
涡轮机叶片测量仪三轴联动测控系统研制*
2016-08-31 04:02赵凌宇白春蕾
制造技术与机床 2016年3期
赵凌宇 白春蕾
(北京工业大学北京市精密测控技术与仪器工程技术研究中心,北京 100124)
涡轮机叶片测量仪三轴联动测控系统研制*
赵凌宇白春蕾
(北京工业大学北京市精密测控技术与仪器工程技术研究中心,北京 100124)
针对航空发动机叶片专用测量仪效率低、成本高和测控系统功能可自主扩展性差的问题,提出了一种自主扩展性高、成本低廉的基于PMAC运动控制卡的叶片测量仪三轴联动系统。该系统使用PMAC运动控制卡与IPC集成的形式,构成一套可自主进行运动轴系控制与人机界面编程的三轴联动测控系统。通过试验证明,该系统具有成本低廉、测控系统自主编程扩展能力高、通用性强和高效率等优点,对工程应用具有指导意义。
空气涡轮机;叶片测量;测控系统
航空发动机是现代飞行器的核心部件,决定了飞行器的性能优劣。航空发动机从1903年发展至今,经历了活塞式发动机到燃气涡轮式发动机的发展变革。燃气涡轮发动机由空气压缩机、燃烧室、涡轮机3个主要结构构成。空气压缩机与涡轮机核心零部件为叶片,其也是组成航空发动机的关键零件之一,其尺寸、形状精度等直接影响着航空发动机的空气动力学特性,根据英国Rolls-Royce公司资料,若将飞机发动机涡轮机转子叶片加工精度由60μm提高到12μm,加工表面粗糙度Ra由0.5μm减小到0.2μm,则发动机的压缩效率将从89%提高到94%[1]。涡轮机叶片的型面为自由曲面,对该种类型自由曲面的检测一直是该行业的关键技术难题[2]。
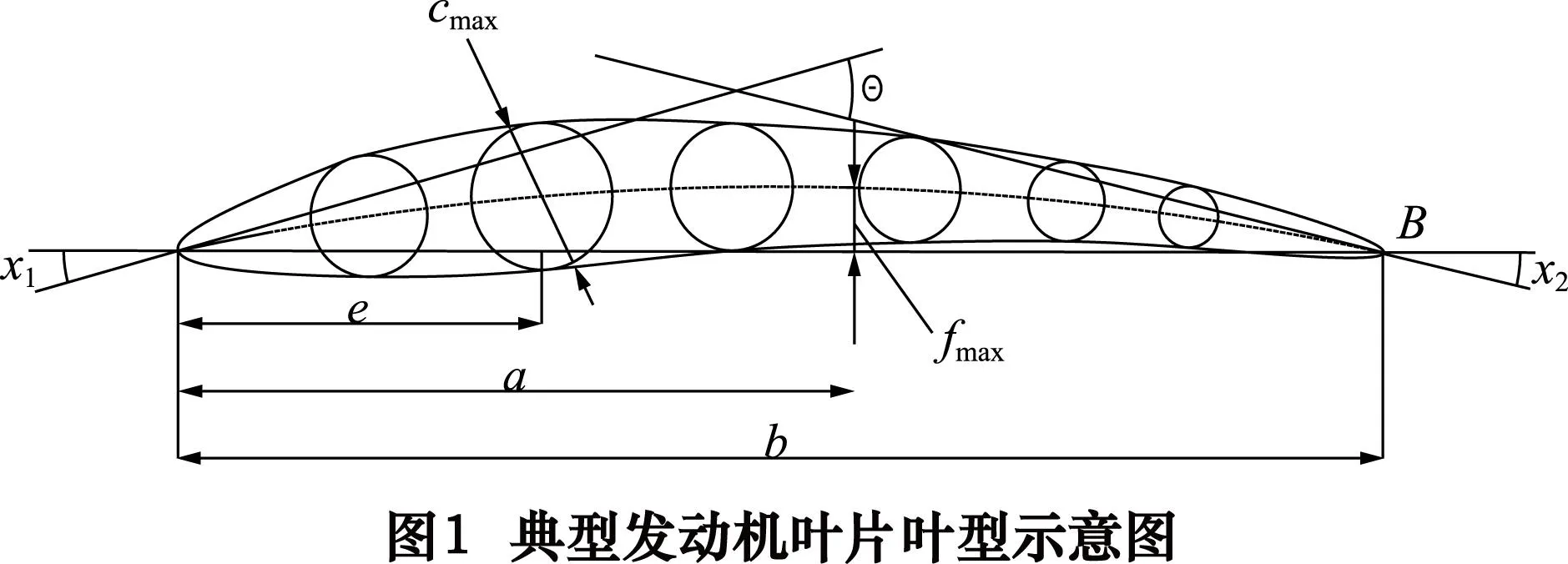
航空发动机涡轮机叶片常用材料包括钛合金、高温合金、铝合金、结构钢、不锈钢等。其主要结构由叶盆、叶背、进气边、排气边、榫头、橼板、叶冠等7部分组成。涡轮机叶片主要参数为叶型参数[3]。如图1所示为典型涡轮机叶片叶型示意图,其主要参数包括中弧线(叶型内切圆中心连线)、弦长b(连接中弧线与叶型前后缘交点AB之间的直线)、最大挠度fmax(中弧线到弦的最大垂直距离)、叶型前缘角x1(中弧线在前缘点A的切线与弦之间的夹角)、叶型后缘角x2(中弧线在后缘点B的切线与弦之间的夹角)
目前,常规的涡轮机叶片检测主要采用专用测量仪或样板进行检测,对叶片进行快速、准确的测量是该领域发展的大方向。国外海克斯康、温泽等企业是常见的叶片测量仪生产厂家[4],其生产的多轴叶片测量仪可配置接触或非接触测头对叶片进行自动测量,国内中航工业集团、西北工业大学等对叶片测量仪进行了大量的研究工作[5]。
一般航空发动机涡轮机叶片叶型精度为0.06mm,表面粗糙度Ra为0.4μm,其常用测量方法有专用叶片测量仪测量、样板测量、光学投影测量和三坐标机测量[6]。专用叶片测量仪可对各种叶片进行自动化测量,具有适应性强等特点;样板测量使用叶片样板,采用比对测量原理,可对叶片进行快速检测,这种方法是现在行业最常用的测量方法。光学投影测量方法是采用光学投影仪对叶片进行全尺寸测量,其采样点数高;三坐标测量机也可对叶片进行自动化测量,其测量精度最高。
本文采用:三轴联动系统+非接触激光扫描测头对发动机叶片进行自动、快速测量。联动系统采用:IPC+运动控制卡的ONC形式进行控制,运动控制卡选用美国DeltaTau公司的PMAC2-PCI-LITE运动控制卡。本方案具有测量快速高效、采样点数高、可自主扩展功能、成本低等特点。

