基于HNC808T的数控车床控制系统*
2016-08-31 05:37吴岳敏
制造技术与机床 2016年4期
罗 敏 马 彬 吴岳敏
(湖北汽车工业学院,湖北 十堰 442002)
基于HNC808T的数控车床控制系统*
罗敏马彬吴岳敏
(湖北汽车工业学院,湖北 十堰 442002)
针对ETC3650数控车床的控制要求,提出基于华中数控HNC808T的控制方案。利用NCUC总线实现数控系统与HSV-160U交流伺服驱动、PLC模块的连接。匹配广数伺服电动机,采用BISS协议绝对位置检测完成了2个基本伺服轴的半闭环控制。通过PLC轴控模块10 V模拟接口,采用无传感器矢量控制方式控制WJ200日立变频器,驱动主轴。机床输入输出全部使用远程I/O。经实际运行考验,证明机床的数控改造取得了成功。
数控车床;伺服驱动;变频器
1 机床基本情况
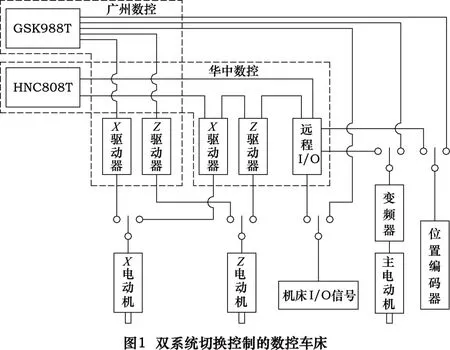
为了能进行车床类国产数控系统的性能测试和比对等工作,将ETC3650数控车床改造为双系统切换控制。双系统由华中数控HNC808T型系统和广数GSK988T型系统组成,见图1。华中系统和广数系统使用的伺服总线不同,但都可以配置10 V模拟量主轴输出接口,因此切换方案为:切换时,X和Z轴伺服电动机、主轴电动机与主轴变频器等部件切换到不同的数控系统、伺服驱动、I/O模块进行控制。本文将专门介绍华中数控HNC808T型系统对ETC3650数控车床的控制方案。
2 基于华中数控HNC808T的ETC3650数控车床硬件控制方案
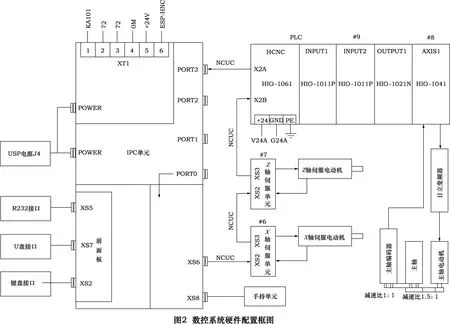
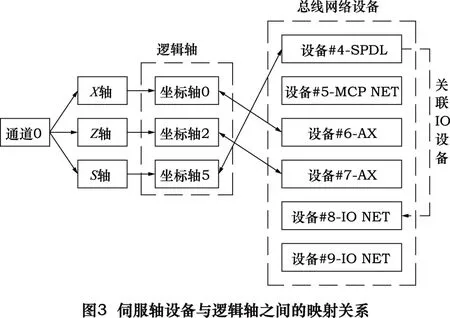
