加工参数对高速冷滚打中击打力的影响
2016-07-23 07:49:04王晓强崔凤奎李春梅韩坤鹏
河南科技大学学报(自然科学版) 2016年5期
关键词:有限元法
王晓强,王 宇,崔凤奎,李春梅,2,韩坤鹏
(1.河南科技大学 机电工程学院,河南 洛阳 471003;2.西安理工大学 机械与精密仪器工程学院,陕西 西安710048)
加工参数对高速冷滚打中击打力的影响
王晓强1,王宇1,崔凤奎1,李春梅1,2,韩坤鹏1
(1.河南科技大学 机电工程学院,河南 洛阳 471003;2.西安理工大学 机械与精密仪器工程学院,陕西 西安710048)
摘要:为了解决冷滚打加工参数的选择问题,以渐开线花键冷滚打过程为研究对象,进行冷滚打加工过程的有限元模拟和击打力测量试验,得到了击打力和冲击随加工参数的变化规律。研究结果表明:击打力随着进给量的增大而增大,随着滚打轮转速的提高先增大后减小。击打力受工件进给量的影响大,受滚打轮转速的影响小。降低工件的进给量和提高滚打轮的转速,可以有效减小加工过程中的冲击。
关键词:冷滚打;渐开线花键;加工参数;有限元法;击打力
0引言
高速冷滚打成形是一种绿色、近净成形的先进制造技术[1-3]。在冷滚打加工过程中,滚打轮每次击打工件的时间极短,且工件变形区域发生了剧烈的弹塑性变形,造成击打力极大。而击打力对工件成形质量有重大影响,过高的击打力会导致滚打轮寿命降低,引起工件裂纹等缺陷。花键冷滚打是连续的击打过程,滚打轮和工件之间的高频有序碰撞对整个加工系统形成冲击,其冲击的频率和滚打轮转速相关,单次冲击的大小和加工参数密切相关。因此,根据实际加工情况选择合理的加工参数有重要意义,研究加工参数对冷滚打中击打力的影响具有重要的工程应用价值。
在冷滚打变形力研究方面,文献[4-6]根据渐开线花键冷滚打的加工工艺,建立了有限元分析模型,分析了击打中不同时刻的等效应变分布状况,得到了工件温度场和应力场的分布规律,得出在工件的剧烈变形和金属流动较大的区域工件温度较高的结论,为研究冷滚打击打力奠定了基础。文献[7]研究了高速冷滚打过程中工件材料为40Cr钢的动态力学性能,利用分离式Hopkinson压杆试验装置对40Cr钢进行了动态压缩试验,建立了40Cr钢的J-C本构方程。文献[8]完成了有限元模型的建立,分析了变形力随时间变化的规律。文献[9]通过试验和数值模拟相结合的方法,研究了丝杠冷滚打成形过程中金属的流动规律。文献[10]建立了丝杠冷滚打动力学模型,分析了丝杠在冷滚打中的受力情况。文献[11]将宏观应力变化和位错密度变化机理相结合,验证了高速冷滚打过程中的加工硬化效应。
目前,冷滚打的动力学分析以冷滚打丝杠居多,对加工参数影响击打力的研究较少。本文采用ABAQUS有限元软件模拟冷滚打多次击打过程,对不同加工参数下的击打力进行了测量,得到了不同加工参数下击打力的变化规律,分析了进给量和滚打轮转速对击打力和冲击的影响。
1高速冷滚打有限元模型
1.1有限元几何模型
渐开线花键参数:模数m为2.5 mm,齿数z为14,压力角为30°,齿顶高因数ha*=0.5,齿根高因数hf*=0.75。由于高速冷滚打成形是两个滚打轮同步反向回转对工件击打成形,为面对称问题,因此,进行有限元分析时只需考虑加工系统的一半。高速冷滚打有限元几何模型如图1所示,工件半圆半径为17.5 mm,长度为20.0 mm;滚打轮宽度为8.0 mm,半径为19.0 mm,圆角半径为0.5 mm;滚打轮和工件接触面为渐开线的回转面,滚打轮公转半径为36.0 mm。

