纤维素燃料乙醇三塔精馏优化1
2016-07-25 10:50张秋翔李双喜
纤维素科学与技术 2016年2期
关键词:纤维素
杨 静, 杜 江, 赵 锦, 张秋翔, 李双喜*
(1.北京化工大学 机电工程学院,北京 100029;2.国网节能服务有限公司北京生物质能源技术中心,北京 100052)
纤维素燃料乙醇三塔精馏优化1
杨 静1, 杜 江1, 赵 锦2, 张秋翔1, 李双喜1*
(1.北京化工大学 机电工程学院,北京 100029;2.国网节能服务有限公司北京生物质能源技术中心,北京 100052)
摘 要:纤维素燃料乙醇生产过程中由于发酵醪液质量分数较低(5%左右),精馏所需能耗较高,高能耗成为制约纤维素燃料乙醇工业化的重要原因。基于Aspen plus软件建立纤维素乙醇三塔精馏工艺的计算模型,采用NRTL活度系数模型得到物料及能量衡算结果。分别优化粗塔、常压塔和加压塔,得到各塔理论塔板数、进料位置、回流比等参数对各塔再沸器负荷的影响规律,通过优化各影响参数使综合能耗最小,为纤维素燃料乙醇生产工业化提供理论支持。
关键词:纤维素;燃料乙醇;三塔精馏;Aspen plus