硬件方案采用华中数控HNC808T数控装置,匹配华中HSV-160U交流伺服搭建半闭环控制系统,配置框图见图2。X、Z两个坐标轴配10 N·m广数伺服电动机,最高转速2 500 r/min,丹娜赫多圈17位绝对编码器。两台进给伺服电动机均经过弹性联轴器与滚珠丝杠相连,丝杠螺距均为10 mm。X轴伺服电动机有抱闸,型号130SJT-MZ100D(AI4);Z轴伺服电动机不带抱闸,型号130SJT-M100D(AI4);两台伺服电动机均匹配HSV-160U-030伺服驱动器。伺服轴设备与逻辑轴之间的映射关系如图3所示。机床侧输入输出信号全部使用远程I/O,数字量输入2块,输出1块,即32点输入/16点输出。在PLC中增加1个轴控模块HIO-1041,使用其10 V模拟口控制日立WJ200变频器,驱动额定功率15 kW主轴电动机,实现主轴速度控制。主轴编码器反馈信号也连接到此轴控模块。
HNC808T数控系统使用NCUC总线连接模拟主轴、机床面板MCP、伺服驱动、PLC模块等设备,该总线为环型结构,如图4所示。
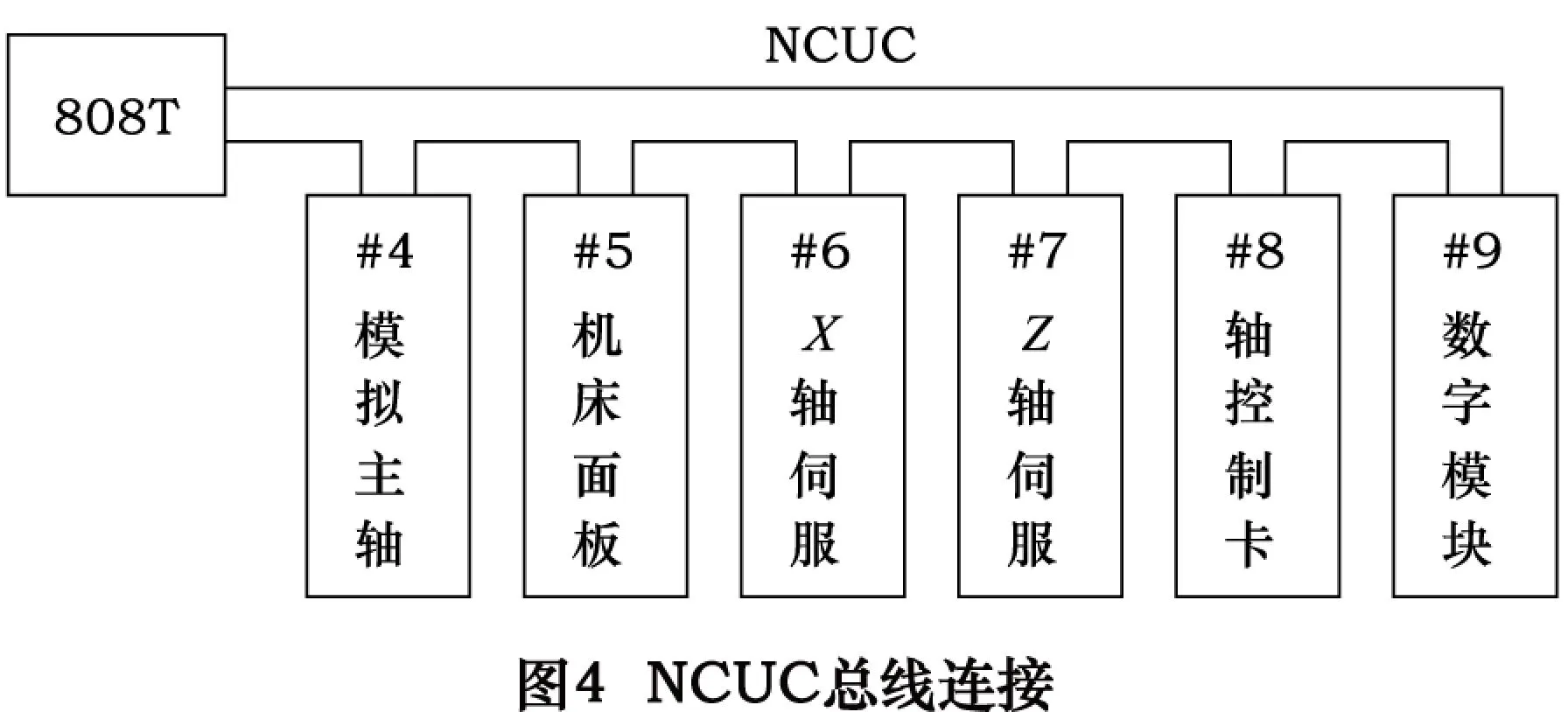
(1)#4总线设备参数设定
PRM504000=SP:设备名称。
PRM504002=1001:设备类型为模拟量主轴。
PRM504010=3:工作模式为速度模式。
PRM504011=5:逻辑轴号。
PRM504015=4096:主轴反馈位置循环脉冲数。
PRM504016=8:主轴编码器反馈设备号。
PRM504017=9:主轴DA输出设备号。
(2)#5总线设备参数设定
PRM505000=MCP_NET:设备名称。
PRM505002=2008:设备类型为总线控制面板。
PRM505012=480:输入点起始组号,即机床面板输入地址起始字节为X480。
PRM505013=30:输入点组数,即机床面板输入信号占30个字节。
PRM505014=480:输出点起始组号,即机床面板输出地址起始字节为Y480。
PRM505015=30:输出点组数,即机床面板输出信号占30个字节。