图1 高速冷滚打有限元几何模型
1.2网格划分
工件和滚打轮局部接触部分的单元网格划分线段长度为0.12 mm,其他部分单元网格的等分线段长度设置为2.00 mm,网格类型设置为热力耦合六面体单元C3D8RT。滚打轮硬度很大,故在有限元模型中将其视为刚体,不发生变形。
1.3材料模型
通过在Hopkinson试验平台上对20钢进行动态压缩试验,获得工件材料在不同温度和应变率下的应力应变数据,J-C本构方程[7]如式(1)所示。工件材料20钢的J-C方程参数如表1所示。

(1)


表1 工件材料20钢的J-C方程参数
工件材料的密度为7.85×103kg/m3,弹性模量为213 GPa,泊松比为0.282,比热容为470 J/(kg·K),热导率为44 W/(m·K)。
1.4边界条件
为滚打轮滚打施加绕Z轴的旋转运动,旋转速度为滚打轮转速。在工件的全部节点上加载沿X轴正方向运动的进给量,在工件的底面施加面对称约束。滚打轮与工件的接触类型为面面接触,剪切摩擦因数为0.2。定义工件材料的初始温度为20 ℃。
仿真设置了冷滚打滚轮的4个进给量和5个转速的组合,共进行了20组仿真。进给量分别为:0.16 mm/r、0.22 mm/r、0.27 mm/r和0.33 mm/r。转速分别为:1 428 r/min、1 581 r/min、1 806 r/min、2 032 r/min和2 258 r/min。
2仿真结果与分析
2.1击打力的分解
进给量为0.16 mm/r,滚打轮转速为1 428 r/min时的总击打力及其分力曲线如图2所示。图2中,X轴为沿工件切向的分力,Y轴为沿工件径向的分力。在冷滚打加工过程中,沿工件径向的分力最大,为沿切向分力的2.4倍。切向分力的最大值为3 293 N,径向分力的最大值为8 032 N,总击打力的最大值为8 671 N。在滚打轮与工件的接触过程中,击打力的变化趋势为先增大后减小。

图2 冷滚打总击打力和分力曲线
2.2加工参数对击打力的影响
加工参数对击打力的影响如图3所示。从图3中可以看出:击打力随着工件进给量的增大而增大;随着滚打轮转速的增加,先增大后减小。这是由于进给量越大,滚打轮每次击打工件,发生变形的工件材料越多,变形阻力越大,对滚打轮的反作用力就越大。随着转速的增加,击打力的峰值随着转速的提高先增大后减小,在1 806 r/min转速下击打力达到最大。当转速低于1 806 r/min时,击打力逐渐升高;当转速高于1 806 r/min时,击打力逐渐降低。
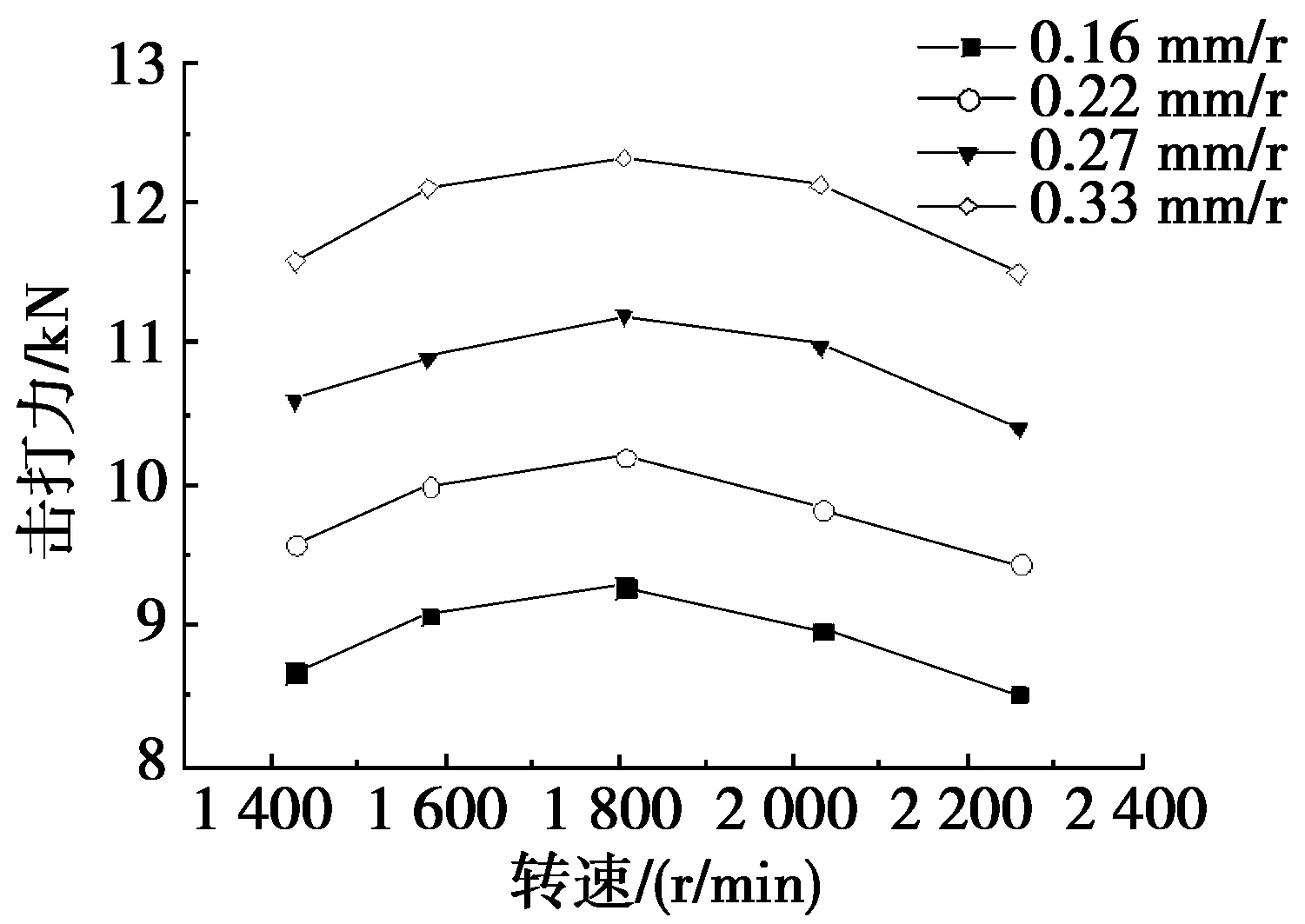
图3 加工参数对击打力的影响
在高速冷滚打成形过程中,滚打轮在极短的时间内击打工件,使工件的局部区域发生剧烈的弹塑性变形并产生大量的热。在高速击打过程中,击打力受加工硬化效应、应变率效应和温度软化效应的影响。其中,加工硬化效应和应变率效应增加了击打力的值,温度软化效应降低了击打力的值。