燃料乙醇是指以薯类、糖类或纤维素等生物质为原料,经预处理、酶解、发酵、精馏、脱水得到99.5%(V)的燃料乙醇。生产过程不仅不会污染环境,而且可以实现二氧化碳的自然平衡。纤维素是地球上资源最为丰富的生物质能源,以其作为原料生产燃料乙醇最具广阔的发展前景[1-3]。
传统的纤维素燃料乙醇精馏工艺为双塔精馏,生产 1 t燃料乙醇产品在精馏单元的新鲜蒸汽消耗为2.2~2.5 t。由于其能耗较高逐渐被三塔精馏工艺取代[4-5]。但以纤维素为原料生产燃料乙醇的发酵醪液质量分数低(5%左右),精馏单元能耗高,占整个生产总耗能的60%~70%。低能耗精馏成为一项重要研究内容,对于降低生产成本具有重大意义[6]。
Aspen plus是大型化工流程模拟软件,具有完备的物性数据库。功能齐全,规模庞大,可应用于化工,炼油,石油化工,气体加工,煤炭,医药,冶金,环境保护,动力,节能,食品等许多工业领域[7]。
本文利用Aspen plus软件对纤维素燃料乙醇三塔精馏工艺[8]进行模拟并优化各塔参数,为纤维素燃料乙醇工业化生产提供理论支持。
1 建立计算模型
纤维素燃料乙醇三塔精馏工艺流程如图1所示。发酵成熟醪液经E-0504成熟醪1#预热器、E-0505成熟醪2#预热器加热到泡点进入T-0501粗塔上部。塔顶采出粗酒精,经E-0504成熟醪1#预热器与原料换热部分冷凝,未凝气相在 T-0504洗涤塔中回收乙醇,冷凝液和 T-0501粗塔侧线液相采出淡酒以及洗涤塔T-0504塔底液汇合后经E-0506常压塔进料预热器加热到泡点进入T-0502常压塔中下部。