(3)#6、#7总线设备参数设定见表1。
表1#6、#7总线设备参数设定

#6设备参数号设定值#7设备参数号设定值说 明506000AX507000AX设备名称50600220025070022002设备类型:伺服轴50600305070031同组设备序号50601025070102工作模式:位置绝对50601105070112逻辑轴号506015131072507015131072反馈位置循环脉冲数50601635070163编码器类型:绝对,无Z脉冲
(4)#8、#9总线设备参数设定见表2。
3 进给伺服驱动的连接与设定
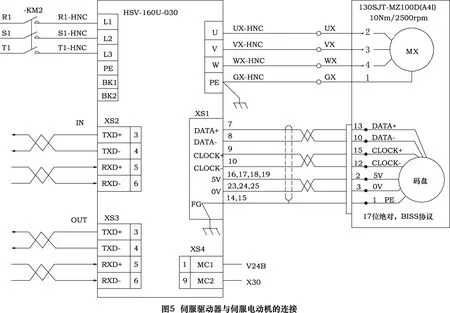
HNC808T数控系统伺服接口为NCUC总线接口,XS2为入口,XS3为出口。伺服驱动器与伺服电动机的连接参见图5,该图给出X轴驱动器的连接,Z轴与之类似。驱动器动力电源采用三相200 V交流电源,从L1、L2、L3端子接入。驱动器XS1是编码器反馈接口。
伺服硬件连接完成后,需要对伺服驱动和数控系统的相关参数进行匹配设定。
表2#8、#9总线设备参数设定

#8设备参数号设定值#9设备参数号设定值说 明508000IO_NET509000IO_NET设备名称50800220075090022007设备类型:伺服轴50800305090031同组设备序号508012105070100输入点起始组号5080131050701110输入点组数508014105070150输出点起始组号5080151050701610输出点组数
华中数控HNC808T参数主要是电子齿轮比的设定。其计算公式如下:

式中:ZM为丝杠端齿轮齿数;ZD为伺服电动机端齿轮齿数。
机床采用ISB系统编程,其中X轴为直径编程,导程为10 mm,Z轴为半径编程,导程为10 mm,电动机与X、Z轴丝杠直接连接(ZM:ZD=1:1),采用17位绝对式编码器(编码器线数:217=131072),计算X、Z轴对应的齿轮比。


