镀敷金刚石在金属结合剂中发挥作用的机理探讨(下)
2016-08-15 10:56冯海洲董书山
超硬材料工程 2016年4期
冯海洲,董书山
(1.泉州众志新材料科技有限公司,福建 泉州 362012;2.吉林大学超硬材料国家重点实验室,长春 130012)
镀敷金刚石在金属结合剂中发挥作用的机理探讨(下)
冯海洲1,董书山2
(1.泉州众志新材料科技有限公司,福建 泉州 362012;2.吉林大学超硬材料国家重点实验室,长春130012)
文章分别对烧结后镀敷金刚石表面状态及元素分布、镀敷金刚石与胎体接壤部位的元素分布和显微硬度值进行了观察与检测,以及对试样的抗弯强度和实际工具的切割性能进行了测试。数据分析的结果表明,镀层中的Ti很容易扩散到金刚石周围约一个粒径范围内的胎体中,提高了该局部胎体区域的机械性能,达到了改善工具的实际切割性能的效果。
镀敷金刚石;元素分布;显微硬度;Ti;扩散;机械性能
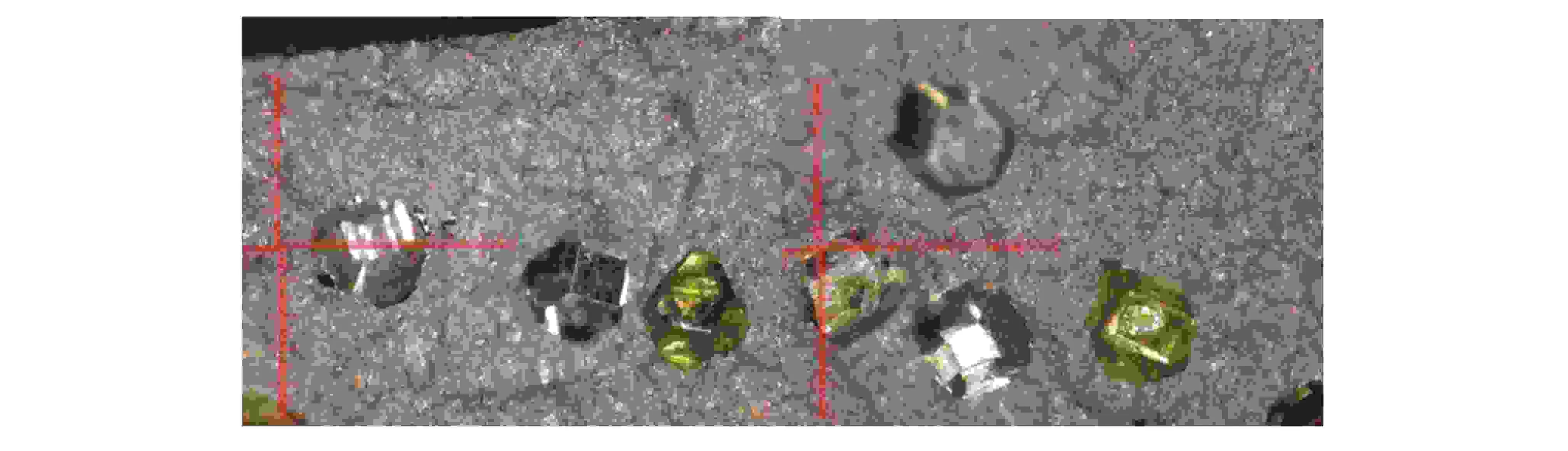
样块D:
光学显微镜照片optical microphotograph
在试样D中可看到金刚石表面有较多颗粒状黏附物。
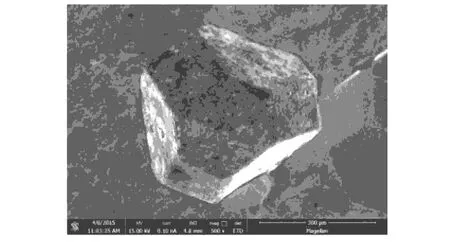
SEM照片SEM image
金刚石表面与样块C相同,有明显蚀坑。
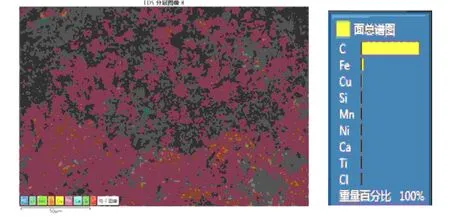
