
组件整体阿洛丁工艺探究
2016-08-09 01:56郭利雄孙境尧师玉英
大科技 2016年12期
郭利雄 孙境尧 师玉英
(哈尔滨东安发动机(集团)有限公司 150066)
组件整体阿洛丁工艺探究
郭利雄 孙境尧 师玉英
(哈尔滨东安发动机(集团)有限公司 150066)
本文简述了阿洛丁膜层形成原理,重点研究了某项目涉及的组件号进行组件阿洛丁处理的工艺流程及方法。通过对阿洛丁膜层进行表征,对膜层耐蚀性能、结合力进行考察分析,组件阿洛丁工艺的可行性,保证了项目对组件阿洛丁膜层的需求,为广大工程技术人员的生产实践提供一定的参考。
阿洛丁;组件
1 绪论
铝合金的化学氧化大致分为铬酸盐转化膜、铬酸盐-磷酸盐膜和锌系磷化。其中前两种处理方法较为常见,锌系磷化应用较少。而铬酸盐-磷酸盐膜即为阿洛丁处理。
阿洛丁处理方法于1945年起源于美国,被称为Alodine技术,在中国被称为阿洛丁技术。采用该方法处理的铝及铝合金转化膜,呈无色——彩虹色——绿色。彩虹色是由于处理时间短,在膜中含有六价铬的缘故。所形成的转化膜重0.1~0.5g/m2,膜的最终颜色为翡翠绿色,所以也称为绿膜铬酸盐处理法。这种膜的硬度较铬酸盐转化膜高,而且更厚,附着力良好。由于处理液对金属基体有较强的腐蚀能力,因而膜具有更高的孔隙率。其耐蚀性比一般铬酸盐转化膜低,很少作为单独防护和装饰目的使用,但由于它与基体具有较好的结合力,所以广泛用于涂漆底层。
我公司某零件需按照MIL-DTL-5541进行3型阿洛丁处理,且需要在组件状态下进行,虽然我厂的阿洛丁处理技术较为成熟,但受制于前处理溶液会对组件中的非铝部件造成损害,因此我厂从未对组件状态下的零件进行过整体阿洛丁处理。
为此,需要分析研究阿洛丁处理的溶液对非铝零件可能造成的损伤,并制定合理的工艺路线及参数,满足该零件的阿洛丁处理难题。
2 实验部分
2.1 试验件准备及药品
按照图纸采用4340材料加工衬套,装配至组件零件(材料为6061)上之后,进行阿洛丁试验(如表1)。
2.2 工艺路线方案确定
通过技术分析与资料研究,确定工艺路线方案为以下四种:
(1)验收→装挂→有机溶剂除油→化学除油→流动冷水洗→铬硫酸洗→流动冷水洗→去离子水洗→阿洛丁1200处理→去离子水洗→去离子水洗→干燥→检验。
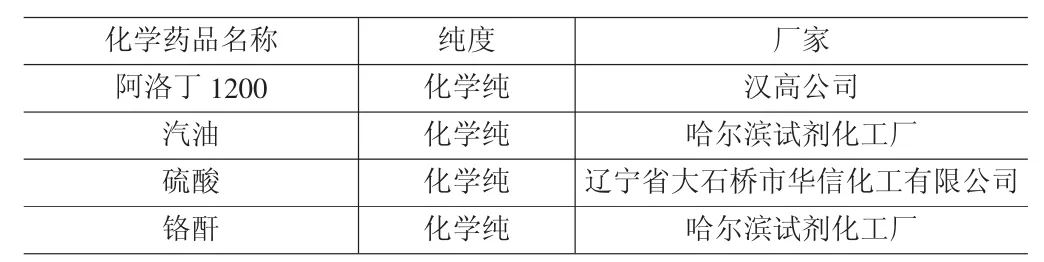
表1 实验所需化学药品
(2)验收→装挂→有机溶剂除油→化学除油→流动冷水洗→去离子水洗→阿洛丁1200处理→去离子水洗→去离子水洗→干燥→检验。
(3)验收→装挂→有机溶剂除油→流动冷水洗→铬硫酸洗→流动冷水洗→去离子水洗→阿洛丁1200处理→去离子水洗→去离子水洗→干燥→检验。
(4)验收→装挂→有机溶剂除油→流动冷水洗→去离子水洗→阿洛丁处理→去离子水洗→去离子水洗→干燥→检验。
2.3 实验过程
阿洛丁处理工艺参数主要为:温度、溶液浓度、处理时间。
实验考虑组件整体阿洛丁对零件非阿洛丁面的影响。因此阿洛丁处理的工艺参数仍采用原参数,来确定工艺流程。
根据实验确定零件在无氧化物的情况下,可能影响零件外观的工序为铬硫酸洗工序,而化学除油易在铝及钢件组件的缝隙中留存电偶腐蚀,因此将有机溶剂除油代替化学除油,因此对以装配4340材料衬套的组件制定的通过对组合加工后的试验件可以采用此流程。
加装衬套(4340材料)的组件按照流程4的工艺路线进行阿洛丁处理后,对膜层的外观质量进行检查,膜层外观均匀一致,呈金黄色,符合阿洛丁膜层的外观质量要求。
由于阿洛丁膜层的性能表征还有两项,即膜层的耐蚀性和漆层结合力。为检查经此工艺流程处理的膜层的耐蚀性和漆层结合力,为此,采用标准试片对阿洛丁的耐蚀性和漆层结合力进行检测。