粗塔T-0501塔底采出液经E-0505成熟醪2#预热器回收热量后去污水处理系统。
T-0502常压塔塔顶气相部分经E-0501粗塔冷凝再沸器被粗塔塔釜液冷凝后回流,另一部分作为精馏产品去脱水单元。T-0502常压塔塔底液经加压塔进料预热器E-0507预热后进入T-0503加压塔。
T-0503加压塔塔顶气相经E-0502常压塔冷凝再沸器被常压塔釜液冷凝后分为两股,一股作为加压塔T-0503回流液,另一股回流至常压塔T-0502。塔底部分经加压塔进料预热器E-0507回收热量后去热水罐区。
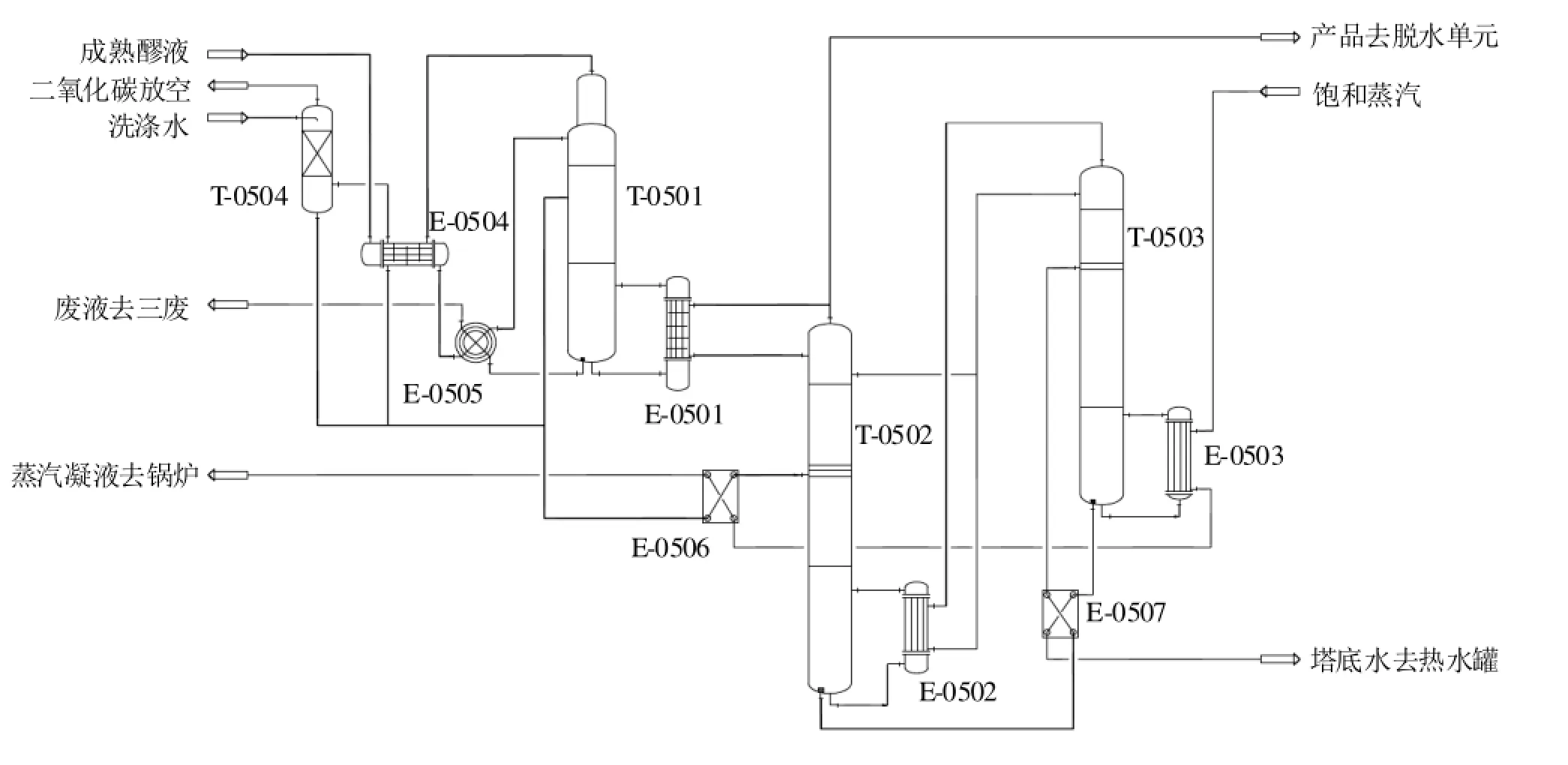
图1 纤维素燃料乙醇三塔精馏工艺流程图
按图1工艺流程选用RadFrac模块并采用NRTL[9]物性方法在Aspen plus中建立计算模型如图2所示。
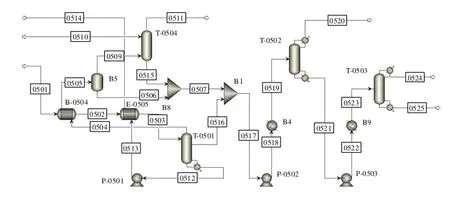
图2 Aspen plus建模计算流程图
通过计算得到物料平衡表,关键物流计算结果如表1所示。进料物流(代号0501)中乙醇质量分数为5.9%,不凝气通过洗涤塔T-0504塔顶放空(代号0511),主要成分为CO2。