金刚石表面元素分布element distribution on diamond surface
只检测出少量的Fe和Cu元素,应为胎体迁移到金刚石表面。
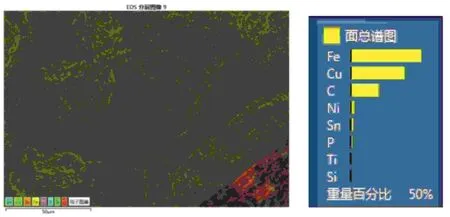
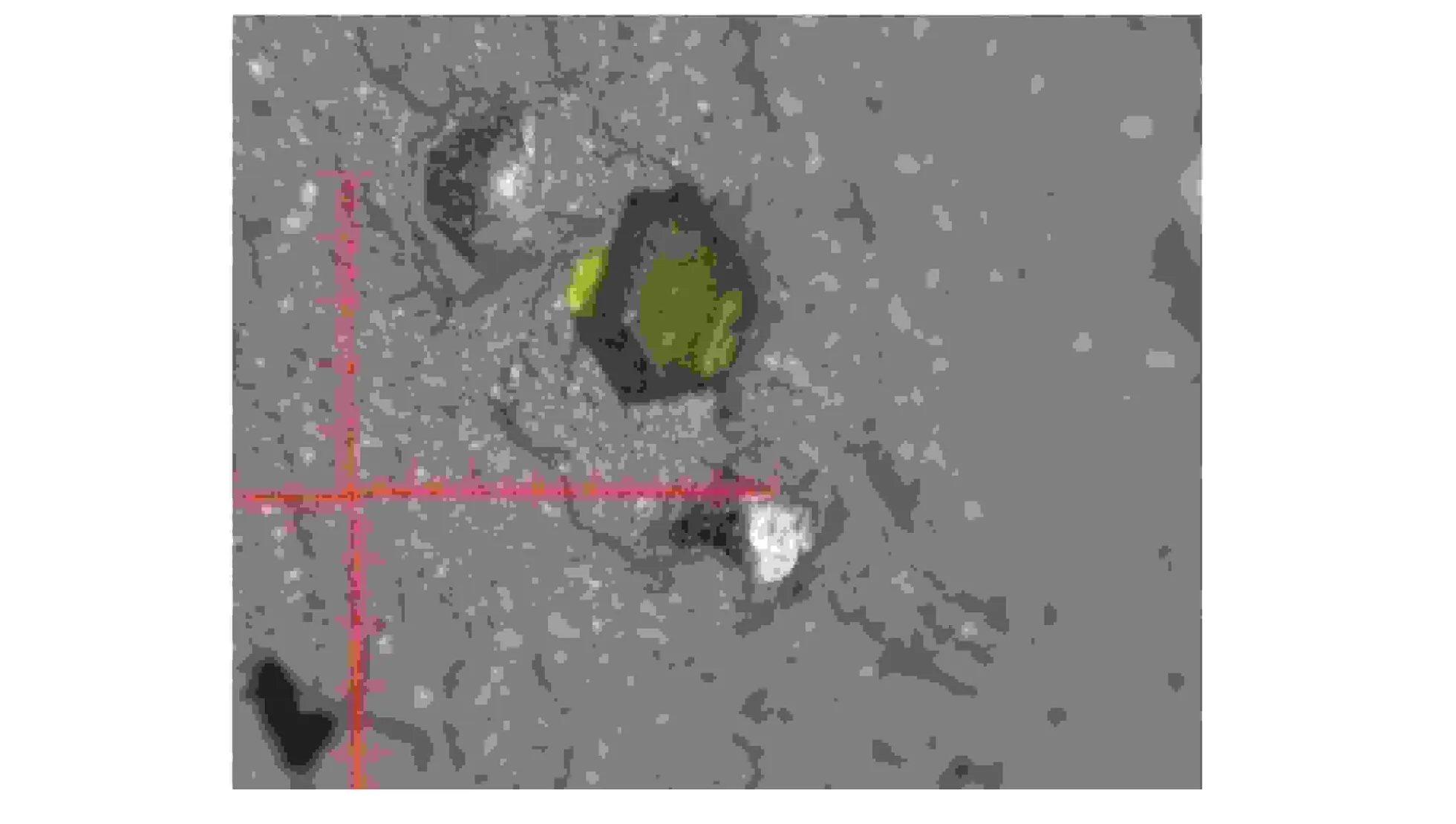
金刚石与胎体接壤部位元素分布element distribution at the interface of diamond and matrix
样块E所用金刚石与样块C相同。样块C与D金刚石表面均未测出Cr,只测出了Ti,且Ti也主要分布在胎体部位。
样块E:
光学显微镜照片optical microphotograph
胎体与A相同,仅金刚石更换为未镀的裸料,观察金刚石表面与坑底光滑,与A类似。
样块F:
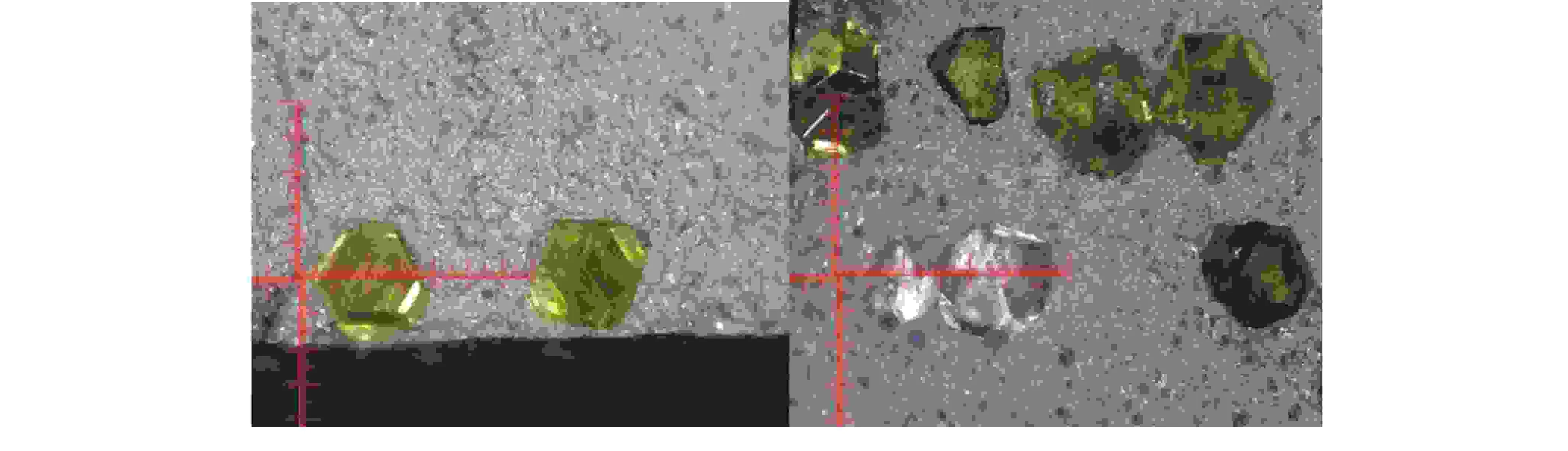
光学显微镜照片optical microphotograph
样块F胎体与D相同,仅金刚石更换为未镀的裸料,观察金刚石表面有微小黏附物,坑底较光滑有微小蚀点。
从上看出,只要是镀敷金刚石带来了Ti元素,镀覆层几乎就会被胎体吸收,镀敷层中的Cr主要分布在金刚石表面,向胎体中扩散较少;而Ti则有明显的扩散,滞留在金刚石表面的Ti仅占很小的一部分。
4.3各样块中金刚石附近的显微硬度变化