CNC侧主要伺服轴参数设定如表3所示。X轴的齿轮比按计算值取负进行设定,是因为X轴移动方向与设定方向不一致,需要取反。伺服单元侧电子齿轮比设为1:1。
表3CNC侧伺服轴主要参数设定
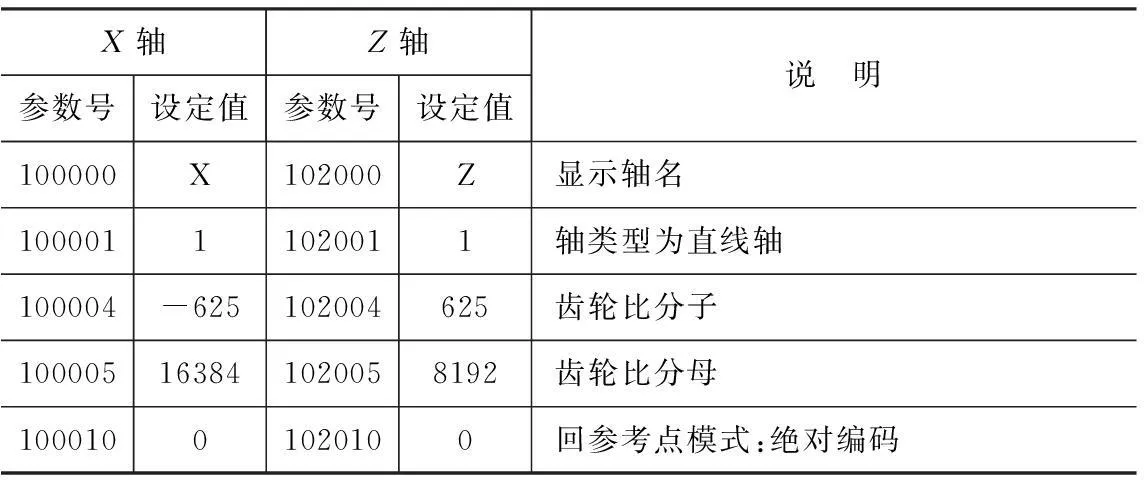
X轴参数号设定值Z轴参数号设定值说 明100000X102000Z显示轴名10000111020011轴类型为直线轴100004-625102004625齿轮比分子100005163841020058192齿轮比分母10001001020100回参考点模式:绝对编码
伺服单元共88 个伺服参数,其中PA 参数对应系统参数10×200~10×243,伺服单元PB参数对应系统参数10×244~10×287 ,参数编号中的×为逻辑轴号。因此伺服单元参数既可以在伺服单元上设定,也可以在数控系统上完成设定。现以X轴为例说明设定步骤:
①PA34=2003:使用扩展参数。
②PA43=1214:设定驱动单元规格12,电动机类型代码14。
③由于匹配广数伺服电动机,需要根据电动机规格设置以下参数:
PA17=2500:电动机最高速度限制,单位:r/min。
PA18=120:过载力矩电流设置,单位:额定电流的百分比。
PA24=4:伺服电动机磁极对数。
PA25=5:伺服电动机编码器类型:BISS协议绝对编码器。
PA26=0:伺服电动机编码器零位偏移量。
PA27=800:电流比例增益设置。
PA28=45:电流积分时间常数设置。
PB42=950:伺服电动机额定电流,单位:0.01 A。
PB43=2000:伺服电动机额定转速,单位:r/min。
④PA34=1230:保存参数。
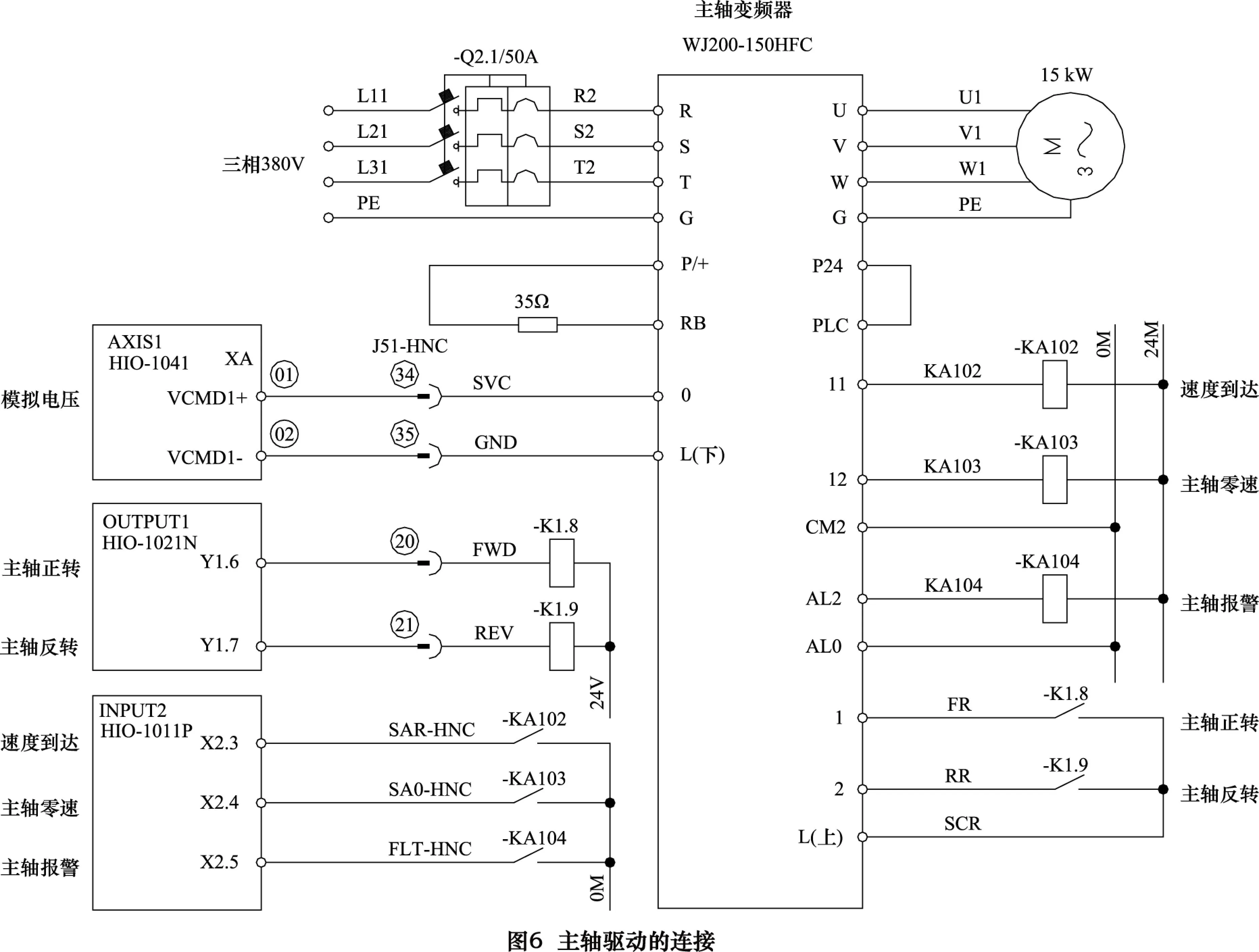
4 主轴驱动的连接及设定