常压塔T-0502塔顶产出乙醇去脱水单元,从表1可知产品物流(代号0520)质量分数为92.5%,达到乙醇―水的共沸浓度。粗塔塔底废水(代号0514)以及高压塔塔底水(代号0525)中乙醇质量分数均为100 ppm。
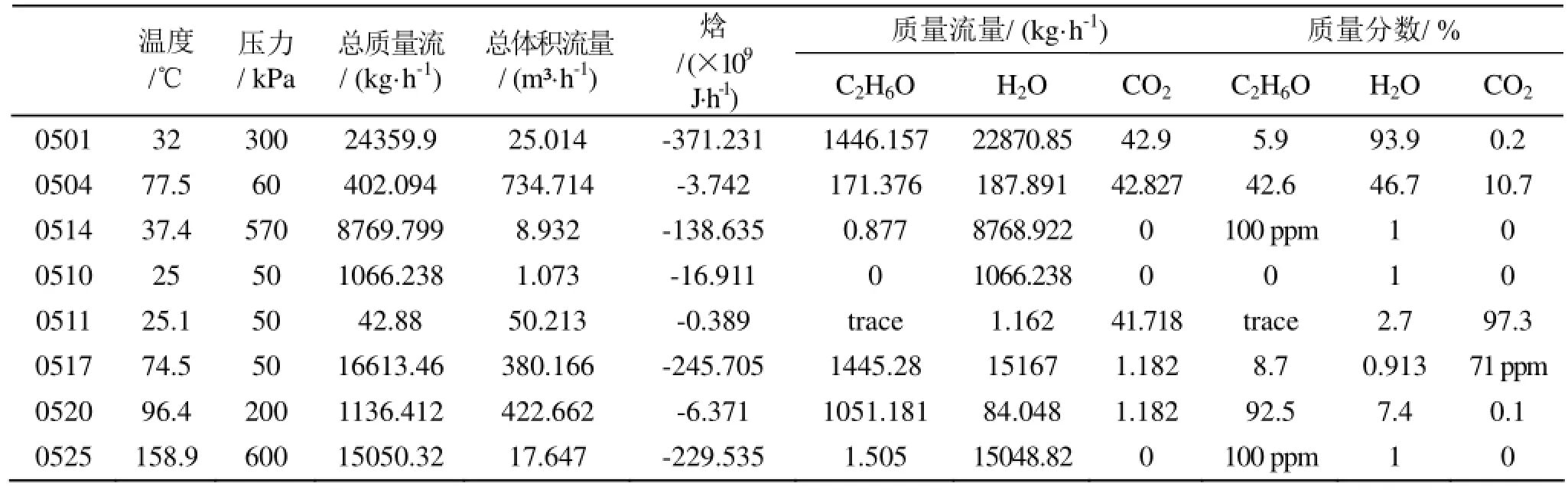
表1 关键物流计算结果
2 优化工艺参数
以玉米秸秆为原料生产燃料乙醇,发酵醪液乙醇质量分数在 6%左右,含有水、二氧化碳、醇、醛、酸、脂、硫酸盐以及固形物等杂质[10]。本次模拟忽略固形物和微量组分对精馏工艺的影响。利用Aspen plus中的灵敏度分析分别研究理论板数、进料位置、回流比等参数对综合能耗的影响。
2.1 粗塔T-0501参数优化
粗塔T-0501为负压操作,主要排出不凝气及大量水,塔顶酒气经冷凝器冷凝,不凝气通过洗涤塔回收乙醇后排放。冷凝液和洗涤塔塔底液汇总后进入常压塔。粗塔模拟基础数据如表2所示。
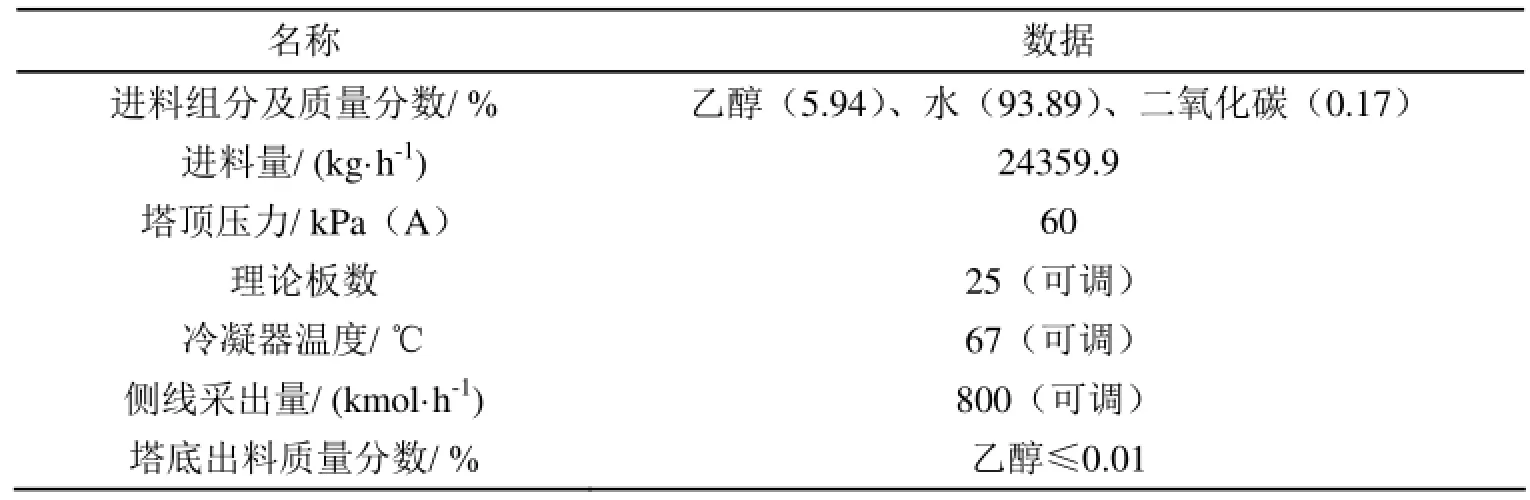
表2 粗塔T-0501模拟计算基础数据
由于粗塔塔顶进料,塔顶采出气相冷凝后不回流,故回流比恒定不变。塔顶气相冷凝温度会影响洗涤塔进料中乙醇质量分数,从而影响洗涤塔用水量。因此,粗塔冷凝器的冷凝温度为主要优化参数,除此之外,理论塔板数和侧线采出量是影响塔底再沸器能耗的主要因素。