在ABCDEF各个样块表面挑选暴露完整的金刚石,周围进行细致打磨后,从金刚石边缘向胎体部分选取一直线,每隔0.1mm取一点,测量其显微硬度,加载力50g,15s,并将测得的HV值按照距金刚石边缘位置绘制曲线并拟合近似曲线,观察其HV与金刚石外缘位置的变化关系。绘制图表如下(图3):
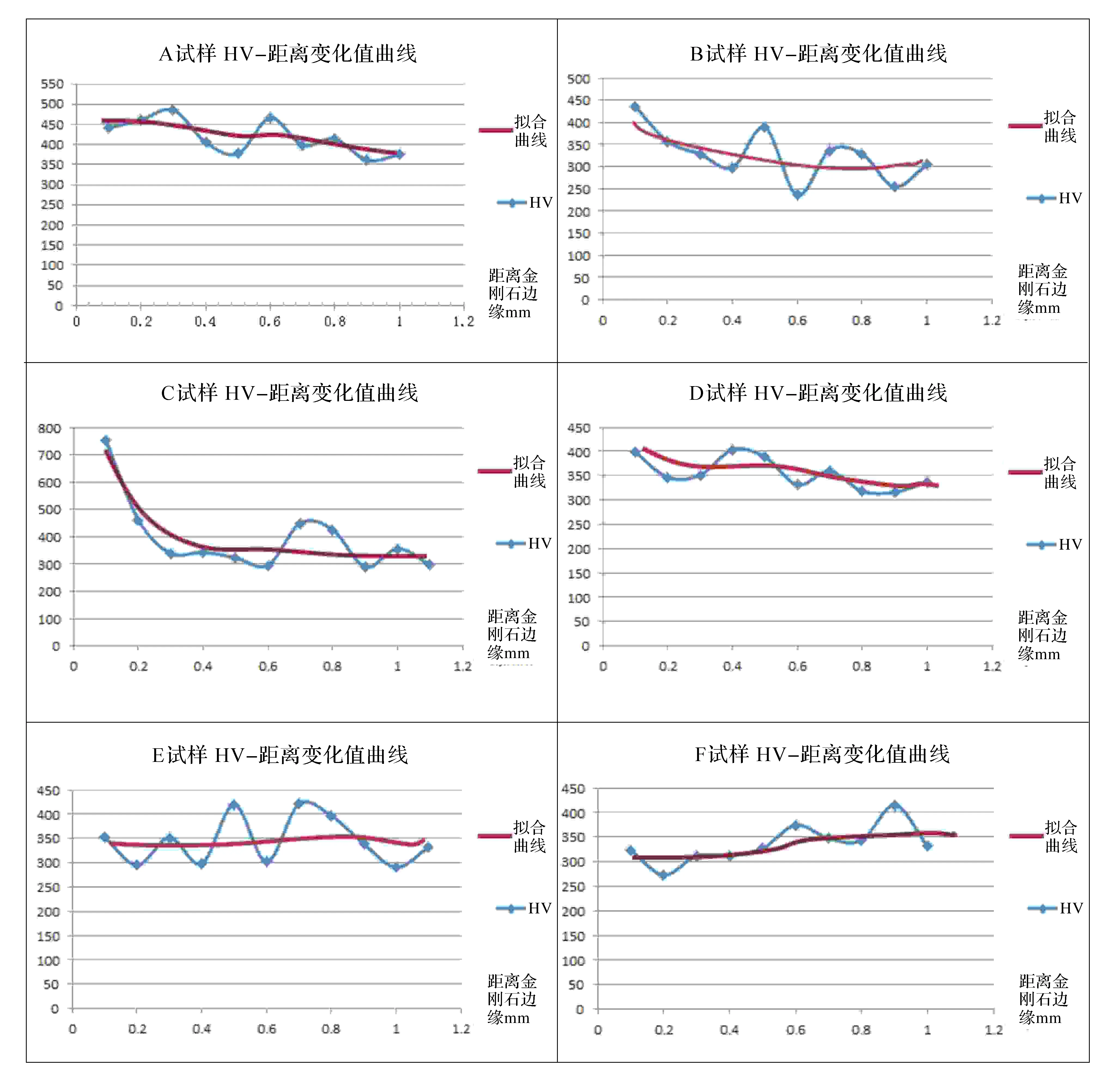
图3 HV-金刚石边缘距离曲线图Fig3 The relation graph between HV and diamond edge distance
剔除个别点因致密度较低或相组织较软外,可以看到镀敷料的外缘处硬度呈下降趋势,在0.5~0.7处HV值与胎体基本相同。未镀敷料则没有这种表现。
故推测因Ti的扩散进入胎体中,强化了部分胎体的性能,这部分胎体仅限于金刚石颗粒周围0.5~0.7mm以内的球形范围,这部分区域保证了金刚石受到强有力的支撑,提高了其工作能力,增加了胎体对金刚石的把持力。
4.4锯片实际切割性能的表现
将A、B、E为一组,D、F为一组,分别制成230激光焊锯片进行切割性能比较。条件:230角磨机,干式切割山西黑(700×40)mm,比较其锋利度。数据见下表3:
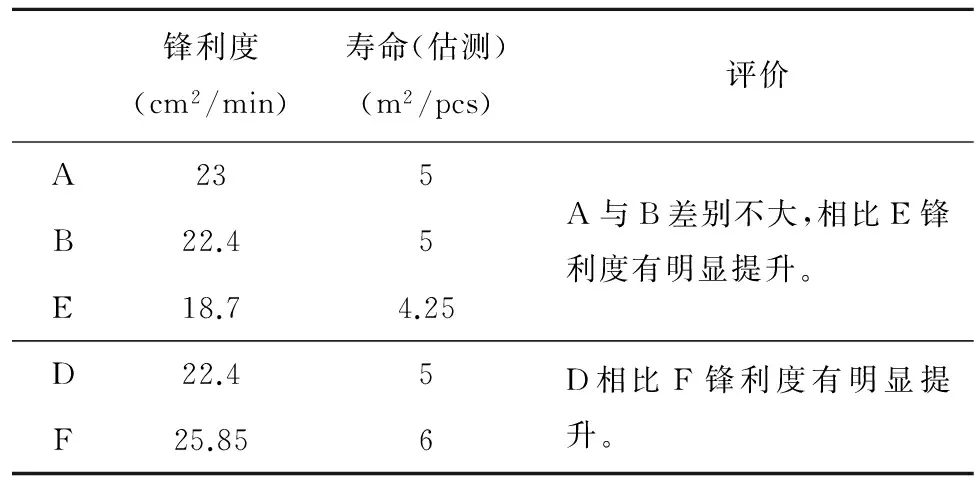
表3 各试样的切割性能数据
注:因实际切割过程掺入了更多的影响因素,故此表数据仅作定性的判断,不能作为定量的结论。