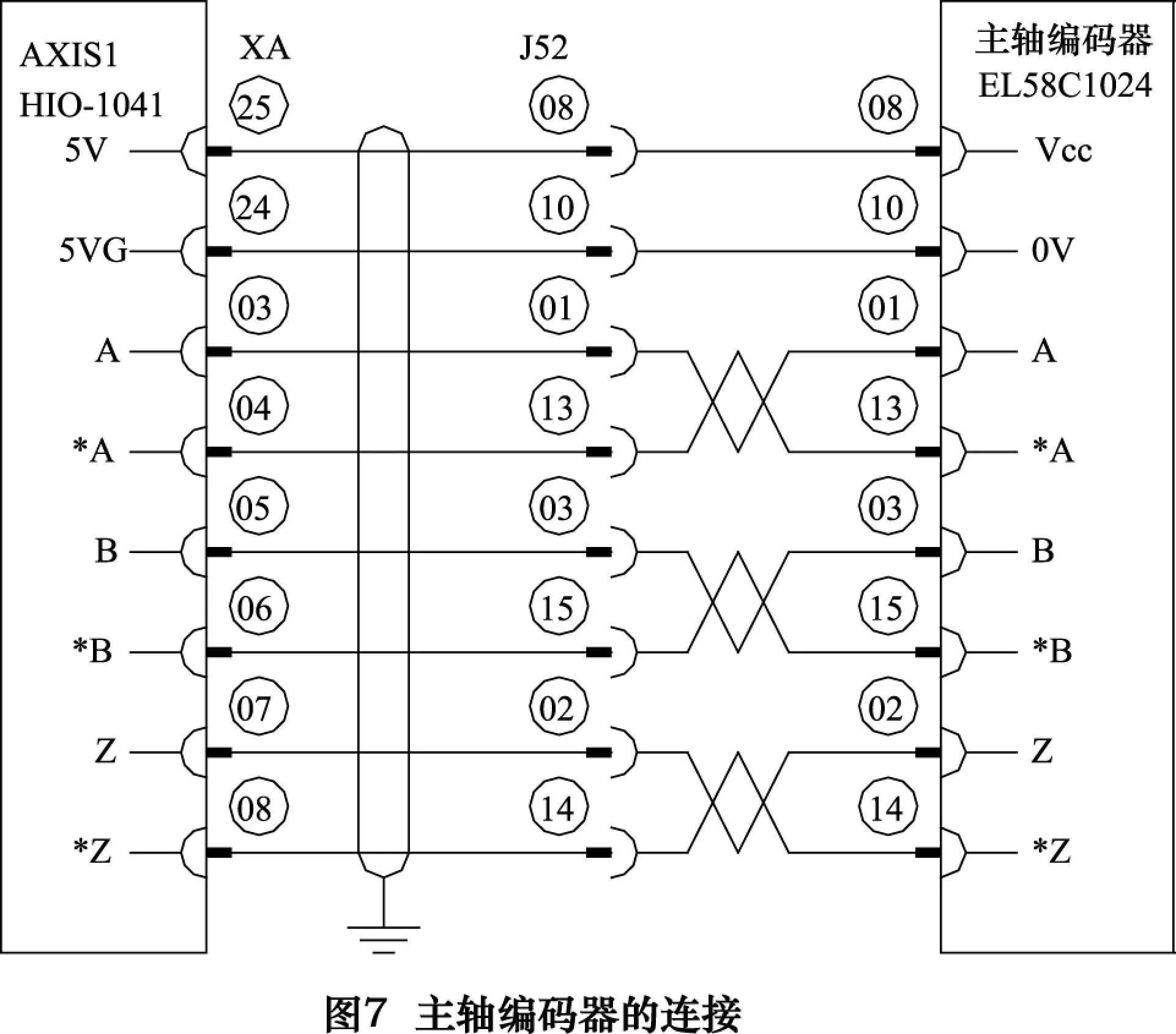
轴卡AXIS1提供2个轴控制接口XA和XB,每个接口包含:脉冲指令、D/A 模拟电压指令、编码器反馈指令。使用其XA端口,从VCMD1+、VCMD1-端输出0~10 V电压,与主轴变频器的连接如图6所示。与主轴控制相关的输入输出信号连接到输入模块INPUT1和输出模块OUTPUT1。主轴编码器连接到AXIS1模块的XA端口,如图7所示。
数控系统侧主轴参数整定:
PRM10500=S:轴名称。
PRM105001=10:轴类型为主轴。
PRM105004=360000:齿轮比分子。
PRM105005=4096:齿轮比分母。
PRM105060=361:定位允差(屏蔽报警)。
PRM105061=361:最大跟随误差(屏蔽报警)。
PRM105090=0x100:编码器工作模式,即跟踪误差由数控系统计算。
PRM010350(P50)=3200:主轴最高转速,即指令S3200时,输出10 V电压;指令S320时,输出1 V电压。
PRM504014=255:主轴零漂(mV)。指令S0M03,实测此时主轴模拟量输出电压,将测量值输入该参数。
主轴变频器智能输入输出端子定义以及主轴变频器无传感器矢量控制主要参数整定见参考文献[5],此处略。
5 结语
采用华中数控系统HNC808T实现ETC3650数控车床的控制,于2015年1月成功投入运行。现总结如下:
①HNC808T系统伺服控制接口采用NCUC总线方式,系统可以对进给伺服驱动的参数实现远程整定与控制。
②通过在PLC中扩展轴控模块,利用其10 V模拟量输出接口控制控制矢量变频器,采用无传感器矢量控制方式控制主轴电动机调速。
③通过在PLC中扩展的轴控模块编码器反馈接口实现了主轴速度检测。
④采用Biss通讯协议,配置丹娜赫多圈17位绝对编码器,华中数控伺服单元HSV160U匹配广数伺服电动机,实现数控车床X轴和Z轴的位置控制。
