
多层锗矩形长条锯切夹具设计
2016-08-31 04:02张斌
制造技术与机床 2016年3期
张 斌
(泰州职业技术学院,江苏 泰州 225300)
多层锗矩形长条锯切夹具设计
张斌
(泰州职业技术学院,江苏 泰州 225300)
针对多层锗矩形长条锯切过程中分层的原因进行了分析,提出了工件在整体受压下利用金刚石线锯进行锯切加工的解决方法,有效地消除了加工中的分层现象。设计了结构简单的锯切夹具,同时介绍了夹具结构及工作过程。
多层锗; 夹具; 分层
图1所示是某研究所委托加工的直径75mm的多层锗圆毛坯。该毛坯由20片厚度0.4mm左右的圆形单晶锗片压制而成,层与层之间用锡进行粘接,毛坯总厚度为8mm。其切割示意图如图2所示,按缺口所示的方向进行定向切割,一个毛坯上切割出5个长50mm,宽10mm,厚8mm的多层锗矩形长条。要求切割出的工件无破碎,层与层之间结合可靠,切割后不产生分层。


1 加工方案的确定及分层原因分析
1.1加工方案的确定
针对该产品的加工,初步拟订了3种加工方案:
第一种加工方案是采用外圆金刚石锯片进行锯切。但试切时发现,由于锗为硬脆材料,在锯片的振动及切入时的冲击作用下,锗片呈大面积的破碎,同时分层现象严重,导致生产无法继续。另外受锯片宽度的限制,锯缝过宽,无法在同一个锗圆上有效地锯切出5个矩形长条。
第二种加工方案是采用WEDM技术对锗圆进行电火花线切割。电火花线切割的锯缝窄,无切割力,能有效地减少锯切过程中的破碎。但在试切过程中发现由于半导体锗(Ge)放电加工中的表面钝化效应[1],随着加工时间的变长,加工电流变的越来越小,甚至使加工不能继续进行。且加工后的锗表面条纹明显,表面质量不高。
第三种加工方案是利用固结金刚石线锯技术进行锯切[2]。该方案切割的锯缝窄,切割力小,试切后的工件表面光滑,但在锯切工件时,分层现象仍时有发生。
对以上3种方案进行综合考虑,确定采用金刚石线锯技术进行多层锗矩形长条的锯切这一方案,但需解决分层问题。
1.2分层原因分析
利用金刚石线锯技术对多层锗圆进行试锯切时,发现分层现象不仅在锯切过程中会出现,在锯丝回退过程中也会出现。经多次试切后分析,分层原因主要有以下几个方面:
(1) 压制不均匀。由于该工件毛坯是由多层圆形薄锗片用锡粘接后压制而成的,在压制时,由于粘接剂的分布不均,导致部分区域粘接剂很少,层与层之间的结合力弱。这部分区域在受外部较小的力作用时易产生分层。
(2)受力不均匀。 锯切过程中,锯丝对加工区域处的工件材料施压,加工区域外的工件不受力。同一层锗片的受力不均匀使得层与层之间的作用力产生较大的波动而容易导致分层。
(3)锯丝的振动撞击。由于锯丝的往复运动,锯丝的空间位置并不是固定不变的。锯丝空间位置的振动,会对已加工的表面产生撞击,当撞击产生的分离力大于层与层之间的结合力时,工件就会产生分层。
1.3解决措施
针对多层锗矩形长条锯切过程中产生分层的原因,采用专用夹具对多层锗圆进行轴向整体均匀加压。这一措施一方面使得在锯切过程中层与层之间的作用力保持不变,削除了由于作用力波动导致的分层;另一方面加强了层间的结合力,消除了压制不均匀及锯丝的振动对层间的作用力的影响。
同时,锗在受压状态下加工时其裂纹扩展规律发生改变[3],表面不易出现裂纹,减少了锯切过程中材料破碎的几率。
2 夹具设计
2.1夹具结构
该多层锗矩形长条锯切夹具的结构如图3所示,主要由夹具主体、树脂压板、内六角螺钉组成。夹具主体部分由一块厚60mm的45钢块用线切割分两次切割而成,切割过程中需保证夹具底面与侧面的垂直度;锗圆由3块树脂压板及8个内六角螺钉施压夹紧。

2.2夹具工作过程
将已经修平毛边的多层锗圆如图3所示装压到夹具中,逐一拧紧内六角螺钉,保证3块树脂压板对工件的施压均匀。然后,将夹具如图4所示安装在线切割工作台的横梁上,用压板压紧,一次装夹完成长度方向2条切缝的切割。加工完成后取下夹具,将两侧的小树脂压板及切割下的边缘锗料取下。最后将夹具旋转90°如图5所示装夹,完成宽度方向6条切缝的切割。