可看到使用了镀敷金刚石后,锋利度与寿命都有明显提高,特别是试样D,虽然从抗弯强度看不到效果,但在实际使用中仍然表现出了较好的效果。
5 分析及讨论
由以上的试验似乎可以得出结论:镀层加入了Ti元素,在烧结过程中,Ti迅速扩散入了胎体,与Fe、Cu、Ni形成了合金相,从而改变了金刚石周围的胎体组织,并强化了这局部区域的机械性能,从而在胎体中形成了机械性能的梯度变化,间接改善了工具的实际使用性能。
(1)镀层对胎体的影响
国内外已经有很多关于Ti-Cu、Ti-Fe、Ti-Ni扩散偶的研究,诸多文献都确认 Ti-Cu、Ti-Fe、Ti-Ni是个快速扩散的过程,如文献[1]提到,Ti、Cu在紧密接触条件下,700℃时即可发生固态扩散,并且在液相中的扩散速率是固相中的100~1000倍。文献[2]指出,900℃时,Ti在Cu中扩散系数是11.3cm2/s,而Cu在Ti中扩散系数是0.57 cm2/s,此温度时,Ti在Cu中的扩散量很大,900℃保温180s,TiCu 液相区的平均宽度即达到0.7mm。文献[3]指出,Fe在α-Ti和β-Ti中都具有很高的扩散速率,甚至在第一共晶温度点1085℃之前,Fe已经大量溶入Ti基体中。还有很多文献[4-6]报道了Ti在Ni纯晶体中的杂质扩散系数。这说明Ti 与Fe、Cu、Ni之间的快速扩散是存在的,而且在平均粒径20~40μm的合金粉颗粒间,其扩散条件更是容易达到的。文献[12-16]都报道了Ti-Cu、Ti-Fe、Ti-Ni扩散界面会形成固溶体和TiCu、Ti2Fe、TiNi等各系列中间化合物,这些中间化合物既硬又脆,改变了此局部区域的机械性能。