利用Aspen plus软件的灵敏度分析得到冷凝温度与洗涤水用量的关系如图3所示,理论板数对塔底再沸器负荷的影响如图4所示。
由图3可以看出,随冷凝温度的降低洗涤水用量减少,冷凝温度在67℃以下时洗涤水用量变化较小,因此优化冷凝温度为67℃,此时,洗涤水用量74.2 kmol/h。由图4可知,随着理论板数的增加塔釜再沸器能耗减小,塔釜乙醇质量分数降低,当理论板数为 21块时达到分离要求,且理论板数再继续增加对塔底乙醇质量分数影响较小,因此优化理论板数为21,此时塔底再沸器负荷为3.424×109J/h。
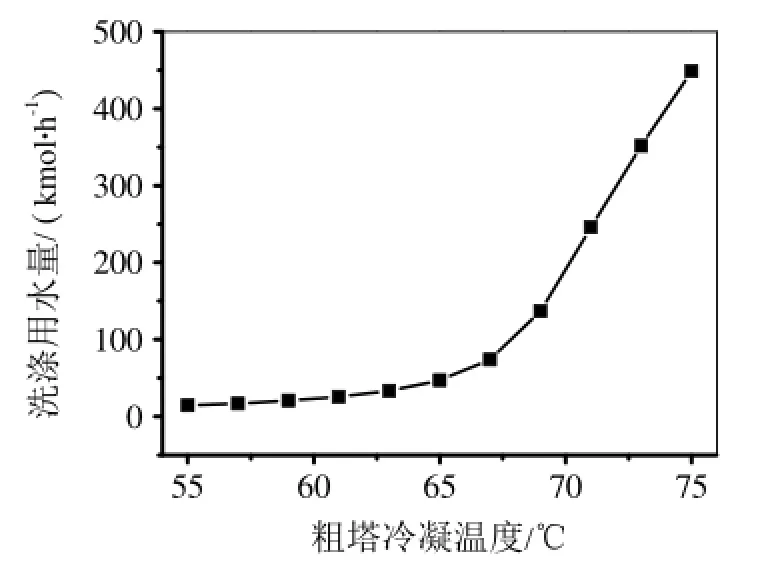
图3 冷凝温度与洗涤水用量的关系
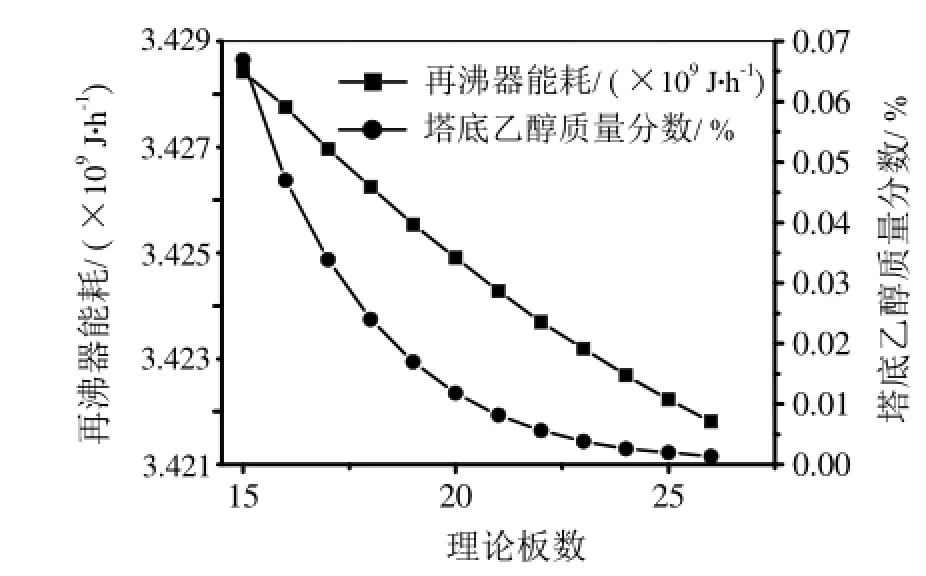
图4 理论板数与再沸器能耗和塔底乙醇质量分数的关系
三塔精馏工艺增加侧线采出量,可减轻粗塔塔釜能耗,通过模拟计算得到侧线采出量越大塔底负荷越小,最大采出量为800 kmol/h,采出位置为第2块塔板。
2.2 常压T-0502塔参数优化
粗塔冷凝液和洗涤塔塔底产出液汇总作为常压塔的进料,塔顶产出体积分数95%、质量分数92.5%的乙醇,塔底采出液进入加压塔,常压塔模拟基础数据如表3所示。