1 叶片测量仪研制
1.1叶片测量仪结构
如图2所示,为实验室自主研发的三轴联动叶片测量仪[7]。仪器由机械系统与测控系统构成。
本仪器采用一个回转轴系A与两个直线轴系X(水平)、Z(竖直)共同构成一个三轴联动结构。回转轴系A采用精密密珠主轴,两个直线轴系采用模组式精密导轨叠层式布置。整个机械系统放置在大理石基座上。测控系统采用美国DeltaTau公司制造的PMAC运动控制卡与研华科技的IPC集成的形式,PMAC运动控制卡直接控制各路电机并接受光栅反馈信号。IPC提供人机交互界面,并处理激光测头与PMAC采集的数据。
1.2叶片测量仪工作原理
仪器进行测量时,先把叶片装夹在精密卡具上,然后通过计算机人机交互界面设定主轴的转动速率及X、Z轴的移动速率,控制Z轴移动到指定的高度并锁定Z轴,初始化工作完成之后进行相应的测量工作。
测量开始后,转轴A的伺服驱动系统驱动主轴转动,激光测头采集位移数据,通过以太网传输给上位机。IPC计算激光测头透镜与叶片理论廓线待测点K的距离d,通过PMAC驱动直线轴X调整距离d使得d始终保持在测头焦距范围内。光栅角位移传感器的读数头采集的转角数据由PMAC运动控制卡通过PCI总线传输给上位机。最终,通过组合光学测头的位移数据与光栅角位移传感器采集的转角数据得出叶片截面轮廓线数据,经过数据处理与分析得出叶片截面轮廓线。

2 测控系统硬件设计
图3所示为三轴联动叶片测量仪测控系统原理图。该系统共有两套相互独立的控制系统。第一套控制系统通过PMAC运动控制卡,对仪器进行自动控制。

工控机IPC通过PCI总线与PMAC运动控制卡通讯。PMAC运行控制卡的Jmach1与Jmach2通道分别连接两块ACC8S接口板,每块板卡分别有2路信号通道,共计4路信号通道,可实现4轴运动控制。X、Z、A轴的电机驱动器控制信号接口通过与ACC8S板卡连接,可以接收PMAC发出的脉冲加方向控制信号,光栅线位移传感器与光栅角位移传感器的读数头反馈信号同时接入PMAC运行控制卡,以实现各运动轴的闭环控制[8]。
第二套控制系统采用手动控制方式,手柄操作面板与实验室自行开发的控制板卡相连,手柄面板操作控制板卡可分别向3种电动机驱动器输出3路控制信号,以实现对仪器的3个运动轴的简单运动。测头传感器采用以色列生产的激光测头,通过以太网与上位机进行实施通讯。IPC负责对PMAC与测头采集的数据进行处理与分析。
3 测控系统硬件集成
3.1零部件选型
在总体技术方案基础上,进行了相应的试验和分析,在分析试验的基础上进行了零部件的设计和选型。X轴电机选用松下MSMA012C1G型交流伺服电机及MSDA013D1A型驱动器,光栅线位移传感器选用贵阳新天公司的产品。Y轴电机选用富士FALDIC-W系列GYS101DC2-T2A-B型交流伺服电机及其RYC101D3-VVT2型电机驱动器。A轴电机选用横河DM1B-45型交流伺服电机及UD1BG3-045N型驱动器,光栅角位移传感器选用雷尼绍20USA150型圆光栅及RGH20Z30D00A型读数头。各硬件接线图见图4。
3.2功能设置
经过试验和分析,PMAC运动控制卡所需要实现的控制功能包括脉冲控制信号输出、位置反馈信号接收以及限位功能。