(2)单颗粒金刚石的切削原理
在切割过程中,单颗粒金刚石的工作状态如图4,此时,金刚石必然受到岩石的反作用力。因金刚石弹性模量极高,可看做刚性材料,其受到的作用力除一部分转化为热能,一部分导致金刚石边角碎裂外,其余的力量几乎全部传递到胎体,准确地说是传递到其周围的“地基”中。金属胎体的局部区域在瞬间受力作用下必然发生弹性变形乃至蠕变或塑性变形,而后部更远的胎体部位受力则逐渐减弱。金刚石实际为多面体,每一个棱面的边长一般都不超过粒径的1/2,而承担该瞬间金刚石传递力量的胎体区域相对于传递力量的这个小棱面的面积要更广、更深,对其近似应用大质量支撑原理[17],小棱面传递过来的应力首先集中在深度不超过2倍棱面边长或直径的区域内部,即相当于一个金刚石颗粒粒径的范围内,这恰好与我们上述所测得0.5~0.7mm相符。假设没有热应力以及其他应力的存在,那么只要这部分“地基”区域不发生“坍塌”即塑性变形,其他部位的胎体就都可以保持原有的机械性能不变。
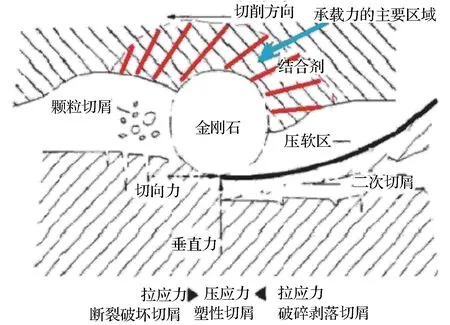
图4 单颗粒金刚石的切削原理示意图Fig.4 Schematic diagram of the cutting principle of single particle diamond
(3)金刚石工具的金属胎体性能应具有梯度变化特性
