离心铸造工艺在制备氧化铅/环氧树脂基零件中的应用研究
2016-08-26 09:03项名珠魏善武LIHaoXIANGMingzhuWEIShanwu公安部第一研究所安检技术事业部北京102200
制造业自动化 2016年6期
李 昊,项名珠,魏善武LI Hao, XIANG Ming-zhu, WEI Shan-wu(公安部第一研究所 安检技术事业部,北京 102200)
离心铸造工艺在制备氧化铅/环氧树脂基零件中的应用研究
李昊,项名珠,魏善武
LI Hao,XIANG Ming-zhu,WEI Shan-wu
(公安部第一研究所 安检技术事业部,北京 102200)
为进一步提高氧化铅/环氧树脂基复合材料的高压绝缘能力和射线屏蔽能力,满足射线源安全、稳定工作的要求。经对其制备工艺进行分析,在改进中创造性的引入了离心铸造工艺,应用了恒温加热部件,计算了离心转速,梳理了工艺流程。经对制备工艺改进前后样件的对比测试,改进工艺后零件的高压绝缘能力和射线屏蔽能力有了明显提升。
氧化铅/环氧树脂基;离心铸造;高压绝缘;射线屏蔽
0 引言
射线源作为安检机的核心部件之一,其技术指标与可靠性的高低与安检机的整体性能息息相关。现阶段,随着安检机穿透、分辨能力的不断提高,对射线源高压、束流指标的要求也随之提升。在此条件下,为保证射线源安全、稳定的工作,射线源内部材料的高压绝缘能力和射线屏蔽能力也必须进一步提高。
氧化铅/环氧树脂基材料是一种广泛应用于射线源内部的复合材料,其主要由氧化铅粉和环氧树脂两种主要成分加少量固化剂组成,具有良好高压绝缘和射线屏蔽能力,适用于较为苛刻的辐射环境之中[1~3]。目前,该材料制成的零件既可用于对射线管进行局部屏蔽,以降低外部整体屏蔽厚度;也可放置在对射线管与电子元件之间,以避免电子元件受到射线的直接照射。
1 制备工艺改进分析
为提高氧化铅/环氧树脂基材料的性能,需制备过程中对其高压绝缘能力和射线屏蔽能力分别进行分析,在改进制备工艺中对两种能力的提高统筹思考,不能在改进中出现一种能力提高而另一种能力降低的情况。
1.1高压绝缘方面
在高压绝缘方面,为提高其绝缘能力,首先需提高制备工艺中对氧化铅和环氧树脂这两种主要材料的混合能力。因为如果两种材料没有充分混合,就会导致零件局部密度不均匀,甚至在固化过程中存在孔洞,从而降低零件的高压绝缘能力,甚至击穿零件,造成零件完全丧失绝缘能力。