ACC8S接口板为DeltaTau公司提供的PMAC运动控制卡接口板,用于和外部控制设备连接。图5为ACC8S接口板的结构图,其各个接口定义如下:TB2为光栅位移传感器信息输入接口,可以进行光栅反馈信号差分输入,其内部管脚定义分别为1号管脚为CHA1+,2号管脚为CHA1-,3号管脚为CHB1+,4号管脚为CHB1-,5号管脚为CHC1+,6号管脚为CHC1-。TB6为PMAC控制信号输出接口,可向电机驱动器输出控制信号,其内部管脚定义分别为1号管脚为STEP+,2号管脚为STEP-,3号管脚为DIR+,4号管脚为DIR-。TB4为状态信号输入接口,其可以输入各种状态信号,包括正负限位信号及其伺服报警信号,其管脚定义如下,2号管脚为正限位输入口,3号管脚为负限位输入口,5、6号管脚为公共端。
正确接线后,PMAC运动控制卡在使用前还需要进行基本的参数设置。DeltaTau公司提供给用户进行PMAC系统设置的变量为I变量,分别为I0至I1023。PMAC大部分I变量的出厂设置可以满足使用要求,在这里只需要修改几个参数,即可使其适合本系统的要求。这里给出一个通道I变量修改的参数,另外两通道与其类似:In00设置为1,In01设置为0,In02设置为MYMC004,In03设置为MYM0720,In04设置为MYM0720,In11设置为16000,In12设置为16000,In22设置为32,In23设置为32,In25设置为MYM2C000,I9n0设置为7,I9n2设置为1,I9n3设置为0,I9n6设置为3。

4 PID控制
4.1PID原理
在机电控制系统中,PID控制器作为最简单、通用的校正装置,常用于改进反馈控制系统的性能。图6为传统PID控制原理图[9]

其中:
e(t)=r(t)-c(t)
(1)
(2)
其传递函数表示为
(3)
式中:KP为比例增益,KI为积分增益,KD为微分增益。
其中比例增益提供系统的刚性,微分增益提供稳定需要的阻尼,积分增益消除稳态跟随误差。
区别于传统的PID,美国DeltaTau公司的PMAC2控制卡的位置反馈控制系统采用的是带有速度与加速度前馈的PID控制器+陷波滤波器算法来进行调整的。如图7为PMAC位置反馈系统原理图。
各个参数含义如下:Kvff为速度前馈,通过参数I×32调节,Kaff为加速度前馈,通过参数I×35来调节,IM为积分模式,通过参数I×34来调节。Ki为积分增益,通过参数I×33来调节。Kd为微分增益,通过参数I×31调节,Kp为比例增益,通过参数I×30调节。n1表示陷波滤波器系数N1,通过参数I×36调节。n2表示陷波滤波器系数N2,通过参数I×37调节。d1表示陷波滤波器系数D1,通过参数I×38调节。d2表示陷波滤波器系数D2,通过参数I×39调节。

4.2PID整定
通过DeltaTau公司提供的PMACTuningPro软件,可以对各个运动轴电机进行PID整定。首先使用系统提供的阶跃信号调节PID参数。通过调整参数I×31与I×33的数值,对相应曲线进行调整。经过反复调试,直到实际曲线和理论曲线相吻合时,PID整定结束,见图8。

调整PID参数完成后,利用抛物线响应,调节系统动态特性。通过参数I×32与参数I×35可对相应曲线进行调整。
5 软件设计