金刚石工具在切削等工作过程中,最理想的状态是保持最佳的容屑空间[18],即金刚石起切削作用,同时金属胎体不与被加工材料发生直接接触,仅是被碎屑冲蚀磨损,这时候的能耗才是最佳的。这就要求,一方面金属胎体有适度的磨损性,另一方面胎体有很好的强度和耐磨性,因为金刚石前部的微小区域恰恰是受到冲蚀最严重的区域(见图5)。这是个互相矛盾的要求,理想的解决方案就是胎体的性能是不均匀的,在金刚石周围(一个粒径范围内)要求胎体越硬越好、越耐磨越好,而这个范围以外的金属区域应该保
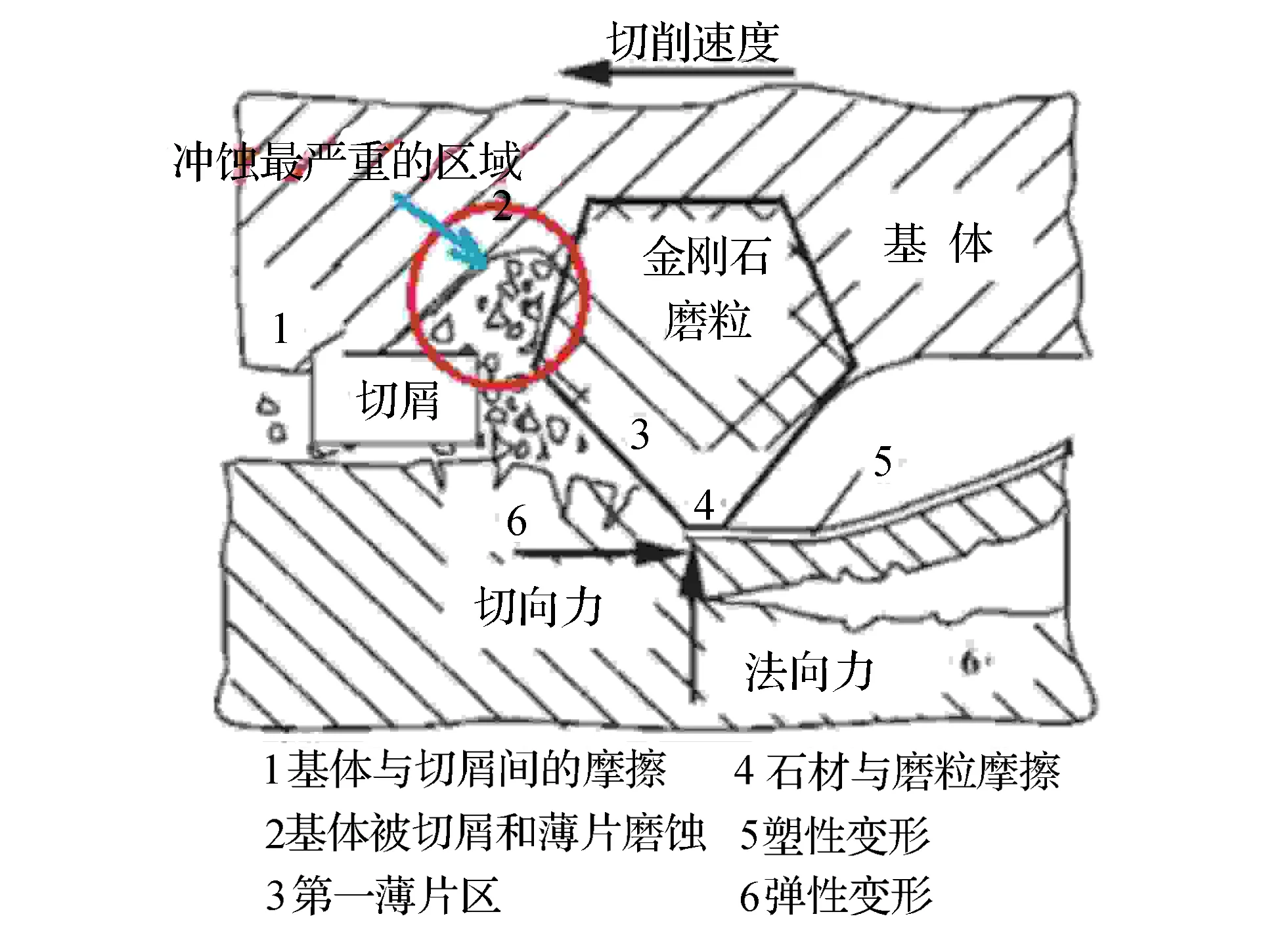
图5 碎屑冲蚀示意图Fig.5 Schematic diagram of detritus erosion
持适度的强度与磨损性。
(4)金刚石镀层的作用
从SEM分析看到,镀层中碳化物层的确存在,但是厚度很薄,一般小于0.1μm[11],即使全部镀层都不会超过1~2μm,碳化物层的化学键合力也许很大,但是若金刚石周围的“地基”坍塌了,这个化学键合力的作用则无法发挥出来。
在合适的条件下,镀层中Ti扩散恰到好处地改变了原有胎体的结构,使金刚石颗粒周围的“地基”处的耐磨性和硬度得到了提升,为金刚石提供了更有力的支撑,即增强了把持力;而其他未强化区域则保留有较适宜的强度与硬度,相对“地基”区域有更好的易磨损性,使其形成了最合适的胎体性能的梯度性分布。二者结合提高了胎体对金刚石的固位能力——即把持力,导致工作的金刚石颗粒的容屑空间增大,改善了金刚石颗粒的工作状态,也就首先提高了胎体的锋利性,若其他条件配合,也可同时提高工具的使用寿命。