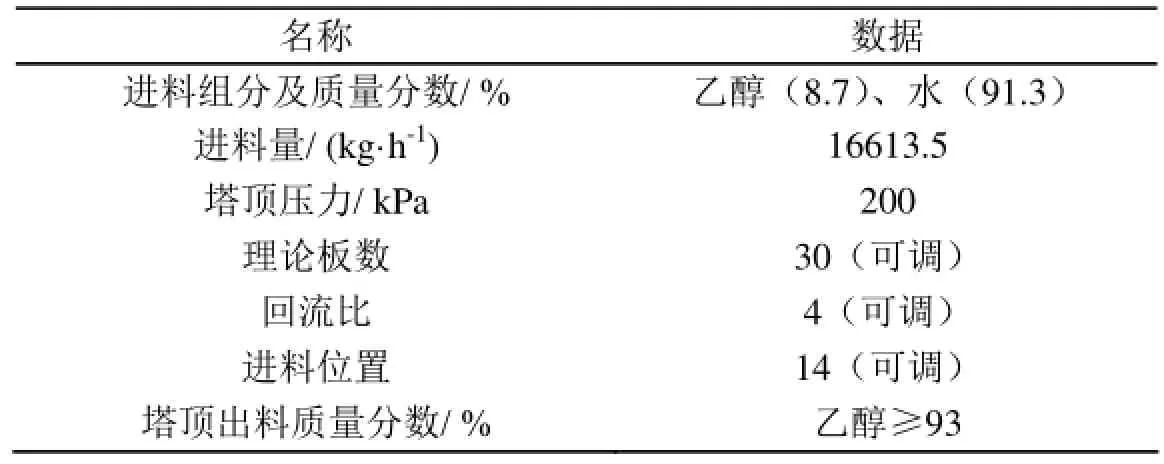
表3 常压塔T-0502模拟基础数据
常压塔主要优化参数有回流比、理论板数、进料位置。通过计算得到不同回流比下塔顶乙醇质量分数及再沸器负荷关系如图5所示,理论塔板数与塔顶乙醇质量分数和再沸器负荷的关系如图6所示,进料位置与塔釜再沸器负荷和冷凝器负荷关系如图7所示。
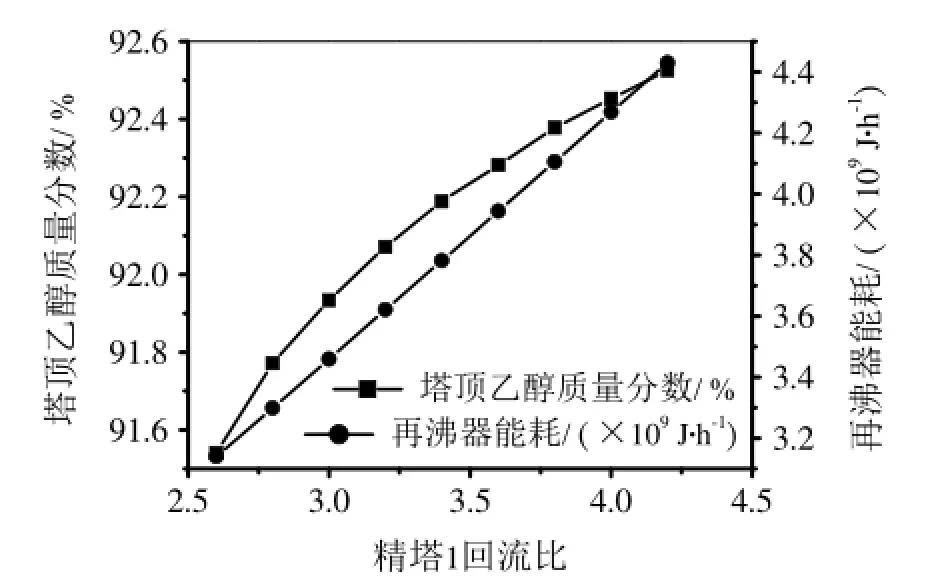
图5 回流比和塔顶乙醇质量分数及再沸器负荷的关系
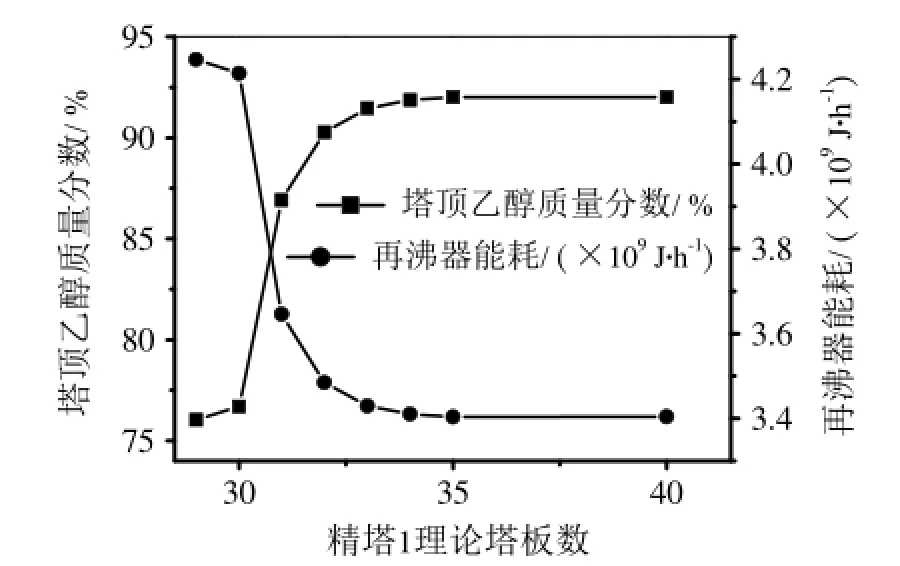
图6 理论塔板数与塔顶乙醇质量分数和再沸器负荷的关系

图7 进料位置与塔釜再沸器负荷和冷凝器负荷关系
由图5可知,回流比增加塔顶乙醇质量分数和再沸器负荷都增加,回流比为4时塔顶乙醇质量分数达标,此时塔釜再沸器负荷为4.265×109J/h,因此优化常压塔回流比为4。
由图6可知,理论塔板数达到35块时,塔顶乙醇质量分数达到要求,此时再沸器负荷3.403×109J/h。由图7可知随进料位置的下移再沸器和冷凝器的负荷均降低,但为了实现常压塔的冷凝器与粗塔再沸器能量平衡,需选择合适的进料位置,从图中可得到冷凝器的负荷为-3.424×109J/h时进料板为第14块,此时再沸器的负荷为3.516×109J/h,故优化进料位置为第14块塔板。