从图3中还可以看出:击打力受进给量的影响大,受转速的影响小。这是由于不同的加工参数对加工硬化效应、应变率效应和温度软化效应的影响程度不同,进而对击打力的数值影响不同。加工的进给量增大会增加变形区域的应变,增强应变强化效应;进给量增大也会增加每次击打变形金属的体积,提高温度,增强温度软化效应。提高加工转速会增强应变率效应,导致击打力增加;提高转速也会缩短两次击打之间的散热时间,增强温度软化效应。在低转速下,应变率效应强于温度软化效应,导致击打力增加;在高转速下,应变率效应弱于温度软化效应,导致击打力减小。
2.3加工参数对冲击的影响
在冷滚打击打的过程中,选择合理的加工参数对降低加工过程的冲击、提升加工质量和增加滚打轮寿命均有重要作用。加工过程中的冲击不仅和击打力有关,也和工件与滚打轮的接触时间有关。击打力和接触时间越大,加工过程中的冲量越大。高速冷滚打的击打时间只和滚打轮转速相关,1 428 r/min、1 581 r/min、1 806 r/min、2 032 r/min和2 258 r/min转速下的击打时间分别为2.45 ms、2.27 ms、2.05 ms、1.75 ms和1.60 ms。

图4 加工参数对击打冲量的影响
不同加工参数下工件受到的击打冲量如图4所示。由图4可知:单次击打的冲量随着进给量的减小和滚打轮转速的降低而减小。在相同的转速下,滚打轮与工件的接触时间相同,进给量越大,击打力越大,相应的冲量就越大。在相同的进给量下,转速越高,滚打轮与工件的接触时间越短,相应的冲量越小。由此可得,降低工件的进给量和增加滚打轮的转速可以有效地减小滚打轮对工件的冲击。
3试验验证
为了验证有限元模型的可靠性,本文以20钢为试验材料,基于不同的滚打轮转速和进给量进行试验,将有限元仿真结果和试验结果进行比较。冷滚打成型试验在改造的机床上完成,击打力的测量系统主要由专用应变测力仪和NEC数据采集仪RA1200组成。在击打试验中得到稳定阶段的击打力数据。
在冷滚打试验中,测量系统的采样频率为5 kHz,加工系统的进给量设置和滚打轮转速设置与有限元仿真中设置一致。试验分为两组进行:第一组选择滚打轮转速1 428 r/min,分别对应工件4个不同的进给量,用来验证工件进给量对击打力的影响;第二组选择工件进给量0.16 mm/r,分别对应5个不同滚打轮转速,用来验证滚打轮转速对击打力的影响。在试验中,获得了冷滚打过程中仪器采集的电信号,将电信号转换为击打力曲线,提取稳定击打阶段中每次径向击打的击打力峰值,计算平均值,作为每次击打过程中径向击打力的最大值。提取与两组试验相同加工参数下的有限元仿真结果,并将有限元仿真的径向击打力最大值和试验获得的径向击打力最大值相比较,对比结果如图5所示。
由图5可知:仿真和试验的径向击打力误差保持在7%以内,证明了有限元模型的准确性。误差产生的原因,主要来自于J-C方程参数的准确性和有限元仿真边界条件与实际加工过程的差别。

图5 击打力仿真与试验对比
4结论
(1)在滚打花键轴加工过程中,花键轴所受的径向击打力大于切向击打力。
(2)击打力随着工件进给量的增大而增大,随着滚打轮转速的提高先增大后减小,且击打力受工件进给量的影响大,受转速的影响小。
(3)滚打轮转速越快,滚打轮击打工件的时间间隔越小,击打时间越短。滚打轮的转速越高,工件的进给量越小,工件受到滚打轮的击打冲量越小。
参考文献:
[1]MARTINS P A F,BAY N.Theory of single point incremental forming[J].CIRP annals-manufacturing technology,2008,57(1):247-252.