(5)金刚石镀层的质量控制
在生产中遇到的保留有大片斑驳不齐的镀层以及大块状附着物,应为实际的镀层存在质量问题,从坑底的多彩色泽即可猜测存在大量的氧化物。这说明镀层的质量也应该严格控制,否则很可能起副作用。但现实中大部分厂家对镀后的金刚石该如何检测并不清楚,即缺失这部分的质量控制。该采取何种方式对镀层质量进行表征,是目前生产厂家面临的问题。
6 结论
(1)金刚石镀层中的Ti很容易扩散到Fe、Cu合金胎体中,Cr则主要以碳化物形式保留在金刚石表面。
(2)镀层中的Ti扩散后引起金刚石边缘0.5~0.7mm范围内胎体变化,各种固溶体和金属化合物的出现使该区域的硬度和耐磨性升高。
(3)该部分强化区域有利于提高胎体对金刚石的把持力,并使金属胎体的性能变得不均匀分布,若原胎体性能合适,这种变化将有助于提升工具的锋利度与寿命。
(4)金刚石镀层应有良好的质量控制,否则可能会有相反的作用。
[1]Wells R R. Microstructural control of thin-film diffusion brazed titanium[J]. WedingReasearchSupplement,1976(1).
[2]余春,吴铭方,等.TiCuTi接触反应钎焊微观组织分析[J].华东船舶工业学院学报,2004(2).