2.4 耐蚀性检验
测试试片采用2024-T3制作,具体规格为宽76mm,长254mm,厚度0.8mm,表面粗糙度为 Ra0.8~Ra1μm。
试片在进行流程4下的阿洛丁处理之后,在16~38℃的温度下保温24h进行干燥。之后按照ASTM B117的规定在浓度为5%的盐雾条件下进行168h的盐雾试验。
测试结果:流程4下的阿洛丁试片在耐蚀性试验在226h后出现白色腐蚀点。
2.5 湿胶带结合力
采用流程4方法的阿洛丁处理后,试片应涂一层MIL-P-23377环氧聚酰胺底漆,底漆干燥后的膜层厚度为0.0006~0.0009英寸(0.015~0.023mm)。试片在涂完底漆后,在环境温度下干燥至少6h进行固化。
湿胶带结合力试验应按FED-STD-141的6301方法进行。试验时,在漆层和转化膜之间及转化膜与金属基体之间不能出现层分离现象。
测试结果:流程4下的阿洛丁试片进行湿胶带结合力测试可以达到4A级标准,符合项目文件要求。
2.6 阿洛丁膜层EDS能谱
根据实验,检测了阿洛丁膜层对膜层4个点进行EDS能谱测试的能谱元素分析图,从EDS元素能谱图中元素定量分配来看,四个点谱图中阿洛丁膜层中各种元素分布均匀,含量基本保持一致,说明了工艺流程下膜层成分的重现性和一致性。
3 工艺流程及参数确定
3.1 工艺流程
验收→装挂→有机溶剂除油→流动冷水洗→去离子水洗→阿洛丁处理→去离子水洗→去离子水洗→干燥→检验。
3.2 主要工序说明
3.2.1 机溶剂除油
对试验件采用用四氯乙烯蒸汽或三氯乙烷、丙酮等有机溶剂进行清洗除油。
经除油水洗后的试验件,30s水膜不断裂为除油合格,否则重新进行除油工序。
3.2.2 装挂
用经过碱腐蚀并光化好的纯铝丝牢固的卡挂试验件,挂具与试验件接触牢固,无串动。试验件的装挂角度以尽可能减少压气为原则。
3.2.3 阿洛丁处理
溶液成分及工艺条件:阿洛丁1200 温度 时间。
4 结论
(1)经大量的工艺试验,试片的生产以及膜层性能检测,确定了组件阿洛丁处理的工艺流程和工艺参数。
(2)结合新流程阿洛丁处理工艺对试件进行研制,阿洛丁处理工艺稳定,膜层均匀一致,能够满足外观、耐蚀性、结合力检测项目的要求,保证了合作项目科研生产的顺利进行。
(3)阿洛丁处理工艺流程,完善了我公司原有的阿洛丁处理技术,为其它机型阿洛丁处理提供了有力保障。
[1]张鉴清.富锌涂层的电化阻抗谱特征[J].中国腐蚀与防护学报,1996,16(3):176~178.
[2]王 丽.盐雾实验参数确定的理论依据浅析[J].环境技术,1998,1:15.
[3]吴荫顺.腐蚀实验方法与防腐蚀检测技术[M].北京:化学工业出版社,1996,51:217.
[4]王叶.航空国产2024-T351大规模厚板表面防护工艺耐蚀性研究[J].工业技术,2013,1:17
[5]曹楚南.腐蚀电化学[M].北京:化学工业出版社,1995:102~103.
TG174.4
A
1004-7344(2016)12-0218-02
2016-4-10
猜你喜欢
大电机技术(2022年4期)2022-08-30
农业装备与车辆工程(2021年9期)2021-10-04
腐蚀与防护(2021年8期)2021-09-07
青海环境(2021年2期)2021-07-22
石油学报(石油加工)(2021年3期)2021-05-14
哈尔滨轴承(2020年1期)2020-11-03
世界有色金属(2018年16期)2018-11-09
上海塑料(2015年3期)2015-02-28
全面腐蚀控制(2014年5期)2014-07-21
无机盐工业(2014年3期)2014-03-20