2.3 加压塔T-0503参数优化
常压塔塔底液经预热器预热后进入加压塔。加压塔主要作用为减小常压塔塔底再沸器负荷,加压塔塔顶冷凝器和常压塔塔底再沸器共用。同理,与常压塔优化方案相同,经优化后的回流比为8.74,塔板数为40,进料位置为25。
3 优化结果及结论
综上所述,利用Aspen plus软件优化了粗塔、常压塔和加压塔的操作参数,在保证精馏纯度的前提下,实现了三塔的物料及热量平衡。三塔精馏工艺的各塔参数及能耗如表4所示。

表4 优化后各塔参数及能耗
本文利用Aspen plus软件完成纤维素燃料乙醇三塔精馏工艺模拟及优化,得到如下结论:
1)通过对粗塔操作参数的优化,得到粗塔塔顶最佳冷凝温度、理论塔板数及进料位置,以及优化洗涤水用量。2)通过对常压塔回流比、理论塔板数和进料位置优化,在保证精馏乙醇纯度的同时降低了常压塔能耗,实现了常压塔冷凝器与粗塔再沸器能量平衡。3)通过对加压塔参数优化,实现加压塔冷凝器与常压塔再沸器能量平衡,优化精馏综合能耗。
参考文献:
[1] 闫莉, 吕惠生, 张敏华, 等. 纤维素乙醇生产技术及产业化进展[J]. 酿酒科技, 2013(10): 80-84, 89.