[3]H. Nakajima, S. Ohshida, K. Nonaka, Y. Yoshida, F.E. Fujita. Diffusion of iron inβTi-Fe alloysScripta Materialia Volume 34, Issue 6, 15 March 1996, Pages 949-953.
[4]S.BJung, T.Yamane,Y.Minamino,K.Hirao,H.Araki,S.Saji.J.Mater.Sci.Lett,1992,11:1333.
[5]R.A.Swalin,A.martin.Trans.AIME,1956,206:567.
[6]D.Berger, HabilitationThesis,BergakademieFreiberg,Germany(1997).
[7]臧建兵,赵玉成,王明智,王艳辉.超硬材料表面镀覆技术及应用[J].金刚石与磨料磨具工程,2000(3).
[8]李晨辉,吕海波,刘雄飞.镀钛金刚石与结合剂间的结合状态[J].稀有金属材料与工程, 1999(6).
[9]王明智,王艳辉,赵玉成,于金库,邹芹,贺占文.超硬磨料表面镀覆涂覆的种类方法及用途Ⅰ[J].金刚石与磨料磨具工程,2004(5).
[10]王明智,王艳辉,赵玉成,于金库,邹芹,贺占文.超硬磨料表面镀覆涂覆的种类、方法及用途Ⅱ[J].金刚石与磨料磨具工程,2004(6).
[11]林增栋.金属—金刚石的粘结界面与金刚石表面的金属化[J].粉末冶金技术,1989(2).
[12]周勇,杨冠军,吴限,李长久.层叠Ni_Ti热扩散形成金属间化合物的规律[J].焊接学报,2010(9).
[13]李敏,李世春,宋玉强. Ti-Ni-Cu三元扩散偶的界面研究[J]..热加工工艺,2008(4).
[14]宋玉强,李世春,杜光辉.Ti-Cu固相相界面扩散溶解层形成机制的研究[J].稀有金属材料及工程,2009(7).
[15]蒋淑英,李世春.TiFe系金属间化合物价电子结构与性能分析[J].稀有金属材料及工程,2011(1).
[16]韦伟峰,刘咏,汤慧萍,陈丽芳,周科朝.混合元素法Ti_Fe合金的烧结行为及组织演化[J].稀有金属材料及工程,2004(11).
[17]李裕民.六面顶硬质合金顶锤最佳几何参数的选择[J].磨料磨具与磨削,1991(3).
[18]陈先,徐西鹏.金刚石圆锯片的自锐判据——锯片的最佳容屑比[J].石材,1994(1).
Discussion on the Mechanism of the Functioning of Plated Diamond in Metal Bond
FENG Hai-zhou DONG Shu-shan
(1.QuanzhouZhongzhiNewMaterialsTechnologyCo.,Ltd.,Quanzhou,Fujian362012;2.NationalKeyLaboratoryofSuperhardMaterials,JilinUniversityChangchun,China130012)
The surface states and element distribution of the plated diamond after sintering and the element distribution and microhardness at the interface of plated diamond and matrix have been observed and detected. The bending strength of the sample and the cutting performance of the actual tool have been tested. Result shows that the Ti in the plating is prone to spread to the matrix around diamond within a particle size range. Therefore, the mechanical performance of the local matrix area has been improved which helps to improve the actual cutting performance of the tool.
plated diamond; element distribution; microhardness; Ti ; spread; mechanical performance
2015-08-15
冯海洲(1972-),男,项目总工程师,长期从事金属结合剂超硬材料制品的生产与研发工作。 E-mail:fenghhz@aliyun.com。
TQ164
A
1673-1433(2016)04-0028-05
引文格式:冯海洲,董书山.镀敷金刚石在金属结合剂中发挥作用的机理探讨[J].超硬材料工程,2016,28(4):28-32.
猜你喜欢
轮胎工业(2022年7期)2022-11-25
金属热处理(2022年10期)2022-10-25
粉末冶金技术(2021年1期)2021-03-29
石材(2020年10期)2021-01-08
石材(2020年7期)2020-08-24
轮胎工业(2020年11期)2020-03-01
钻探工程(2019年1期)2019-02-13
超硬材料工程(2018年1期)2018-03-28
机械工程师(2018年10期)2018-02-18
安徽地质(2016年4期)2016-02-27