
带安装挡边及窄小越程槽的轴承套圈加工
2016-07-27 02:48刘海波刘强宋梓恒
轴承 2016年4期
刘海波,刘强,宋梓恒
(中航工业哈尔滨轴承有限公司 a.工程技术部;b.车工工部,哈尔滨 150500)
为提高航空发动机轴承的性能和使用寿命,在轴承结构设计时对影响轴承使用寿命的因素考虑得越来越全面。为了防止某型航空发动机轴承外圈安装挡边根部存在应力集中点,在挡边根部设计了越程槽,以消除使用时可能产生的应力集中。由于越程槽尺寸很小,加工难度较大,且没有可借鉴的成熟经验。因此,针对窄小越程槽的加工,在对产品结构进行计算和分析的基础上,通过优化加工方法,合理选择铣削刀具,设计可一次装夹完成多工步加工的铣削模具,实现了带安装挡边及窄小越程的外圈的加工。
1 产品介绍
产品结构如图1所示。外圈外径面靠近一侧端面带2个安装挡边,每个挡边根部有2个轴向越程槽。越程槽轴向投影尺寸为R2 mm×5.15mm,与挡边根部最大R0.3 mm圆滑过渡,与外径面上直径为56.3 mm的外台阶相贯,相贯处径向宽度为1.37~1.67 mm。由于相贯处宽度较小,导致其加工方法选择和刀具选用成为难点。
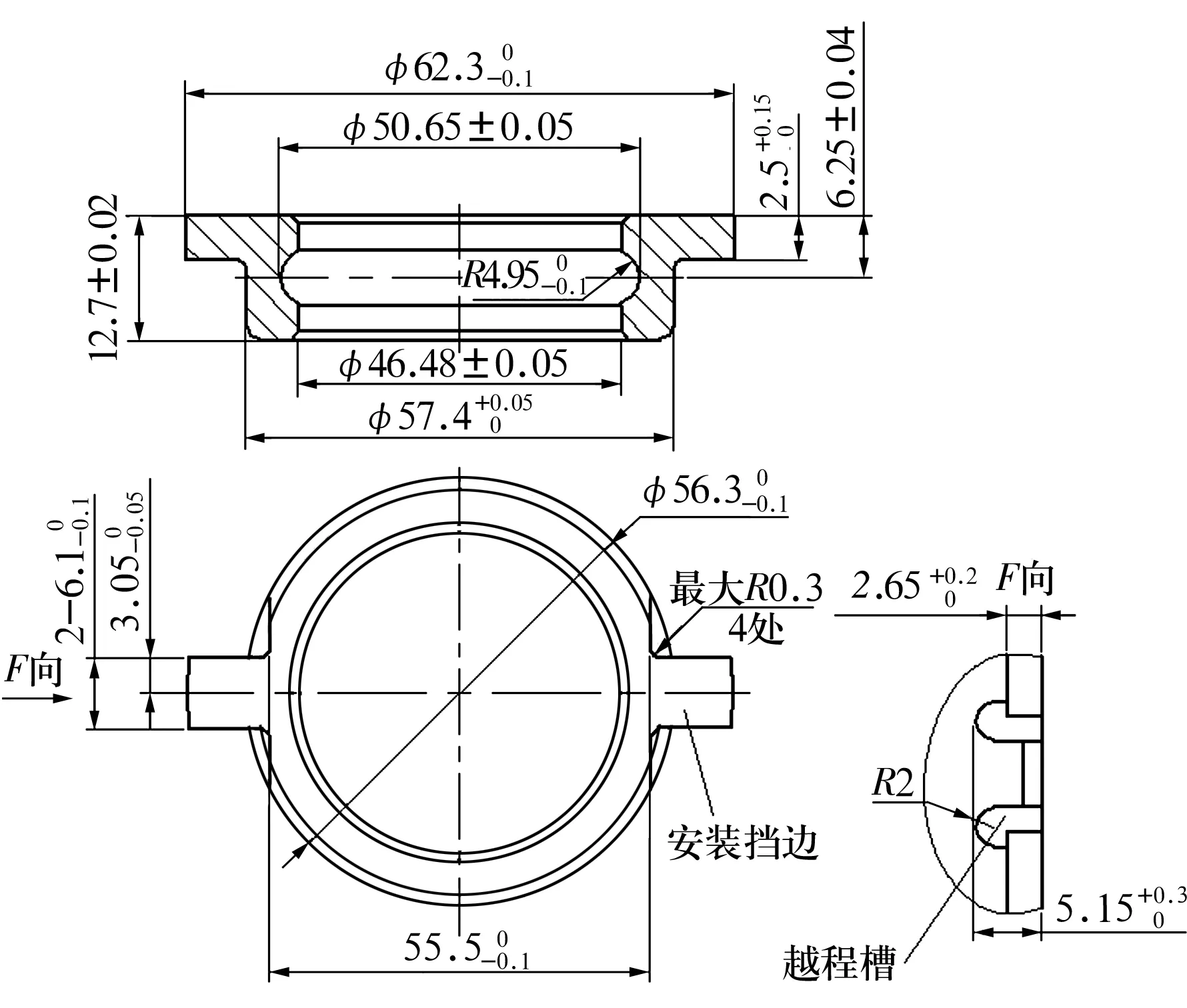
图1 外圈结构
2 加工方法
2.1 工艺过程
根据对外圈结构尺寸的分析,依目前现有的设备能力,确定加工工艺过程为:首先由车削加工的方式加工至回转体;再先后采取径向、轴向铣削的方式完成轴向越程槽、外径面台阶、挡边的加工(图2)。要满足成品要求,轴向越程槽、外径面台阶、挡边的加工需一次装夹完成。