[2] 胡徐腾. 纤维素乙醇研究开发进展[J]. 化工进展, 2011, 30(1): 137-143.
[3] 岳国君, 武国庆, 林鑫, 等. 纤维素乙醇工程化探讨[J]. 生物工程学报, 2014, 30(6): 816-827.
[4] 张敏华, 吕惠生, 董秀琴, 等. 燃料乙醇生产装备及方法: 中国, 101157890 [P]. 2008-4-9.
[5] Huanga H J, Ramaswamya S, Tschirner U W, et al. A review of separation technologies in current and future biorefineries[J]. Separation and Purification Technology, 2008, 62(1): 1-21.
[6] 陈俊英, 马晓建, 楚德强, 等. 降低酒精生产能耗的关键技术[J]. 酿酒科技, 2006(8): 24-26.
[7] Aspen Technology Inc. Aspen Plus11.1Unit Operation Models. US: Aspen Technology Inc, 2002.
[8] 张敏华, 董秀芹, 吕惠生, 等. 生物乙醇节能生产方法: 中国, CN101717802A[P]. 2010-6-2.
[9] Aspen Plus Reference Manual-Volume 2. Physical Property Methods and Models, 1996: 2-54, 3-77.
[10] 岳国君. 纤维素乙醇工程概论[M]. 北京: 化学工业出版社, 2014: 291-292.
中图分类号:TQ018;TS262.2
文献标识码:A
文章编号:1004-8405(2016)02-0060-06
DOI:10.16561/j.cnki.xws.2016.02.09
收稿日期:2015-12-09
作者简介:杨 静(1970~),女,讲师;研究方向:纤维素乙醇技术。djbuct@163.com
* 通讯作者:李双喜(1977~),男,博士,副教授;研究方向:纤维素乙醇、密封技术。lsxbuct@163.com
Optimization of Cellulosic Fuel-ethanol Distillation with Three Towers
YANG Jing1, DU Jiang1, ZHAO Jin2, ZHANG Qiu-xiang1, LI Shuang-xi1*
(1. College of Mechanical and Electrical Engineering, Beijing University of Chemical Technology, Beijing 100029, China; 2. State Grid Energy Conservation Bio-Energy Technology Center, Beijing 100052, China)
Abstract:The low concentration of fermenting slurry in the process of the cellulose fuel-ethanol production led high energy consumption in distillation. The high energy consumption had became the most important reason that restrict the industrialization of cellulosic fuel-ethanol. The calculative model of cellulosic fuel-ethanol distillation with three towers was built based on NRTL activity coefficient model in Aspen plus. The mass balance and energy balance of this process was calculated. The relation between the duty of reboiler and plate number, feeding location and the reflux ratio of each towers was established by optimizing crude tower, normal pressure tower and pressurized tower. The minimum comprehensive energy consumption was got by optimizing each parameter. The results provided theoretical support for the industrialization of cellulosic fuel-ethanol production.
Key words:cellulose; fuel-ethanol; distillation with three towers; Aspen plus
猜你喜欢
纺织科技进展(2021年4期)2021-07-22
纺织科技进展(2021年3期)2021-06-09
纺织科技进展(2021年3期)2021-06-09
陶瓷学报(2021年1期)2021-04-13
疯狂英语·读写版(2020年11期)2020-12-21
陶瓷学报(2020年3期)2020-10-27
中国麻业科学(2019年2期)2019-06-18
质量技术监督研究(2017年4期)2017-05-07
天然产物研究与开发(2016年6期)2016-06-05
中国塑料(2016年5期)2016-04-16