⑤HNC808T系统支持PLC梯形图编程,调试非常方便。
⑥双系统实施切换时,需要对X/Z坐标轴伺服电动机动力线、伺服电动机编码器反馈接口、主轴驱动、机床强电输入输出回路进行切换。切换均通过接插件实现。
[1]华中8型数控系统参数说明书[Z].武汉华中数控股份有限公司,2012.
[2]华中8型数控系统用户说明书[Z].武汉华中数控股份有限公司,2012.
[3]华中8型数控系统PLC编程说明书[Z].武汉华中数控股份有限公司,2013.
[4]日立变频器WJ200系列使用说明书[Z].HITACHI,2009.
[5]罗敏,马彬,吴岳敏. 基于GSK988T的数控车床控制系统[J].制造技术与机床,2015(10):44-47.
[6]GSK SJT系列交流伺服电动机使用说明书[Z].广州数控设备有限公司,2010.
[7]霍海龙.基于BiSS协议的编码器及其在伺服驱动系统中的应用[J].电气自动化,2011(3):12-14.
[8]周有为,刘和平,刘述喜.异步电机无速度传感器矢量控制[J].电机与控制应用,2005(9):51-54.
[9]王列虎,皮佑国.基于BISS协议的编码器接口技术研究及应用[J].机床与液压,2011(8):103-105,121.
(编辑孙德茂)
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
CNC lathe machine controlled by HNC808T NC system
LUO Min, MA Bin, WU Yuemin
(Hubei University of Automotive Technology, Shiyan 442002, CHN)
In order to meet the requirement on ETC3650 lathe machine, the control scheme based on HNC808T NC system is put forward. NCUC bus is applied for the feed servo drive and PLC modules. GSK servo motors with the absolute position encoder are equipped for semi close-loop control. The spindle is driven by WJ200 HITACHI inverter which is controlled by the vector control without sensor through 10 V analog interface of axis control module. The remote I/O is applied for the machine. The practical application shows that the CNC retrofit is successful.
NC lathe; servo drive; inverter
TP23
B
罗敏,男,1967年生,硕士,研究员级高工,教授,主要从事数控技术应用研究。
2015-09-15)
160415
*国家科技支撑计划课题“面向汽车零部件产业的数控装备开发及应用示范”资助(2012BAF13B10)
猜你喜欢
凤凰动漫(军事大王)(2022年1期)2022-04-19
华中建筑(2021年12期)2022-01-17
湘潮(上半月)(2021年10期)2021-12-02
制造技术与机床(2019年12期)2020-01-06
当代水产(2019年2期)2019-05-16
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年4期)2017-06-22