图2 主要工艺过程
2.2 刀具选择
由越程槽轴向投影尺寸以及其与挡边根部的圆滑过渡,确定圆柱铣刀刀具圆弧角和铣刀直径的选择,即铣削时应使用直径4 mm、圆弧半径为0.3 mm的铣刀。由越程槽与外径面外台阶相贯处径向宽度,确定外径面台阶铣刀直径的选择,即铣削外径面台阶时应使用平头铣刀,且直径不应超过3.5 mm。如果铣刀直径过大则可能会留下如图3所示的过渡凸起;铣刀直径过小可能会存在刀具挠曲让刀现象,因此,铣削外径面台阶时最终选择直径3 mm的平头铣刀。

图3 过渡凸起
2.3 工装的设计
为保证外圈的加工精度,必须减少装夹次数,实现一次装夹完成轴向越程槽、外径面台阶、挡边的全部加工。依据外圈结构尺寸及设备伺服轴连接部分的尺寸,考虑排除主轴干涉现象,设计的铣模如图4所示。以4个螺纹孔通过螺纹连接的方式与设备附加伺服轴连接,工件安装以φ57.45 mm的沉头孔定位。φ57.45 mm的轴心线与φ50 mm的轴心线必须在一个平面上。

图4 铣模体
3 过程控制
3.1 机床的调试
安装铣模时,以磁力表吸于主轴上,百分表触点接触铣模的工件定位面x轴、y轴方向各2点(2点圆周上相隔180°),调整至百分表表针摆动小于0.02 mm,此时设定机床A轴为0°;百分表触点接触铣模φ57.45 mm所在的圆周面,主轴旋转一周,调整至百分表表针摆动小于0.02 mm,确定机床坐标系原点。
3.2 工件装夹方式
加工设备为三轴加工中心, 因其没有自动回转轴,于是增加了一个伺服分度轴, 将铣模安装于伺服分度盘上,再将工件按照如图5所示定位装夹好。

图5 装夹方式
3.3 加工过程
将A轴旋转90°,调用φ4 mm圆弧R0.3 mm铣刀,铣削一侧轴向投影尺寸为R2 mm×5.15 mm的越程槽;再将A轴旋转-90°,调用φ4 mm圆弧R0.3 mm铣刀,铣削另一侧轴向投影尺寸为R2 mm×5.15 mm的越程槽;接着将A轴旋转回0°,调用φ3 mm的平头铣刀,铣削外径上2段直径为φ56.3 mm的外台阶。
4 结束语
设计的铣模弥补了三轴加工中心没有自动回转轴的不足,实现了仅用一套工装、一次装夹即可完成多个工步加工,有利于保证加工工件的形位精度,同时提高了加工效率,节约了生产成本。
猜你喜欢
建筑与预算(2022年12期)2023-01-09
建筑与预算(2022年10期)2022-11-08
河北理科教学研究(2022年2期)2022-09-17
航空学报(2022年8期)2022-09-07
哈尔滨轴承(2022年1期)2022-05-23
哈尔滨轴承(2020年2期)2020-11-06
模具制造(2019年10期)2020-01-06
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2019年6期)2019-06-25
橡塑技术与装备(2018年18期)2018-09-22