1.2射线屏蔽方面
在射线屏蔽方面,零件的射线屏蔽能力与零件厚度和单位厚度的材料致密性直接相关。在零件设计不变的情况下,其厚度无法增加,只能在零件制备中提高材料的致密性,进而提高整个零件的射线屏蔽能力。因此需在制备中对整个固化过持续程施加外力,使混合材料在固化的同时压紧。
2 离心铸造工艺的应用
根据上述分析,在氧化铅/环氧树脂基材料制备工艺中引入了离心铸造工艺。离心铸造工艺是将混合液注入高速旋转的铸型内,使其在离心力的作用下充满铸型并形成铸件的铸造工艺。它具有加工成本低、成型质量高、几乎没有铸造缺陷等优点。通过离心时的高速旋转有效提高了制备中材料的混合效果,同时利用旋转离心力压紧混合材料,提升其致密性。
该工艺的核心是一套离心铸造系统,该系统主要由:离心铸造机、PLC控制器、真空搅拌机、浇注设备、模具起吊设备等组成。系统核心的离心铸造机主要由整体机架、驱动电机、旋转部件、模具部件、恒温加热部件等组成,其示意图如图1所示。
2.1恒温加热部件的应用
由于氧化铅/环氧树脂基材料在一定温度下可有效提高固化成型速度,为提高制备效率,因此在一般离心铸造机上进行改进,加入了恒温加热部件,实现了对模具温度的动态控制,成为了一种独创的新型离心铸造机。在使用中,将搅拌好的混合液浇入旋转的模具部分之中,恒温加热部件包裹模具部分,同时根据不同尺寸零件的固化情况动态调节其温度,使混合物更快的凝固、成型。
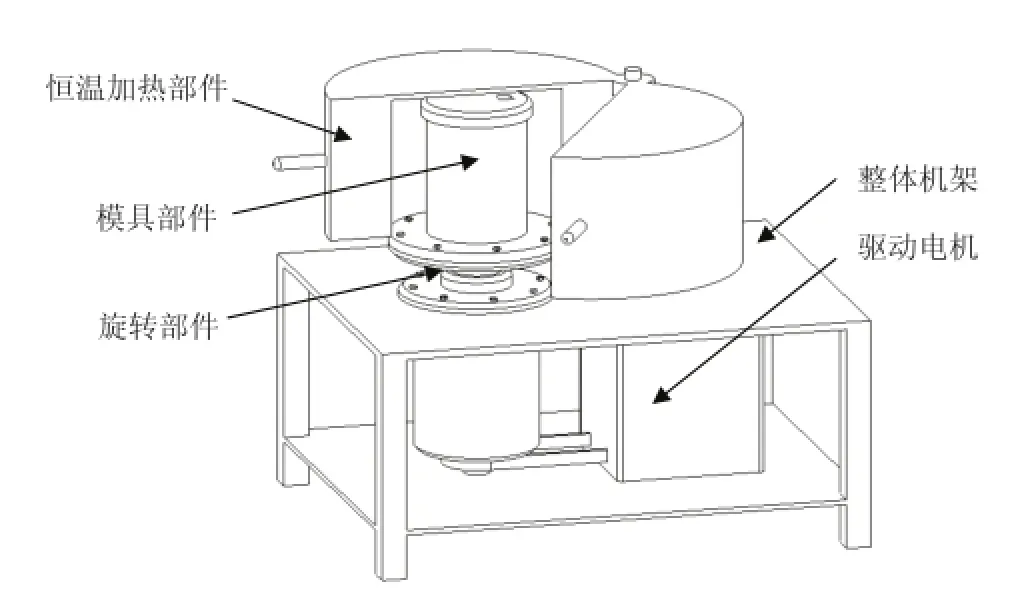
图1 离心铸造机
2.2离心转速的计算
在制备中,由于氧化铅/环氧树脂零件应用在不同场合时材料的配比有所不同,导致其密度的变化,因此在制备前需首先确定不同密度零件的离心转速。在离心铸造中,为克服重力,零件须达到一定的转速:如转速过低时,由于离心力不足,就会使离心铸造时铸件造型不充分。但转速过高时,使铸件产生纵向裂纹,混合液更易偏析[5~7]。因此在确定离心铸造铸型的转速时,其原则是在保证零件质量的前提下,选取所需的最低离心转速[8]。
最低转速的计算公式,分别如式(1)、式(2)、式(3)所示。
离心铸造时材料所受的离心力与旋转半径成正比,与旋转角速度的平方成正比,其离心力公式如下:

式中,F为材料所受离心力(N);m为材料的质量(kg);
ω为材料旋转角速度(rad/s);
R为离心铸造系统旋转半径(m)。
旋转半径不同,离心力也不同。因材料有一定的厚度,不同厚度内各层所受离心力会不同,要完全带起材料,充满铸型,就必须使内部的离心力也大于内部材料的重力,因此式(1)可变化为:

式中,G为材料所受重力(N);
n为离心铸造系统转速(r/min)。
在生产中可采用各种经验公式来确定铸型的转速,本文根据重力系数计算铸型转速,其计算公式如下:

式中,T为重力系数,根据氧化铅在材料中的百分比确定,一般取70~85之间。
在实际使用中可将式(2)和式(3)的计算结果对比使用,根据实验数据进行试验,最终通过试验氧化铅/环氧树脂基零件的固化情况、外形是否均匀、是否存在气孔、表面光洁度等指标确定合适的最低转速。
2.3制备工艺流程
在确定所有工艺参数后,通过离心铸造制备氧化铅/环氧树脂基零件的工艺流程主要包括以下步骤:
1)将计量完毕的氧化铅和环氧树脂按一定比例混合,加入少量固化剂,放入真空搅拌机中进行搅拌,同时进行抽真空处理。
2)待搅拌均匀,真空度满足工艺要求后,通过浇注设备将混合物注入离心铸造机的模具内,模具需事前涂抹脱模剂。
3)按混合物重量和成型要求设定离心铸造机的转速、转动时间、加热温度后,开始进行离心铸造。
4)到达设定完成时间,观察氧化铅和环氧树脂混合物完全固化后,关闭离心铸造机。
5)通过模具起吊设备将模具连同混合物从离心铸造机中取出,进行脱模。
3 应用前后对比试验
3.1高压绝缘能力对比试验
为检验应用离心铸造工艺后的实际制备效果,计划将应用前后两种工艺制备的样件放入绝缘测试仪中进行高压绝缘能力对比试验。该仪器内置微型计算机,测试准确性高,操作简单,其外形如图2所示。

图2 绝缘测试仪

表1 绝缘对比试验数据

表2 射线泄漏对比试验数据
将应用离心铸造前后两种工艺分别制备的共10块直径为60mm、厚度为5mm的圆盘形氧化铅/环氧树脂基样件,每块样件放入测试仪中连续打压5次,其具体测试数据,如表1所示。
经绝缘对比试验可知,应用离心铸造工艺后样件的高压绝缘能力与之前相比平均提高了19.3%,有效提高了其在高电压环境下的绝缘防护能力。
3.2射线屏蔽能力对比试验
将应用离心铸造工艺前后制备的两套实际尺寸样件分别安装在两台射线源中,射线源以160kV/1.2mA的参数工作,进行射线屏蔽测试。经使用Fluke451P型电离室剂量率仪,选取射线源前、后、左、右、上、下方向,在距离X射线源表面5cm处,共6个测试位置进行测试,其射线泄漏照射量率数据,如表2所示。
经射线泄漏对比试验可知,使用离心铸造工艺后制备的样件,使射线源的射线泄漏照射量率与之前相比平均降低了9.3%,进一步提高了射线源的射线屏蔽能力。
4 结论
目前,具有良好高压绝缘能力和射线屏蔽能力的氧化铅/环氧树脂基防护零件应用在X射线源之中发挥着不可替代的作用。经对其制备工艺进行改进,加入了新设计的离心铸造工艺,经实测有效提高了零件的高压绝缘能力和射线屏蔽能力。综上所述,离心铸造工艺有效提高了氧化铅/环氧树脂基防护零件的产品性能,保证了射线源的安全、稳定工作。
[1] 沃丁柱.复合材料大全[M].化学工业出版社,2002(1):1-2.
[2] 李江苏,戴耀东,张瑜,等.氧化铒/环氧树脂辐射防护材料的制备及性能研究[J].化工新型材料,2010,38(5):48-52.
[3] 张金昌.环氧树脂改性及其涂层性能研究[D].山东:山东大学,2011.
[4] 项名珠.氧化铅改性环氧树脂的制备及研究[J].绝缘材料,2012,45(6):17-19.
[5] 袁铁军,潭昌柏,郑伟峰,等.大厚度复合材料构件固化成型技术的研究[J].机械设计与制造,2013(03):32-35.
[6] 石成芳.离心铸造铝基复合材料梯度功能盘状零件成形工艺研究[D].重庆:重庆大学,2007.
[7] Oliveira C G,Ferreira M C S. Ranking high-quality paint systems using EIS[J]. Intact coatings Cores Sci,2003,45:139-147.
[8] 张武城.离心铸造[M].北京:机械工业出版社,2004.
Applied research of centrifugal casting in manufacturing lead oxide/epoxy resin parts
TM215
A
1009-0134(2016)06-0081-03
2016-04-07
李昊(1985 -),男,北京人,工程师,硕士,主要从事射线源的结构设计和绝缘设计。
猜你喜欢
科学技术创新(2022年30期)2022-10-21
北京航空航天大学学报(2021年9期)2021-11-02
舰船科学技术(2021年12期)2021-03-29
中学生数理化·七年级数学人教版(2020年12期)2021-01-18
中学生数理化·七年级数学人教版(2019年12期)2019-05-21
电子制作(2018年10期)2018-08-04
中成药(2017年3期)2017-05-17
浙江大学学报(工学版)(2016年9期)2016-06-05
初中生世界·七年级(2016年2期)2016-03-03
中国塑料(2015年7期)2015-10-14