测控系统软件分为上位机人机界面设计与下位机程序编程。上位机采用VC++设计人机交互界面UI,用来显示所检测的PMAC各项参数及其所采集的数据处理与分析。下位机为PMAC运动控制卡,可用自带语言进行运动程序与PLC编程。上位机软件通过DeltaTau公司提供的动态链接库与PMAC进行通讯及其数据传输。
5.1上位机软件
如图9所示为上位机人机交互界面功能模块图。本软件共分为五大模块,包括用户信息管理模块、参数管理模块、程序管理模块、状态管理模块以及数据分析模块。用户信息管理模块用于进行用户信息录入及其登录,参数管理模块可以进行电机运行参数设定及其坐标系选择。程序管理模块可进行运动程序编辑以及叶片主要评价参数设定。状态管理模块可以显示故障信息、限位开关状态以及各个电机轴运动状态。数据分析模块可以显示所测量叶片界面数据点以及数据分析方法选择。软件采用MicrosoftVS2010进行开发,开发原则包括功能完善、简单易用、安全可靠、扩展灵活。
上位机与下位机通讯通过DeltaTau公司提供的动态链接库PCOMM32建立通讯,PCOMM32动态库里包括250余种库函数,编程人员可以方便的通过调用库函数来实现和PMAC控制卡进行数据交换。

5.2下位机程序设计
下位机程序设计是在PMAC运动控制卡中,利用系统所支持的语言进行编程,其中包括运动控制程序设计以及PLC逻辑控制程序设计。运动控制程序主要分为两个部分,第一部分是变量的初始化,在第一部分中要对之后程序所用到一些变量进行初始化。第二部分是测量的主程序,测量的主程序是要实现仪器测量时所要求的运动,其运动流程为2个直线轴在程序开始时的回零运动,之后Z轴移动到指定的高度,转台转动,X轴根据计算的距离正负移动。当完成一次测量后,PMAC卡要控制各轴电机进行复位。
PLC逻辑控制程序用于监视模拟、数字量输入,设定输出值,发信息以及监视运动参数等。
PLC程序结构如下:
CLOSE“关闭当前打开的缓冲区”
DELGAT“关闭数据采集”
OPENPLCnCLEAR“打开n号PLC程序缓冲区”
CLOSE“关闭缓冲区”
6 叶片测量仪试验验证
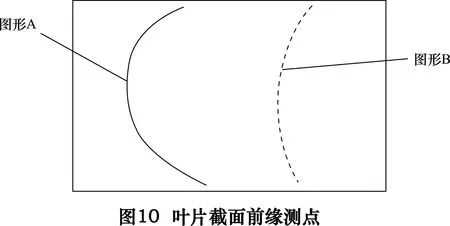
如图10所示,图形A为实验室研制的叶片测量仪测出的叶片截面前缘的点云数据,平均采样频率为1 600Hz,采样点数为890个,采样时间约为0.5s。图形B为海克斯康三坐标测量机测出的叶片截面前缘点云数据,采样点数为50个,采样时间约为1min。
经数据对比,本文所研制的叶片测量仪比传统三坐标机测量叶片截面时采样频率更大、采样点数多,其测量效率更高。
7 结语
本文研究了基于PMAC控制卡的3轴叶片测控系统的开发,经过主机研制和相关试验验证,通过上位机软件对PMAC运动控制卡的控制实现了系统的运转与测量,满足了叶片相关参数测量的功能要求。采用PMAC运动控制卡的测控系统具有结构紧凑,组装方便,开放性高,可扩展性强以及支持多种语言编程的优点。
[1]袁哲俊,王先逵. 精密和超精密加工技术[M].北京:机械工业出版社,2002.
[2]石照耀,谢华锟,费业泰. 复杂曲面测量模式与关键技术[J]. 工具技术,2000,34(11):31-34.
[3]楚武利,刘前智,胡春波.航空叶片机原理[M].西安:西北工业大学出版社,2009.
[4]温泽.温泽全系列产品综合样本2011版[Z].2011.
