,36(10):66-67.
[6]SIEMENS公司. S7-200可编程序控制器系统手册[Z].2008.
[7]姜佩东.液压与气动技术[M].北京:高等教育出版社,2002
(编辑谭弘颖)
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
Design of robotic assembly unit in flexible production line
LUO Gengxing,FENG Anping
(Department of Mechanical and Electrical Engineering, Foshan Polytechnic, Foshan 528137,CHN)
This paper introduces a robot assembly unit control system in flexible production line which is based on PLC for hardware development and software design. It describes the configuration and working principle of the system.It achieves the functions such as the clamping, release, positioning and assembly in the Robotic Assembly Unit by reasonably selecting the system hardware and by detailedly designing the stepping driving system and the electric control system.
robot; PLC; pneumatic control system; stepping driving system
TM341;TP241文献标识:B
罗庚兴,男,1972年生,硕士,教授,研究方向为PLC控制及自动化。
2015-09-15)
160414
*佛山职业技术学院科研项目:EAPS100型柔性生产加工培训平台的研究(KY2013G01)
猜你喜欢
中国特种设备安全(2022年6期)2022-09-20
装备制造技术(2020年4期)2020-12-25
建筑与装饰(2020年20期)2020-08-20
河北省科学院学报(2020年4期)2020-03-19
哈尔滨轴承(2020年4期)2020-03-17
电子制作(2019年13期)2020-01-14
制造技术与机床(2018年11期)2018-11-23
猪业科学(2018年4期)2018-05-19
制造技术与机床(2017年4期)2017-06-22
广西教育·C版(2016年10期)2016-12-07