[2]SILVA M B,SKJOEDT M.Single point incremental forming & formability/failure diagrams[J].The journal of strain analysis for engineering design,2008,43(1):15-35.
[3]崔凤奎.高速精密冷滚打成形技术研究[D].西安:西安理工大学,2007.
[4]崔凤奎,谢亚飞,董晓丹,等.高速冷滚打成形金属流动仿真分析[J].河南理工大学学报(自然科学版),2014,33(4):467-471.
[5]崔凤奎,朱文娟,刘继国,等.高速冷滚打成形热力耦合模拟[J].河南科技大学学报(自然科学版),2014,35(1):13-16.
[6]CUI F K,WANG X Q,ZHANG F S.Metal flowing of involute spline cold roll-beating forming[J].Chinese journal of mechanical engineering,2013,26(5):1056-1062.
[7]崔凤奎,郭超,李玉玺.40Cr钢的塑性流动应力特征及本构关系[J].河南科技大学学报(自然科学版),2012,33(6):1-5.
[8]赵智渊,杨明顺,袁启龙,等.基于ABAQUS的丝杠冷滚打变形力仿真[J].铸造技术,2011,32(8):1165-1169.
[9]张璐,李言,杨明顺,等.丝杠冷滚打成形过程金属流动规律研究[J].中国机械工程,2012,23(13):1623-1628.
[10]李言,杨明顺,李玢,等.丝杠冷滚打动力学仿真及分析[J].西安理工大学学报,2009,25(4):383-387.
[11]王晓强,崔凤奎,燕根鹏,等.40Cr冷滚打成形中位错密度变化研究[J].中国机械工程,2013,24(16):2248-2256.
基金项目:国家自然科学基金项目(51475146,51475366)
作者简介:王晓强(1972-),男,山东莱州人,教授,博士,硕士生导师,主要研究方向为先进制造技术.
收稿日期:2016-03-13
文章编号:1672-6871(2016)05-0016-04
DOI:10.15926/j.cnki.issn1672-6871.2016.05.004
中图分类号:TH16
文献标志码:A
猜你喜欢
装备制造技术(2019年12期)2019-12-25 03:06:04
电测与仪表(2016年15期)2016-04-12 00:30:46
专用汽车(2016年8期)2016-03-01 04:16:43
电机与控制应用(2015年1期)2015-03-01 03:49:16
许昌学院学报(2015年5期)2015-02-28 18:20:26
中国卫生标准管理(2015年17期)2015-01-26 21:05:18
计算物理(2014年1期)2014-03-11 17:00:14
振动、测试与诊断(2014年4期)2014-03-01 01:14:06
无锡职业技术学院学报(2013年3期)2013-03-11 19:01:14
船海工程(2013年6期)2013-03-11 18:57:25