2.3加工效果
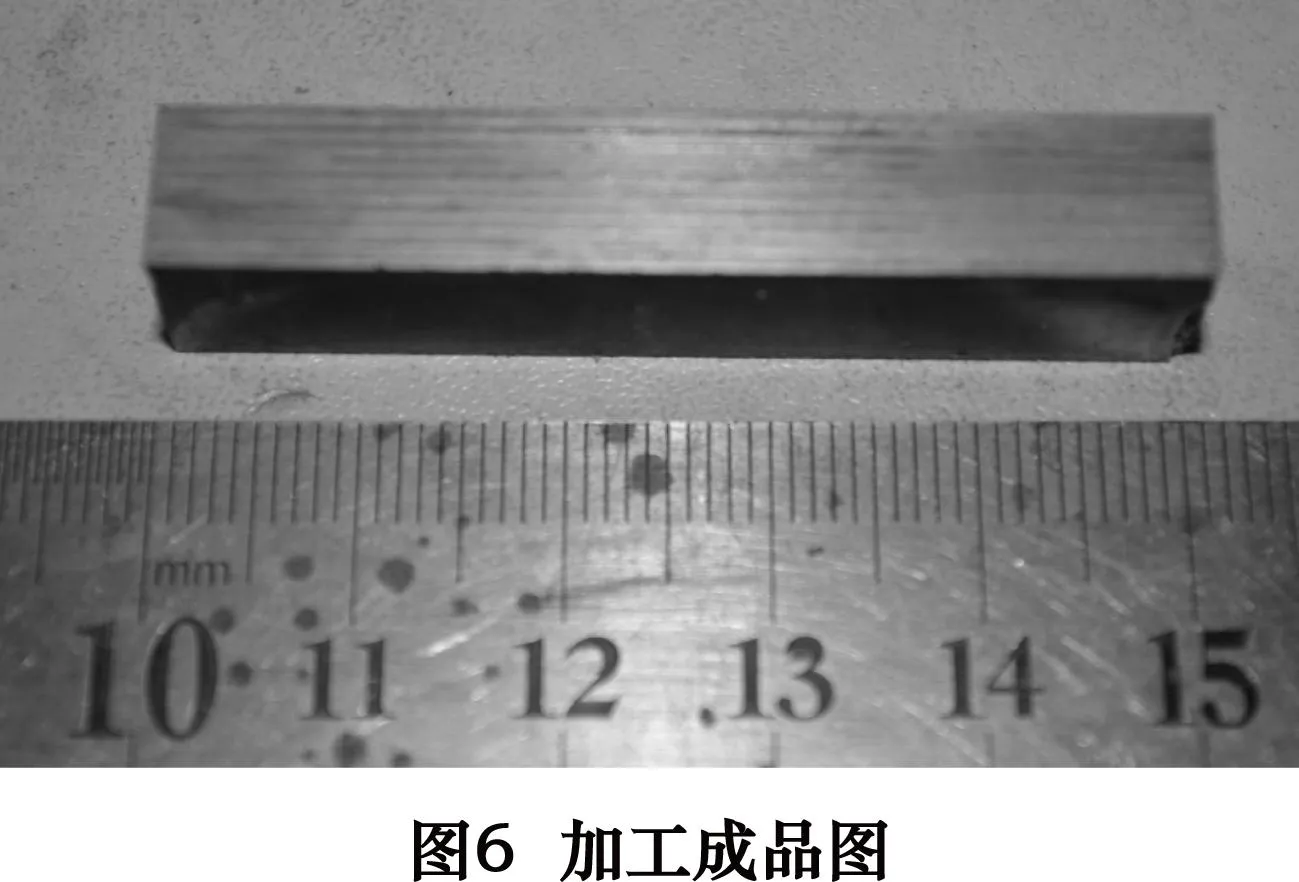
采用该夹具装夹加工的工件,由于处于整体轴向均匀受压状态,加工过程中未出现分层现象。图6所示的加工后的工件表面光洁,无肉眼可见的破碎崩边,尺寸精度和几何形状精度都完全满足产品的要求。
2.4装夹时注意的问题
锗片硬脆且薄,装夹时稍有不慎易被压碎。因此在锗圆与金属夹具体之间加1mm厚的橡胶垫片进行柔性装夹。装夹时需保证螺钉的施力均匀,防止产生偏压。装夹力不能太大,否则橡胶垫片对锗片的吸附力加大,会增加从夹具中取下工件的难度。
3 结语
该锯切夹具结构紧凑,拆装方便,制造简单,加工出的工件完全满足产品加工要求,解决了加工分层的难题。同时,该夹具结构也为同类型硬脆材料工件的加工提供了借鉴。
[1]吴春艳,陆亦工,高长水,等.半导体锗(Ge)放电加工中的表面钝化研究[J]. 中国仪器仪表,2015(2):60-64.
[2]张云电,张宇,严明,等.硬脆材料加工技术[M].北京:科学技术出版社,2011.
[3]田欣利,徐西鹏,袁巨龙,等.工程陶瓷先进加工与质量控制技术[M].北京: 国防工业出版社,2014.
[4]濮良贵,纪名刚.机械设计[M].8版.北京: 高等教育出版社,2005.
[5]李伟,谭豫之.机械制造工程学[M].2版.北京: 机械工业出版社,2013.
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
Design of multilayer germanium rectangular bar sawing fixture
ZHANG Bin
(TaizhouPolytechnicCollege,Taizhou225300,CHN)
Analysisofthereasonsofthedelaminationintheprocessofmultilayergermaniumrectangularbarsawing,themethodusingdiamondwiresawcuttingtheoverallcompressionworkpiecehasbeenproposed,effectivelyeliminatesthephenomenonofdelamination.Simplestructuresawingfixtureisdesigned,thestructureandworkingprocessofthefixtureareintroducedatthesametime.
multilayergermanium;fixture;delamination
TH122
B
张斌,男,1975年生,工学硕士,副教授,研究方向为硬脆材料的特种加工技术,已发表论文10 余篇。
(编辑李静)(2015-09-08)
160325
猜你喜欢
橡塑技术与装备(2022年12期)2022-12-12
水力发电(2021年2期)2021-05-14
小天使·三年级语数英综合(2020年4期)2020-12-23
红蜻蜓·低年级(2020年8期)2020-07-14
疯狂英语·新读写(2020年4期)2020-06-03
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年8期)2017-11-27
科技视界(2014年11期)2014-06-28