[5]蔺小军,单晨伟.航空发动机叶片型面三坐标测量机测量技术[J].计算机集成制造系统,2012,18(1):125-131.
[6]王军.航空发动机叶片三维轮廓测量方法研究[D]. 长春:中国科学院研究生院,2005.
[7]林虎.柱状零件通用测量仪的研制[D].北京:北京工业大学,2010.
[8]DeltaTauChina.HardwarereferencemanualPMAC2-PC&PMAC2-PClite.[Z].2004.
[9]董景新,赵长德,郭美凤.控制工程基础[M].北京:清华大学出版社,2009.
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
Development of turbine blade measuring machine triaxiallinkagemeasurementandcontrolsystem
ZHAO Lingyu①,BAI Chunlei①
(BeijingEngineeringResearchCenterofPrecisionMeasurementTechnology&Instrument,BeijingUniversityofTechnology,Beijing100124,CHN)
AimingattheblademeasuringmachineproblemofhighcostandlowefficiencyofdevelopmentwithMeasurementandControlSystem,triaxiallinkagemeasurementandcontrolsystembasedonPMAC,lowcostandhighefficiencyofdevelopment,wasproposed.UsingPMACandIPC,triaxiallinkagemeasurementandcontrolsystemwasbuilt.Theexampleswereusedtoverifythelow-costandhighlyefficientdevelopmentofsystem.Ithasguidingsignificationtoengineeringapplication.
airturbine;blademeasurement;measurementandcontrolsystem
TP272
A
赵凌宇,男,1987年生,硕士研究生,研究方向为精密测量。
(编辑谭弘颖)(2016-01-12)
160324
*北京市教委项目“航空发动机叶片测量成套技术与测量机”(PXM2013_014204_000031)
猜你喜欢
环球时报(2022-07-27)2022-07-27
电子制作(2021年21期)2021-11-10
建材发展导向(2021年13期)2021-07-28
当代化工(2020年5期)2020-08-25
电子制作(2019年9期)2019-05-30
计算机与数字工程(2019年4期)2019-05-07
中学生数理化·中考版(2018年11期)2019-01-31
现代职业教育·中职中专(2017年2期)2017-08-13
海峡摄影时报(2017年7期)2017-07-14
电子制作(2017年7期)2017-06-05
